TEN THOUSAND HORSE POWER.
(See Part One, Page 133.)
Project Gutenberg's Pumps and Hydraulics - Part Two, by William Rogers This eBook is for the use of anyone anywhere in the United States and most other parts of the world at no cost and with almost no restrictions whatsoever. You may copy it, give it away or re-use it under the terms of the Project Gutenberg License included with this eBook or online at www.gutenberg.org. If you are not located in the United States, you'll have to check the laws of the country where you are located before using this ebook. Title: Pumps and Hydraulics - Part Two Author: William Rogers Release Date: August 4, 2018 [EBook #57639] Language: English Character set encoding: UTF-8 *** START OF THIS PROJECT GUTENBERG EBOOK PUMPS AND HYDRAULICS - PART TWO *** Produced by deaurider, Brian Wilcox and the Online Distributed Proofreading Team at http://www.pgdp.net (This file was produced from images generously made available by The Internet Archive)
Transcriber’s note:
The cover image was created by the transcriber and is placed in the public domain.
PUMPS
AND
HYDRAULICS.
IN TWO PARTS.
Part Two.
TEN THOUSAND HORSE POWER.
(See Part One, Page 133.)
Author of “Drawing and Design,” etc.

RELATING TO
HAND PUMPS; POWER PUMPS; PARTS OF PUMPS; ELECTRICALLY DRIVEN PUMPS; STEAM PUMPS, SINGLE, DUPLEX AND COMPOUND; PUMPING ENGINES, HIGH DUTY AND TRIPLE EXPANSION; THE STEAM FIRE ENGINE; UNDERWRITERS’ PUMPS; MINING PUMPS; AIR AND VACUUM PUMPS; COMPRESSORS; CENTRIFUGAL AND ROTARY PUMPS; THE PULSOMETER; JET PUMPS AND THE INJECTOR; UTILITIES AND ACCESSORIES; VALVE SETTING; MANAGEMENT; CALCULATIONS, RULES AND TABLES.
WITH ILLUSTRATIONS.
ALSO
GENERAL CONSIDERATIONS; GLOSSARY OF PUMP TERMS; HISTORICAL INTRODUCTION, WITH ILLUSTRATIONS; THE ELEMENTS OF HYDRO-MECHANICS, HYDROSTATICS AND PNEUMATICS; GRAVITY AND FRICTION; HYDRAULIC MEMORANDA; LAWS GOVERNING FLUIDS; WATER PRESSURE MACHINES; PUMPS AS HYDRAULIC MACHINES, ETC.
PART TWO.
PUBLISHED BY
THEO. AUDEL & COMPANY
72 FIFTH AVE.,
NEW YORK, U.S.A.
7, IMPERIAL ARCADE,
LUDGATE CIRCUS, E.C.,
LONDON, ENG.
Copyrighted, 1905, by
THEO. AUDEL & CO., NEW YORK.
Entered at Stationers Hall, London, England.
Protected by International Copyright in Great Britain and all
her Colonies, and, under the provisions of the
Berne Convention, in
Belgium, France, Germany, Italy, Spain, Switzerland, Tunis,
Hayti, Luxembourg, Monaco, Montinegro
and Norway.
Printed in the United States.
The divisions of Part Two are represented by the following headings: each subject is fully treated and illustrated on the pages shown:
| PAGES | |
|---|---|
Introduction to Part Two |
1-10 |
The Air Pump |
13-30 |
Air and Vacuum Pumps |
31-56 |
Air Compressors |
57-78 |
The Air Lift Pump |
79-90 |
The Steam Fire Engine |
91-142 |
Miscellaneous Pumps |
143-176 |
Mining Pumps |
145-155 |
Marine Pumps |
155-162 |
“Sugar-House” Pumps |
165-167 |
Circulating Pumps |
168 |
Atmospheric Pumps |
169-170 |
Ammonia or Acid Pumps |
171 |
The Screw Pump |
175-176 |
Aermotor Pumps |
177-192 |
Rotary and Centrifugal Pumps |
193-229 |
Turbine Pumps |
231-242 |
Injectors and Ejectors |
243-266 |
Pulsometer Aqua-Thruster |
267-280 |
Pump Speed Governors |
281-296 |
Condensing Apparatus |
297-314 |
Utilities and Attachments |
315-334 |
Tools, Valves and Piping |
335-356 |
Pipes, Joints and Fittings |
357-368 |
Useful Notes |
369-386 |
Tables and Data |
387-400 |
Ready Reference Index to Part Two |
The owner of a great tannery had once an improvement in making leather proposed to him by a foreman, but the merchant could not comprehend it even with the most earnest verbal explanation. As a last resort he said, “put it in writing so that I can study it out.” This was done and the change after an examination of the paper was made as advised. So in these volumes much important information is written and printed that it may be “studied out.”
The author believes the following features of his work adapt it to the purpose for which it was designed:
1. It contains no more than can be mastered by the average engineer and those associated with him, such as millwrights, machinists, superintendents of motor power, electric stations, water works, etc.
2. It is thoroughly systematized. The order and development of subjects is thought to be logical, and the arrangement of topics especially adapted to the needs of those who aspire to do the best service in their every day responsibilities.
3. The work is written in accordance with modern theories and practice; no exertion has been spared in the attempt to make it fairly represent the latest state of the science of hydraulics and its adaptation to the needs of modern mechanical advancement, i.e., in the line of practical hydraulics.
Note.—The preface is almost invariably made after the book itself is finished, for an author never knows with much exactness whither his researches will lead him. The book he begins is not always the book he finished; this is especially the case with books relating to modern sciences and industry. As an instance of this, it may be told that at the commencement of this work it was generally agreed that the easy “lift” of the centrifugal pump was some sixty or eighty feet, and not much more, but the appropriate section relating to centrifugal pumps has reached a lift of two thousand feet had been practically assured by recent discoveries. This important difference demanded a change in the writing although—as it happened—not in the printing. This, to explain why here, the author gives generous praise to others who have assisted in the long task of making these volumes.
4. It has been made by “men who know for men who care,” for the whole circle of the sciences consists of principles deduced from the discoveries of different individuals, in different ages, thrown into common stock; this is especially so of the science of hydraulics; thus it may be truthfully owned that the work contains the gathered wisdom of the ages, utilized wherever the author has found that it would increase the usefulness of the volumes.
5. It is a work of reference minutely indexed. We are warned by Prof. Karl Pearson that “education can only develope; it cannot create. If a man has not inherited ability to learn, education cannot make him learn,” but in a well indexed book, simply and plainly written, both classes referred to are equally benefited.
There came the moment, once upon a time, when the author of this book, in his eager pursuit of knowledge, asked one question too much, to which he received the “gruff” answer:
“Look ahere, I don’t propose to make a dictionary of myself.”
This was a painful retort from a man already under large obligations to the questioner, but it had its reason in being spoken. There are things in the way of a man’s own craft that he most unwillingly imparts to anyone else.
It is not thus with this work; nothing has been withheld that would make it plain and helpful to one in need of the special line of information aimed to be conveyed in its make-up.
In making acknowledgment for favors received the author first remembers Mr. Alberto H. Caffee who arranged in behalf of the L. Middleditch Press for the issue of the work. Mr. Caffee’s name appears in the dedication, with that of the brave soldier and accomplished gentleman Maj. Abram B. Garner.
The latter is one to whom “Jove has assigned a wise, extensive, all considerate mind.” The author is proud to call him friend and to acknowledge the benefit received in kindly advice relating to his productions.
Mr. Harry Harrison’s skill is shown in the “lay out” or typographical arrangement of the work and Mr. Henry J. Harms has contributed his careful supervision to each page of the book as it has gone through the press.
Lewis F. Lyne, Mechanical Engineer, has, amid his other responsible and active duties “passed upon” each page of the entire two volumes.
Mr. Lyne, it may be said, was one of the founders of the American Society of M. E.; he was also the first mechanical engineer on the editorial staff of the American Machinist in its early days, and contributed as editor and stockholder to its success. In his youth Mr. Lyne was apprentice in the machine shop of the Penn. R. R. and received his papers for full and faithful service.
Having been commodore of the Pavonia Yacht Club he has papers both as U. S. pilot and also as a marine engineer. He performed practical service both as locomotive fireman and was later superintendent of the Jersey City Electric Light Co. for a period of six and a half years.
Moreover Mr. Lyne was assistant master mechanic of the Delaware, Lackawanna & Western R. R. (M. & E. Div.) for seven years and had charge of establishing their new shops at Kingsland, N. J. Few men have had so long and honorable a record as Lewis Frederick Lyne.
Credit is due also to Mr. Edward F. Stevens, assistant at the Yale University library, New Haven, Conn., for a careful reading of the two volumes for clerical errors, punctuation, etc. Mr. Stevens is a graduate of Colby University and a ripe scholar; moreover after leaving college he has had some twelve or more years experience in business and editing with a mechanical book publishing house widely known throughout England and the U. S.—a rare combination of useful experience.
The final revision of the two volumes has been made by one of the brightest young engineers in New York City, now consulting engineer and attorney at Patent Law with offices in the Flat Iron Building, corner of Twenty-third St. and Fifth Avenue—Mr. Edward Van Winkle.
He is associate member of the Am. Soc. M. E. and associate member of the Canadian Soc. of C. E. He was a Student in The Stevens Institute of Technology, and graduated from Columbia University in the City of New York with the degree E. E.
These names should assure confidence in the contents of the work, which has been some years in preparation, and with nothing spared to make it trustworthy.

“Kicking down” a well in the early days. A hole was dug in the rock and cased with a wooden tube eight or ten inches square. In this way the tools, suspended from a horizontal elastic hickory pole, which in turn was fastened to a stake, were worked over an upright piece as a fulcrum. The tools were worked up and down in the hole, as shown in the picture.
“There is this remarkable difference between bodies in a fluid and bodies in a solid form, namely, that every particle of a fluid is perfectly independent of every other particle. They do not cohere in masses, like the particles of a solid, nor do they repel one another, as is the case with the particles composing a gas. They can mingle among each other with the least degree of friction, and, when they press down upon one another by virtue of their own weight, the downward pressure is communicated in all directions, causing a pressure upwards, sideways, and in every possible manner. Herein the particles of a fluid differ from the particles of a solid, even when reduced to the most impalpable powder; and it is this which constitutes fluidity, namely, the power of transmitting pressure in every direction, and that, too, with the least degree of friction. The particles which compose a fluid must be very much smaller than the finest grain of an impalpable powder.”—Richard Green Parker, A. M.
Pneumatics treats of the mechanical properties and effects of air and similar fluids; these are called elastic fluids and gases, or aëriform fluids.
Hydro-pneumatics. This is a compound word formed from two Greek words signifying water and air; in its primary meaning it conveys the idea of the combined action of water and air or gas.
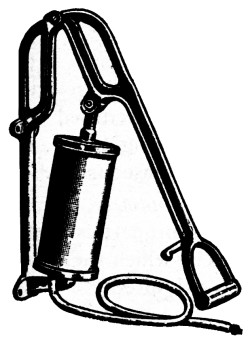
Fig. 330.
Note.—Fig. 330 is one of the simplest forms of an air pump. The description accompanying Fig. 341 properly applies to this one.
Air is the respirable fluid which surrounds the earth and forms its atmosphere. It is inodorous, invisible, insipid, colorless, elastic, possessed of gravity, easily moved, rarefied and condensed, essential to respiration and combustion, and is the medium of sound. It is composed by volume of 20.7 parts of oxygen and 79.3 of nitrogen, by weight, of 23 of oxygen and 77 of nitrogen. These gases are not chemically united, but are mixed mechanically. Air contains also 1⁄2000 of carbon dioxide, some aqueous vapor, about one per cent. of argon, and small varying amounts of ammonia, nitric acid, ozone, and organic matter. The specific gravity of the air at 32° F is to that of water as 1 to 773, and 100 cubic inches of air at mean temperature and pressure weighs 301⁄2 grains.
Aëriform fluids are those which have the form of air. Many of them are invisible, or nearly so, and all of them perform very important operations in the material world. But, notwithstanding that they are in most instances imperceptible to our sight, they are really material, and possess all the essential properties of matter. They possess, also, in an eminent degree,16 all the properties which have been ascribed to liquids in general, besides others by which they are distinguished from liquids.
Elastic fluids are divided into two classes, namely, 1, permanent gases and, 2, vapors. The gases cannot be easily converted into the liquid state by any known process of art;* but the vapors are readily reduced to the liquid form either by pressure or diminution of temperature. There is, however, no essential difference between the mechanical properties of both classes of fluids.
As the air which we breathe, and which surrounds us, is the most familiar of all this class of bodies, it is generally selected as the subject of Pneumatics. But it must be premised that the same laws, properties and effects, which belong to air, belong in common, also, to all aëriform fluids or gaseous bodies.
There are two principal properties of air, namely, gravity and elasticity. These are called the principal properties of this class of bodies, because they are the means by which their presence and mechanical agency are especially exhibited.
Although the aëriform fluids all have weight, they appear to possess no cohesive attraction.
The pressure of the atmosphere caused by its weight is exerted on all substances, internally and externally, and it is a necessary consequence of its fluidity. When the external pressure is artificially removed from any part, it is immediately felt by the reaction of the internal air.
Heat insinuates itself between the particles of bodies and forces them asunder, in opposition to the attraction of cohesion and of gravity. It therefore exerts its power against both the attraction of gravitation and the attraction of cohesion. But, as the attraction of cohesion does not exist in aëriform fluids, the expansive power of heat upon them has nothing to contend with but gravity. Hence, any increase of temperature, expands an elastic fluid prodigiously, and a diminution of heat condenses it.
*Note.—Carbonic acid gas forms an exception to this assertion. Water also is the union of oxygen and hydrogen gas.
A column of air, having a base an inch square, and reaching to the top of the atmosphere, weighs about fifteen pounds. This pressure, like the pressure of liquids, is exerted equally in all directions.
The elasticity of air and other aëriform fluids is that property by which they are increased or diminished in extension, according as they are compressed. This property exists in a much greater degree in air and other similar fluids than in any other substance. In fact, it has no known limit, for, when the pressure is removed from any portion of air, it immediately expands to such a degree that the smallest quantity will diffuse itself over an indefinitely large space. And, on the contrary, when the pressure is increased, it will be compressed into indefinitely small dimensions.
The elasticity or pressure of air and all gases is in direct proportion to their density; or, what is the same thing, inversely proportional to the space which the fluid occupies. This law, which was discovered by Mariotte, is called “Mariotte’s Law.” This law may perhaps be better expressed in the following language; namely, the density of an elastic fluid is in direct proportion to the pressure which it sustains.
Air becomes a mechanical agent by means of its weight, its elasticity, its inertia and its fluidity.
The fluidity of air invests it, as it invests all other liquids, with the power of transmitting pressure; fluidity is a necessary consequence of the independent gravitation of the particles of a fluid. It may, therefore, be included among the effects of weight.
The inertia of air is exhibited in the resistance which it opposes to motion, which has already been noticed under the head of Mechanics. This is clearly seen in its effects upon falling bodies, as will be exemplified in the experiments with the air-pump.
The great degree of elasticity possessed by all aëriform fluids, renders them susceptible of compression and expansion to an almost unlimited extent. The repulsion of their particles18 causes them to expand, while within certain limits they are easily compressed. This materially affects the state of density and rarety under which they are at times exhibited.
It may here be stated that all the laws and properties of liquids (described under the heads of Hydrostatics and Hydraulics) belong also to aëriform fluids.
The chemical properties of both liquids and fluids belong peculiarly to the science of Chemistry, and are, therefore, not to any extent, considered in this volume.
The air which we breathe is an elastic fluid, surrounding the earth, and extending to an indefinite distance above its surface, and constantly decreasing upwards in density. It has already been stated that the air near the surface of the earth bears the weight of that which is above it.
Being compressed, therefore, by the weight of that above it, it must exist in a condensed form near the surface of the earth, while in the upper regions of the atmosphere, where there is no pressure, it is highly rarefied. This condensation, or pressure, is very similar to that of water at great depths in the sea.
Besides the two principal properties, gravity and elasticity, the operations of which produce most of the phenomena of Pneumatics, it will be recollected that as air, although an invisible is yet a material substance, possessing all the common properties of matter, it possesses also the common property of impenetrability.
The Thermometer is an instrument to indicate the temperature of the atmosphere. It is constructed on the principle that heat expands and cold contracts most substances. The thermometer consists of a capillary tube, closed at the top and terminating downwards in a bulb. It is filled with mercury which expands and fills the whole length of the tube or contracts altogether into the bulb, according to the degree of heat or cold to which it is exposed. Any other fluid which is expanded19 by heat and contracted by cold, may be used instead of mercury.
Note.—The terms “rarefaction” and “condensation,” and “rarefied” and “condensed,” must be clearly understood in this connection. They are applied respectively to the expansion and compression of a body.
As it has been proved by experiment that 100 cubic inches of air weighs 301⁄2 grains, it will readily be conceived that the whole atmosphere exercises a considerable pressure on the surface of the earth. The existence of this pressure is shown by the following experiments. On one end of a stout glass cylinder, about 10 inches high, and open at both ends, a piece of bladder is tied quite air-tight. The other end, the edge of which is ground and well-greased, is pressed on the plate of the air-pump, Fig. 331. As soon as the air in the vessel is rarefied by working the air-pump, the bladder is depressed by the weight of the atmosphere above it, and finally bursts with a loud report caused by the sudden entrance of air.

Fig. 331.

Fig. 332.

Fig. 333.
The preceding experiment only serves to illustrate the downward pressure of the atmosphere. By means of the Magdeburg hemispheres, Figs. 332 and 333, the invention of which is due to Otto von Guericke, burgomaster of Magdeburg, it can be shown that the pressure acts in all directions. This apparatus consists of two hollow brass hemispheres of 420 to 41⁄2 inches diameter, the edges of which are made to fit tightly, and are well greased. One of the hemispheres is provided with a stop-cock, by which it can be screwed on to the air-pump, and on the other there is a handle. As long as the hemispheres contain air they can be separated without any difficulty, for the external pressure of the atmosphere is counterbalanced by the elastic force of the air in the interior. But when the air in the interior is pumped out by means of an air-pump, the hemispheres cannot be separated without a powerful effort.
The Barometer is an instrument to measure the weight of the atmosphere, and thereby to indicate the variations of the weather, etc. It consists of a long glass tube, about thirty-three inches in length, closed at the upper end, and filled with mercury. The tube is then inverted in a cup or leather bag of mercury, on which the pressure of the atmosphere is exerted. The following experiment, which was first made in 1643, by Torricelli, a pupil of Galileo, gives an exact measure of the weight of the atmosphere.

Fig. 334.
A glass tube is taken, about a yard long and a quarter of an inch internal diameter, Fig. 334. It is sealed at one end, and is quite filled with mercury. The aperture, C, being closed by the thumb, the tube is inverted, the open end placed in a small mercury trough, and the thumb removed. The tube being in a vertical position, the column of mercury sinks, and, after oscillating some time, it finally comes to rest at a height, A, which at the level of the sea is about 30 inches above the mercury in the trough.
The mercury is raised in the tube by pressure of the atmosphere on the mercury in the trough. There is no contrary pressure on the mercury in the tube, because it is closed; but, if the end of the tube be opened, the atmosphere will press equally inside and outside the tube, and the mercury will sink to the level of that in the trough. It has been shown that the heights of two columns of liquid in communication with each other are inversely as their densities; and hence it follows that the pressure of the atmosphere is equal to that of a column of mercury the height of which is 30 inches. If, however, the weight of the atmosphere diminishes, the height of the column which it can sustain must also diminish.
Why a vacuum gauge is graduated in inches instead of in pounds is thus explained. Take a tube say 35 inches long, closed at one end, filled with mercury and inverted with its open end in a bowl containing the same liquid.
The atmosphere will exert on the surface of the mercury in the bowl a pressure of about 15 pounds per square inch and this pressure will be transmitted to that in the tube so that the upward pressure inside the tube at the level of the mercury in the bowl will be 15 pounds per square inch.
Below the surface the pressure increases, due to the depth of mercury, but the weight of mercury inside the tube below the level in the bowl counteracts the weight of that outside so that the upward pressure per square inch at the surface line is 15 pounds per square inch inside the tube no matter how much or little it is submerged. In the upper end of the tube the mercury has dropped away, leaving a complete vacuum.
Note.—Moreover it has the advantage over a scientifically graduated gauge, which would be graded at 0 for a perfect vacuum and 15, or more nearly 14.7, for atmospheric pressure, that the inch indication increases as the vacuum is more complete while the absolute pressure decreases. The inch of mercury has also the advantage over the pound as a unit for measuring the degree of vacuum or the difference between the pressure in the condenser and that of the atmosphere that there are twice as many inches in a perfect vacuum as there are pounds so that the gauge can be read more closely without fractional units. It is easier to say 23 inches than eleven and a half pounds.
The 15 pounds will force the mercury up into the tube until the column is high enough to balance that pressure. One cubic inch of mercury weighs about half a pound. It would take two cubic inches to weigh a pound and a column two inches high to exert a pressure of one pound per square inch of base, or a column 30 inches high to balance the pressure of 15 pounds.

Fig. 335.

Fig. 336.
If instead of a perfect vacuum there was a pressure of two pounds in the upper end of the tube the column would have to balance a pressure of 15-2 = 13 pounds and would be 26 inches high. As the absolute pressure in the top of the tube gets greater, that is to say, as the difference between that pressure and that of the atmosphere or the so-called vacuum gets less, the column of mercury gets lower, and its height is a measure of the completeness of the vacuum.
Hero’s fountain, which derives its name from its inventor, Hero, who lived at Alexandria, 120 B.C., depends on the elasticity of the air. It consists of a brass dish, D, Fig. 335, and of two glass globes, M and N. The dish communicates with the lower part of the globe, N, by a long tube, B; and another tube, A, connects the two globes. A third tube passes through the dish, D, to the lower part of the globe, M. This tube having been taken out, the globe, M, is partially filled with water; the tube is then replaced and water is poured into the dish. The water flows through the tube, B, into the lower globe, and expels the air, which is forced into the upper globe; the air, thus compressed, acts upon water, and makes it jet out as represented in the figure. If it were not for the resistance of the atmosphere and friction, the liquid would rise to a height above the water in the dish equal to the difference of the level in the two globes.
The fountain in vacuo, Fig. 336, shows an interesting experiment made with the air-pump, and shows the elastic force of the air. It consists of a glass vessel, A, provided at the bottom with a stop-cock, and a tubulure which projects into the interior. Having screwed this apparatus on the air-pump, it is exhausted, and the stop-cock being closed, it is placed in a vessel of water, R. By opening the stop-cock, the atmospheric pressure upon the water in the vessel makes it jet through the tubulure into the interior of the vessel, as shown in the drawing.
Note.—Reference is hereafter very largely made to the mechanical use of air as a moving power, or rather as a means for transferring power, just as it is transferred by a train of wheelwork. Compressed air can be employed in this way with great advantage in mines, tunnels, and other confined situations, where the discharge of steam would be attended with inconvenience. The work is really done in these cases by a steam-engine or other prime mover in compressing the air. In the construction of the Mont Cenis tunnel the air was first compressed by water-power, and then carried through pipes into the heart of the mountain to work the boring machines. This use of compressed air in such situations is also of indirect advantage in serving not only to ventilate the place in which it is worked, but also to cool it; for it must be remembered that air falls in temperature during expansion, and therefore, as its temperature in the machines was only that of the atmosphere, it must, on being discharged from them, fall far below that temperature. This fall is so great that one of the most serious practical difficulties in working machines by compressed air has been found to be the formation of ice in the pipes by the freezing of the moisture in the air, which frequently chokes them entirely up.
Gases are bodies which, unlike solids, have no independent shape, and, unlike liquids, have no independent volume. Their molecules possess almost perfect mobility; they are conceived as darting about in all directions, and are continually tending to occupy a greater space. This property of gases is known by the names expansibility, tension, or elastic force, from which they are often called elastic fluids.
Gases and liquids have several properties in common, and some in which they seem to differ are in reality only different degrees of the same property. Thus, in both, the particles are capable of moving; in gases with almost perfect freedom; in liquids not quite so freely, owing to a greater degree of viscosity. Both are compressible, though in very different degrees.
If a liquid and a gas both exist under the pressure of one atmosphere, and then the pressure be doubled, the water is compressed by about the 1⁄20000 part while the gas is compressed by one-half. In density there is a great difference; water, which is the type of liquids, is 770 times as heavy as air, the type of gaseous bodies, while under the pressure of one atmosphere. A spiral spring only shows elasticity when it is compressed; it loses its tension when it has returned to its primitive condition. A gas has no original volume; it is always elastic, or in other words, it is always striving to attain a greater volume; this tendency to indefinite expansion is the chief property by which gases are distinguished from liquids.

Fig. 337.
Matter assumes the solid, liquid, or gaseous form according to the relative strength of the cohesive and repulsive forces25 exerted between their molecules. In liquids these forces balance; in gases repulsion preponderates.
By the aid of pressure and of low temperatures, the force of cohesion may be so far increased in many gases that they are readily converted into liquids, and we know now that with sufficient pressure and cold they may all be liquified. On the other hand, heat, which increases the vis viva of the molecules, converts liquids, such as water, alcohol and ether or gas into the aëriform state in which they obey all the laws of gases. The aëriform state of liquids is known by the name of vapor, while gases are bodies which, under ordinary temperature and pressure, remain in the aëriform state.
In describing exclusively the properties of gases, we shall, for obvious reasons, refer to atmospheric air as their type.
Expansibility of Gases. This property of gases, their tendency to assume continually a greater volume, is exhibited by means of the following experiment:—A bladder, closed by a stop-cock and about half full of air, is placed under the receiver of the air pump, Fig. 337, and a vacuum is produced, on which the bladder immediately distends.
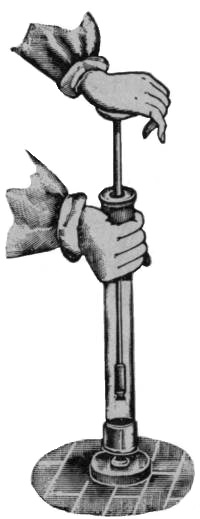
Fig. 338.
This arises from the fact that the molecules of air flying about in all directions press against the sides of the bladder. Under ordinary conditions, this internal pressure is counterbalanced by the air in the receiver, which exerts an equal and contrary pressure. But when this pressure is removed, by exhausting the receiver, the internal pressure becomes evident. When air is admitted into the receiver, the bladder resumes its original form.
The compressibility of gases is readily shown by the pneumatic syringe, Fig. 338. This consists of a stout glass tube closed at one end, and provided with a tight-fitting packed piston. When the rod of the piston is pressed down in the cube, the air becomes compressed into a smaller volume; but as soon as the force is removed the air regains its original volume, and the piston rises to its former position.
Weight of Gases. From their extreme fluidity and expansibility, gases seem to be uninfluenced by the force of gravity: they nevertheless possess weight like solids and liquids. To show this, a glass globe of 3 or 4 quarts’ capacity is taken, Fig. 339, the neck of which is provided with a stop-cock, which hermetically closes it, and by which it can be screwed on the plate of the air-pump.
The globe is then exhausted, and its weight determined by means of a delicate balance. Air is now allowed to enter, and the globe again weighed. The weight in the second case will be found to be greater than before, and if the capacity of the vessel is known the increase will obviously be the weight of that volume of air.
When the atoms or particles which constitute a body are so balanced by a system of attractions and repulsions that they resist any force which tends to change the figure of the body, they will possess a property, known by the name of elasticity. Elasticity, therefore, is the property which causes a body to resume its shape after it has been compressed or expanded.

Fig. 339.
Pressure exerted by Gases. Gases exert on their own molecules, and on the sides of vessels which contain them, pressures which may be regarded from two points of view. First, we may neglect the weight of the gas; secondly, we may take account of its weight. If we neglect the weight of any gaseous mass at rest, and only consider its expansive force, it will be seen that the pressures due to this force act with the same27 strength on all points, both of the mass itself and of the vessel in which it is contained.
It is a necessary consequence of the elasticity and fluidity of gases that the repulsive force between the molecules is the same at all points, and acts equally in all directions.
If we consider the weight of any gas, we shall see that it gives rise to pressures which obey the same laws as those produced by the weight of liquids. Let us imagine a cylinder, with its axis vertical, several miles high, closed at both ends and full of air. Let us consider any small portion of the air enclosed between two horizontal planes. This portion must sustain the weight of all the air above it, and transmit that weight to the air beneath it, and likewise to the curved surface of the cylinder which contains it, and at each point in a direction at right angles to the surface. Thus the pressure increases from the top of the column to the base; at any given layer it acts equally on equal surfaces, and at right angles to them, whether they are horizontal, vertical, or inclined.
The pressure acts on the sides of the vessel, and it is equal to the weight of a column of gas whose base is this surface, and whose height its distance from the summit of the column. The pressure is also independent of the shape and dimensions of the supposed cylinder, provided the height remain the same.
For a small quantity of gas the pressures due to its weight are quite insignificant, and may be neglected; but for large quantities, like the atmosphere, the pressures are considerable, and must be allowed for.
Diffusion of gases.—Liquids mixed together, gradually separate, and lie superimposed in the order of their densities, and the surfaces of the separation of the liquids are horizontal. But when gases are mixed, they present other conditions of equilibrium, as follows.
1.—A homogeneous and persistent mixture is formed rapidly, so that all parts of the same volume are composed of the same proportions of the mixed gases.
2.—In a mixture of gases, the pressure (or elastic force), exercised by each of the gases, is the same as it was when alone.
3.—The rapidity with which the diffusion takes place, varies with the specific gravity of the gases. The more widely two gases differ in density, the quicker the process of intermixture.
Evaporation.—This is the slow formation of vapor from the surface of a liquid. The elastic force of a vapor which saturates a space containing a gas (like air), is the same as in a vacuum. The principal causes which influence the amount and rapidity of evaporation are as follows.
1st.—Extent of a surface. As the evaporation takes place from the surface, an increase of surface evidently facilitates evaporation.
2d.—Temperature. Increasing the elastic force of vapor, has a most important influence on the rapidity of evaporation; therefore the temperature of ebullition marks the maximum point of evaporation.
3d.—The quantity of the same liquid already in the atmosphere exercises an important influence on evaporation. The atmosphere can absorb only a certain amount of vapor, and evaporation ceases entirely when the air is saturated, but it is greatest when free from vapor, that is perfectly dry.
4th.—Renewal of the air. If currents of air are continually removing the saturated atmosphere from above the surface of a liquid, evaporation takes place most rapidly, since new portions of air, capable of absorbing moisture, are presented to it. Evaporation is therefore more rapid in a breeze than in still air.
5th.—Pressure on the surface of the liquid influences evaporation, because of the resistance thus offered to the escape of the vapor. That is to say—water boils more freely in an open vessel than within a steam boiler under pressure. Hence, the necessity for having large steam disengaging surfaces to prevent priming or lifting of the water when the boiler is forced beyond its rated capacity.
The use of compressed air has become very general through the use of small hand pumps; the cylinder of these must be smooth, and the plunger is usually packed with a cup leather packing.

Fig. 340.—Gas Fitter’s Proving Pump.
Fig. 340 shows a gas fitter’s air proving pump. The gauge is attached to any opening into the system of pipes to be tested, with a rubber hose leading to the pump. By working the pump the air is forced into the pipes; upon stopping the pump if the hand upon the gauge remains stationary there are no leaks in the system. If there are leaks the hand of the gauge will gradually return to the zero mark.
Note.—Before putting the pressure on it is customary to put some ether into the small cup—near the gauge as shown—this has a cock which must be opened and closed at the proper time so that the ether will be forced into the pipe system and disclose by the sense of smell the location of the leak.
Fig. 341 shows a Portable Tire Air Pump, which can be used by hand or affixed to a wall or bench; it is of the lever type, with 2 × 8 cylinders, fitted with check valve and extra heavy rubber tubing. As the leverage on the piston-rod increases the resistance on the piston also increases, thereby securing the30 powerful leverage of the well-known “toggle-joint” principle as the piston finishes its stroke; thus the best possible results are obtained.
Fig. 342 illustrates a Hand Lever Air Pump with cylinder 31⁄4″ × 61⁄4″; its capacity—one stroke—is 36 cubic inches. The greatest pressure it is intended to operate against is 150 lbs. to the square inch. In operation this design has the advantage of the leverage of the toggle-joint indicated above.
Fig. 343 exhibits a Hand Air Pump which has the same dimensions as that just described, screwed to the floor. Its particular advantage is the fact that the motion of the lever is natural and easy being horizontal and still retaining the advantages of the toggle-joint.

Fig. 341.—Hand Pump.

Fig. 342.

Fig. 343.
An air pump is an apparatus for, 1, the exhaustion; 2, compression or transmission of air.
A vacuum pump is an apparatus consisting of, 1, a chamber or barrel; 2, a suction pipe with a valve to prevent return flow; 3, a discharge pipe which has a valve which is closed when the chamber is emptied and, 4, a steam induction pipe provided with a valve that is opened when the chamber is filled with water and closed when the chamber is filled with steam.
It is not right to call an air pump a vacuum pump, as the latter does not move air alone; it removes water, vapor and air from the condenser to form a vacuum. An air pump is designed to pump air alone.
A vacuum is a space entirely devoid of matter. That is, it is a space that contains nothing—no oxygen, no hydrogen, no air, no water, no pressure. It is for this reason that a perfect vacuum in practice is very difficult to obtain, especially as applied in a steam engine, as a liquid when in the presence of a vacuum generally gives off some vapor, owing to the fact that the surface is more or less in tension, besides its usual evaporative quality. Among all the liquids it has been found that mercury, on account of its very high specific gravity, can be best used to produce a vacuum and maintain it, and it is for this reason that the words “vacuum” and “inches of mercury” are synonymous.
Note.—The pressure of the atmosphere will also balance a column of water in a vacuum the same as a column of mercury but the height of the water column must necessarily be greater on account of the lesser weight of the water. A cubic inch of water weighs 13.6 times less than a cubic inch of mercury, so that the column of water which the atmosphere must balance must be 13.6 higher or 13.6 × 30 = 408 inches which is equivalent to 34 feet.
A water barometer can be made in a similar manner to a mercury barometer except that instead of a tube slightly over 30 inches in length, a tube over 34 feet in height must be used. Advantage of this fact is taken in the so-called gravity condensers which require no air pump, the condensing apparatus being placed about 34 feet above the level of the hot well, the discharge pipe being sealed by always keeping its lower end below the level of the water in the hot well.
The particular feature that makes steam valuable in producing a vacuum is the fact that when it is condensed, it decreases 1600 times in volume and except for this small quantity of water and some vapor which even cool water gives off in a vacuum, a perfect vacuum would be established and it is only necessary to draw off the condensed steam and vapor by proper apparatus to enable the vacuum to be maintained which the condensation has created. The apparatus for doing this is called the air pump and the reservoir in which this condensation takes place is called the condenser.
The condensation of steam in the condenser is effected in two ways. The exhaust steam either meets in direct contact the water which is to condense it, or, the steam impinges upon cool metallic surfaces the temperature of which is kept down by circulating cool water through them. In the first case the condensed steam and the condensing water meet and mingle. The condenser is an iron pot or shell into which the steam is exhausted and the cooling water enters it in the form of a sheet or spray. Such condensers are called jet condensers for this reason, and the cooling water is called the injection. All water that is used for condensing steam is therefore called the injection water.
When the exhaust steam strikes cool surfaces and is condensed by those surfaces, such condenser is called a surface condenser. The cooling surface is usually a series of pipes or tubes made of brass or copper to secure a rapid transfer of heat. These tubes are usually tinned inside and outside to prevent corrosion and in marine practice are made 5⁄8″ in diameter. In most cases, condensation is effected by bringing the exhaust steam in contact with the outside of the tubes, the circulating water being inside.
In the surface condenser, as the circulation does not mingle with the condensed steam, the air pump has nothing to do with this water but is only required to pump out the condensed steam and air which enter the condenser; the pump which takes care of the circulation is called the circulating pump.33 When large quantities of water are used and the difference in level through which the water must be raised is slight as on board ship, centrifugal pumps are generally used.
In the jet type of condenser where the water acts directly on the steam, the injection water will cause a lower temperature with less water and less apparatus than a surface condenser. The amount of injection water varies from 20 to 30 times the weight of steam to be condensed in cool seasons and from 30 to 35 times the amount in summer season. With fresh water this can be pumped into the boiler when the oil is extracted from it. It is for this reason that surface condensers are universally used for sea-going vessels to avoid salt water. They are also much used on land in places where the feed water contains mineral salts and is injurious to the boiler.
In places where the cost of hydrant water is excessive, it is of importance to use the same injection water over and over again, but this cannot be done until the water is first cooled. There are numerous methods by means of which this is done. All of these methods utilize the principle of scattering the injection water in the way best calculated to bring the greatest surface in contact with the largest quantity of air so that evaporation may take place quickly and effectively.
This is sometimes done by pumping the water through a number of spray nozzles up into the air, allowing it to fall into a lake or cold well below, or, as is more usually the case, the injection water is allowed to descend in a tower in a fine state of division over tiles or wire gauze or corrugated surfaces. A current of air, either forced by a fan or drawn up through it, causes a vaporization of the film of warm water pouring over the different surfaces, and the air cooling and the evaporation combined withdraw the heat from the water so that when it reaches the bottom it is in condition to be used again.

Fig. 344.

Fig. 345.
Cooling towers are used with either jet or surface condensers and can be used either with or without a fan, depending upon the design. In general these towers usually lower the temperature of the water from 120 degrees to 80 degrees, which35 is sufficient to maintain a vacuum of about 26 inches. As they depend chiefly upon the results of evaporation to do the cooling, they work better on a dry day than when the air is humid.
The figures on the opposite page are designed to illustrate the use of an air pump in connection with a jet condenser; this combination is properly called a vacuum pump because it not only pumps air, but water and vapor as well. The steam end of this apparatus is described in Part One, page 324, of this work.
The air and vacuum end has a cylinder lined with composition-brass bored smooth; the piston has square rubber and canvas packing. The discharge—as shown in cut—is located sufficiently high, so that the cylinder retains a large portion of water. This forms a seal and causes the pump to work more advantageously than it would with air alone. A small pipe leads from the discharge chamber to the piston-rod stuffing-box. This contains a double packing and the water which flows through this small pipe forms a continuous seal around the piston-rod and thus prevents air from entering.
The injection water enters the elbow at the top and is drawn through an annular opening into the condenser. This opening may be regulated by the small hand wheel shown at the top end of the stem.
The exhaust from the steam end flows into the condenser through the pipe as may readily be observed—or escapes into the atmosphere by throwing the switch valve.
Note.—Utilizing hot discharge water. In manufacturing establishments where large quantities of water are required, advantage can be taken of the fact that in condensing apparatus of this and similar pumps, the water, after performing useful work in the condensing chamber, can be elevated to a tank in any portion of the building, and used over again for another purpose, such as washing, cooling metal plates, rolling-mill rolls, etc. The fact that the temperature of this discharge water will range from 100° to 120° will, in many cases, be advantageous, and effect a saving in the cost of heating other water for purposes in which this discharge water will answer equally well. When the water is not required in the tank, the stop-valve may be opened, and the water allowed to escape into a drain, or any other convenient place.
A ball-float attached to an air valve is located at the right hand of the condenser so that in case the pump should fail to operate from any cause, the injection water will lift the ball-float, which in turn will open the air valve and by discharging the vacuum will prevent the flooding of the engine cylinder with water.
It is a well-known fact that the atmosphere exerts what is usually termed “back pressure” of 14.7 pounds per square inch upon the piston area of a steam engine, also that water converted into steam, may be converted into its original state by condensation. Now, if this back pressure, which is, in reality, the weight of the surrounding atmosphere, be removed from the piston of a steam engine, the steam on the opposite side of the piston would have that much (14.7 lbs.) less work to do.
Applying this to steam engines means conveying the exhaust, or expanded steam, which would otherwise be allowed to escape into the open air, into a closed chamber, where it is met by a spray of cold water, which so rapidly absorbs the heat contained in the steam that it ceases to retain its gaseous form, and is again reduced to its original bulk as water. A great change has now taken place, and the steam is reduced to its liquid form. As this water of condensation only occupies about 1⁄1600 of the space filled by the steam from which it was formed, the remainder of the space is vacant, and no pressure exists.
The difference in volume accounts for the atmospheric pressure on the outside of the chamber, and as the vacuum extends throughout the whole distance which the exhaust steam originally occupied, it, of course, is made available in the cylinder of the engine in the shape of a decreased pressure on the exhaust side of the piston; the atmospheric pressure remains constant, therefore we have the atmospheric pressure acting on one side of the piston, and absent on the other; the gain being 14.7 pounds per square inch, if a perfect vacuum could be secured. It amounts in average engineering practice to from 12 to 13 pounds, or 24 to 26 inches of mercury, as the graduations usually read on vacuum gauges.
Jet and Surface Condensers are further described and illustrated in a special allotted section of this work. The vacuum pump is usually of the reciprocating order, although other methods have been employed for emptying condensers, but not with equally satisfactory results.
The gain to be secured by using a condensing apparatus may be measured in two ways: first, by the decrease in fuel consumption over that necessary when running non-condensing, which will represent a constant decrease in running expenses; or, second, by the increase of power working quite up to its economical limit, in a non-condensing engine.
By the use of a condenser a further increase of power is realized in raising the mean effective pressure of steam within the engine cylinder without increasing the demand upon the boiler.
The application of a condenser to a steam engine increases its economy from 20% to 25% depending upon circumstances, while by compounding and condensing an economy of 35% to 40% is effected.
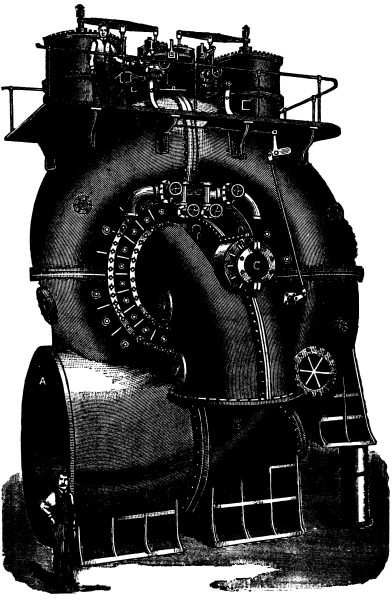
The vacuum pump shown in the engraving, Fig. 346, represents a single cylinder double acting vertical design having but one set of valves and those used exclusively for the discharge.
The suction port is in the middle of the cylinder, A, shown in the sectional view, Fig. 347. The piston, E, when it passes this port imprisons the water beyond it and pushes this water out of the discharge valves, D D, if the piston is rising, and out of the valves, C C, if the piston is descending. The main discharge pipe is attached to a flange at B.
This pump is made to work easily and steadily by adjusting the cushioning valves, F. F.
The discharge valves are reached through the holes provided for that purpose and covered by plates shown in the engraving, Fig. 347.
The main slide valve moves horizontally for the reason that if it moved up and down the force of gravity would seriously interfere with its regular action.
This slide is moved by a valve piston in the usual way. The parts of the valve may be inspected and adjusted by removing the cover held by the two studs shown.
The outline engraving, Fig. 348, shows a cross-compound double acting vacuum pump, six-inch high pressure, nine-inch low pressure cylinders, by eight-inch stroke, and two air cylinders, ten-inch diameter by eight-inch stroke.
They are piped up to run either high or low pressure, also to run independently by manipulating the cocks, C, and D, as directed in the engraving showing arrangement of valves, Fig. 349, page 41.

Fig. 346.
These pipes are simple in design and run direct to the boiler for live steam and convey the exhaust to the atmosphere or condenser as desired. On a recent test at a fair rate of speed the capacity of this39 pump was shown to be equivalent to taking care of a triple expansion engine of 2,000 I. H. P. On a further test this same pump on a basis of 20 lbs. weight of steam per I. H. P. per hour demonstrated its ability to take care of 3,000 I. H. P. triple expansion engine.
The advantages claimed for this pump are briefly as follows:
Unusual light weight and compactness.
There being NO SUCTION VALVES, working-beams, rock shaft and bearings, beam-links, etc., this pump is simple.
It is economical in the use of steam, by reason of compounding the steam cylinders; also clearance loss is reduced to a minimum by the perfect regulation that is secured by the valve gear described. Full stroke at any and all speeds can be readily maintained.
As the air pistons travel within a distance of less than 1⁄8 inch of the air cylinder heads, a high efficiency results. Although double-acting, the flow of water and vapors is always in one continuous direction—the same as in a single-acting air pump. Either side of pump can run independent of the other, which means a spare pump to be used in case of accident to the other side of this pump.

Fig. 347.

Fig. 348.
Referring to the accompanying table of tests, page 41, it may be claimed that with an average of 36 double strokes per minute this pump handled at the rate of upwards of 26,000 pounds of feed-water per hour, which on a basis of 20 lbs. engine economy shows this vacuum pump capable of taking41 care of a 1,300 I. H. P. engine at this very moderate speed. By comparing the power required to drive this pump (which aggregated 1.18 I. H. P.) to the I. H. P. of an engine of the power here represented it is apparent that this pump did its work on less than one-eleventh of one per cent. of the I. H. P. of said engine, which is a very excellent showing.

Fig. 349.—See page 38.
Table No. 4 also shows a very excellent vacuum maintained under extreme duty.
Table.
| NUMBER OF TEST. | No. 1. | No. 2. | No. 3. | No. 4. |
|---|---|---|---|---|
Steam pressure—high steam cylinder |
70 lbs. |
120 lbs. |
125 lbs. |
— |
Steam pressure—low steam cylinder |
20 lbs. | 40 lbs. | 45 lbs. | 50 lbs. |
Vacuum in condenser |
271⁄2in. | 27in. | 261⁄4in. | 25in. |
Double strokes per minute—high side |
37 | 61 | 82 | — |
Double strokes per minute—low side |
35 | 60 | 82 | 88 |
Temperature of hot well—Fahrenheit |
106 deg. |
105 deg. |
108 deg. |
112 deg. |
Water pumped per hour—high side |
13,500 lbs. |
22,700 lbs. |
30,000 lbs. |
— |
Water pumped per hour—low side |
12,700 lbs. |
22,300 lbs. |
30,200 lbs. |
36,000 lbs. |
Total water per hour |
26,200 lbs. |
45,000 lbs. |
60,200 lbs. |
— |
I. H. P. of high steam cylinder |
0.60 | — | — | — |
I. H. P. of low steam cylinder |
0.58 | — | — | — |
Total I. H. P. |
1.18 | — | — | — |
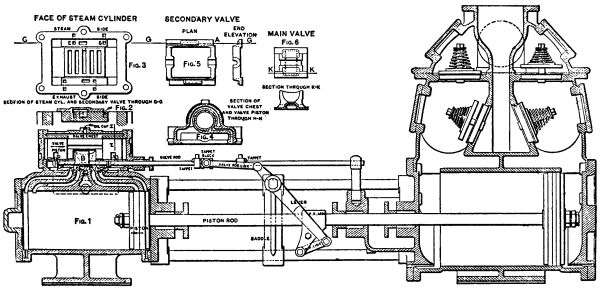
Fig. 350.
The Deane Vacuum Pump. There are a number of novel features exhibited in the construction of this pump; the cylinder has four ports, that is to say two steam or admission ports and two compression or cushioning ports.
Referring to the engraving, page 42, Fig. 6, shows the main valve to be a plain D slide,—directly under it the same valve is shown in section. The projection on the back of this valve fits into the valve piston. The secondary valve, 5, surrounds the main valve and contains two plain slide valves, one on each side. Referring to 3, it will be noted that one of these valves admits steam while the other allows the steam to escape after having done its work of moving the valve piston.
A longitudinal section of this secondary valve and steam cylinder are shown, in 2.
In the engraving, 1, it is shown that the cylinder for each end of the valve piston is jacketed with live steam so that the cylinder itself heats up as quickly as the valve piston, hence the piston cannot stick in the cylinder due to unequal expansion of valve and seat.
The supplemental valve ports are shown in section 4.
To set the valve of this pump: Remove the steam chest, place the piston at mid stroke with the lever, plumb, then set the stem at its mid position with the secondary valve in place. See that the tappets measure equal distances either side of the tappet block.
Note.—These small ports are not liable to fill with oil and dirt in practice, on account of their direct connections. If through leakage or any other reason the valve piston should fail to throw the main slide valve, the projection B (see 1) on the valve stem (of which it is a part) compels the valves to move mechanically. So when steam is turned on, this pump is certain to begin its work.

Fig. 351.
The water end of this pump consists of a cylinder with valve chambers as shown. The piston rod has two stuffing-boxes, which makes a water seal around the rod so that no air can enter the cylinder, as the chamber between the two stuffing-boxes is kept constantly filled with water. It will be noticed45 that the suction pipe enters the pump in such a position in relation to the valves that both suction and discharge valves are perpetually immersed in water.
When this pump is pumping air only, there is sufficient water left within the valve chambers to provide a water seal under all working conditions. The valves in this pump are easily reached for inspection or repairs, a hand-hole being provided for each valve, with proper covers, which are easily and quickly replaced.
The Worthington Vertical Beam Vacuum Pump with condenser attached is shown in Fig. 351.
This is a pump of great simplicity and strength. The figure shows a compound engine for using high pressure steam; these machines can be built with simple steam cylinders of equal diameters, but they are not recommended except in special cases; for example where the steam pressure is very low. Each side of the pump end is single-acting, the buckets being of the form used for years in detached air pumps in marine service. The two sides are connected together by a beam and links attached to the cross-heads. As one side comes down and does little work, the other side makes an up-stroke and does full duty in emptying the condenser to which the suction is attached.
The condensing chamber is usually placed at the rear and connects directly with the channel plate at the bottom of the pump. The opening shown in front is for the discharge water.
The steam cylinders are so arranged that either piston may be examined by removing its cylinder head, without disturbing the other cylinders. The valves are of the Corliss, or semi-rotative, type and the high-pressure cylinders are provided with cut-off valves to assure the desired ratio of expansion.
The interior of each air cylinder may be inspected by removing the plates shown in front, near the middle. There are also two plates at the top for inspection of the discharge valves. The four machinery steel columns form a light but very strong frame allowing free access to the working parts.

Fig. 352.
The next four cuts show Dean Brothers’ twin cylinder air pumps with their special steam valve gear. They are made for and supplied with either surface or jet condensers. See Fig. 352.
The arrangement of the valve gear is such that steam will be applied at the upper end of one piston at the same instant that it begins to act on the lower end of the other. By this device steam is so controlled in the steam chests that no pressure comes on the main pistons, until the moment that both are ready to move, after having reached the full limit of their stroke, thereby securing an exactly uniform, but opposite, motion of the pistons. Fig. 354 is a sectional elevation of the steam cylinder and steam chest; Fig. 353, a front elevation; Fig. 355, a section of the air cylinder, and Fig. 352, an exterior perspective view of the pump.
Each steam cylinder has its own steam piston, piston rod, valve movement, steam chest, etc. A sleeve, a, is rigidly attached to each piston rod, and connected to this sleeve is a lever, b, the outer end of which connects with a link, c, which in turn is connected to a sleeve, d, loosely mounted upon the valve rod between collars, e. The valve rod, f, operates the auxiliary slide valve and admits the steam from above and below the auxiliary piston. This piston has attached thereto the main slide valve, which admits and exhausts steam alternately from above and below the main steam pistons. Any movement of the main piston communicates movement in the opposite direction to the sleeve, d, which moves the valve rod only when it strikes one or the other of the collars. As there is considerable lost motion between the sleeve and the collars, the main steam piston will be nearing the end of its stroke when the valve rod begins to move.

Fig. 353.
Extending through the ends of the steam chests are short piston rods, g, which are connected to a centrally pivoted vibrating lever, h, mounted on a pivot. When the main steam piston has moved from the top to the bottom of the steam48 cylinder, the corresponding valve rod has moved in the opposite direction and the auxiliary slide valve has moved upward, opening the port, i, to steam and the port, k, to the exhaust port. At the moment the main steam piston has completed its downward stroke the auxiliary piston is forced upward and carries with it the main slide valve, l. This opens the main steam port and exhaust port, which reverses the movement of the main piston. When the main piston reaches the upward49 limit of its stroke the auxiliary valve has moved downward, opening the port, k, to steam and the port, i, to the exhaust, causing the auxiliary piston to move downward, thus reversing the movement of the main valve and piston.

Fig. 354.
By this arrangement the valve operating piston, m, is held at all times immovably at one end of the stroke, except when the main piston is nearing the end of its stroke and is ready to reverse. Supposing the left-hand main piston has not quite reached the upper limit of the stroke, the steam would still be on the lower side of its auxiliary or main valve operating piston and the exhaust open to the other side. We now have steam on the bottom side of both auxiliary pistons, and as they are of equal diameters and are connected by the lever, h, they are balanced and cannot move the main steam valves. The right-hand main steam piston must wait until the left-hand piston has completed its stroke before it can reverse, and consequently the movement of the main pistons will always be in opposite directions, and neither can reverse until both have completed their stroke.
There are three ways that this apparatus may be operated: First, the pumps may be operated in conjunction with each other, as is hereinbefore described. Second, the lever, h, may be detached from the auxiliary or main valve operating pistons, and the two pumps may then run independently of each other or in the ordinary and well-known manner, each performing its own independent work. Third, by further detaching the link, c, on one of the valve gears the auxiliary slide valve, n, will remain at rest and the corresponding pump will not move while the other pump continues to operate. These are important features, because, as in case of accident, it may be necessary to use one pump while the other is disabled, and in some cases it may be desirable to operate the pumps independently. The engineer will appreciate this feature, as the stoppage of an air pump is a serious matter.

Fig. 355.
The piston rods are separable at the crossheads. The crossheads are of steel. The steam cylinders and pump cylinders are connected by six heavy steel stretcher rods. Adjusting valves are fitted to steam cylinders for controlling motion of pistons. The valve gear is provided with a special lever adjustment by which the length of stroke of pistons may at any time be changed, even while the pump is running.
In Fig. 356 is shown a form of independent vacuum pump, with its condenser, built by the Conover Mfg. Co.
This apparatus consists of a jet condenser with air pump, boiler feed pump, and engine to drive both, combined as one machine. The air pump is a single acting bucket plunger pump, driven by a crank shaft, turned by the engine, which is a single cylinder compound automatic cut-off engine, and also drives the boiler feed pump; it is of the trunk pattern, and the small space around the trunk on the top side of the piston forms the high pressure cylinder. Steam is admitted to the high pressure side, at boiler pressure, and is cut off and expanded and exhausted into the receiver, whence it is admitted under the bottom side of the piston, where it is again cut off and expanded, finally exhausting into the condenser.
The piston makes the down stroke when the air pump makes the up stroke; and it will be seen by referring to the cut that the engine does nearly all its work when making the downward stroke. When steam is acting on the top side of piston at high pressure, the vacuum at the same time is pulling on the full area of the piston underneath.
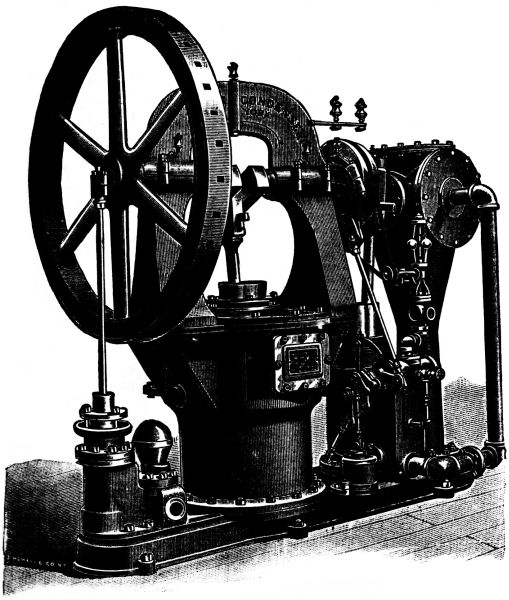
Fig. 356.
When the engine makes the up stroke, the steam at low pressure from the receiver acts to push the piston up; and as the air pump is doing no work then, being on its down stroke, the only work of the engine is to keep the machine up to speed.

Fig. 357.
It will thus be seen that the engine is suited to meet the demand of the large power on one stroke, and very little on the other, thus adapting itself admirably to its requirements.
The valves are of the Corliss type, and do not trip; the cut-off being set by hand, does not require to be changed or altered, as the speed is controlled by a throttling governor.
Fig. 357 shows a cross section through the steam cylinder of this vacuum pump.

Fig. 358.
The Edwards air and vacuum pump is shown in Figs. 358, 359 and 360, in which it may be perceived that both foot and bucket valves are dispensed with; the only valves used are those which in other pumps are known as head or discharge valves.
The following brief description of its leading features will be understood by reference to the illustrations: Fig. 358 is a sectional view through the center of the air pump, but the piston and rod are shown as a full view.
The action of this pump is as follows: the condensed steam flows continuously by gravity from the condenser into the base54 of the pump, and is there dealt with mechanically by the conical bucket working in connection with a base of similar shape. Upon the descent of the bucket the water is projected silently and without shock at a high velocity through the ports into the working barrel (see Fig. 359). The rising water is followed by the rising bucket, which closes the ports, and, sweeping the air and water before it, discharges them through the valve at the top of the barrel.

Fig. 359.
It may be said that however slowly an ordinary air pump with foot and bucket valves may be running, the pressure in the condenser has to be sufficiently above that in the pump to lift the foot valves, overcome the inertia of the water, and drive the water up through the valves into the barrel where the water is dealt with mechanically. The higher the speed of the older type of pump the greater is the pressure required to overcome these resistances owing to the very short space of time available, and as any increase of pressure in the condenser is accompanied by a corresponding increase of back pressure in the55 low pressure cylinder, hence the absence of the valves referred to allows a higher speed of the plunger. The elimination of the foot valves it is claimed gives from 1⁄2 to 1 inch better vacuum.
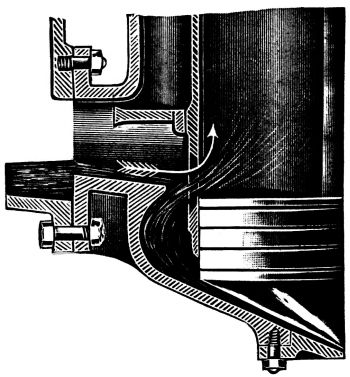
Fig. 360.
Another advantage claimed for this pump is that clear air inlets are maintained—see Figs. 359 and 360. Under ordinary working conditions, when the bucket descends and the ports open, there is no obstruction between the condenser and the pump; the air has a free entrance while immediately afterward the water is injected into the barrel at a high velocity. Thus, instead of obstructing the entrance of the air, the water tends to compress that already in the barrel, and to entrain or carry in more air with it.
The bucket or piston is a hollow casting with water grooves instead of packing rings.
The valve seat is constructed with a rib between each valve and a lip around the outer edge, so that each valve stands in its own water and is separated from the others. This forms a ready means of testing the relative tightness of each valve.
The cast iron working barrel is lined with brass.
The pump rod is Tobin bronze, and valve plate and valves of composition. These pumps are either single, twin, triplex, and are steam, electric or belt driven, for stationary, marine or sugar plantation service.
The steam driven pumps are built with either single or compound steam cylinders, fitted with new and improved valve gear, and with their arrangement of fly-wheels, insures smooth running, making full strokes free from vibration.

Fig. 361.—See page 70.
Compressed air is air compressed by mechanical force into a state of more or less increased density. The power obtained from the expansion of greatly compressed air in a cylinder, on being set free is used in many applications as a substitute for steam or other force as in operating drills, shop tools and engines which are driven by the elastic force of compressed air.
A compressor is a machine usually driven by steam by which air is compressed in a receiver so that its expansion may be utilized as a source of power at distances where an ordinary engine could not be conveniently used.
The compressor proper comprises two sets of valves, usually designed to be opened automatically by excess of pressure under them and to be closed by gravity or by the action of springs when the pressures become equal. The inlet valves open just after the piston commences its stroke, when the expansion of the compressed air remaining in the cylinder behind the piston has lowered the pressure above the valves. They close at the end of the intake stroke, just as the piston comes to rest. The outlet valve lifts during the compression stroke, at about the time the rising pressure in the cylinder becomes equal to that in the outlet passage above the valves; and they close when the flow of air ceases as the piston completes its stroke.
Any of the accurately fitted steam engine valve gears may be used for compressors, observing only that the compressor is in every way a reversed steam engine.
Compressed air is already used in the operation of
1. Cranes, hoists and motors of all types and of all capacities.
2. Portable drilling, reaming and tapping machines.
3. Riveters and stay-bolt cutters, calking and chipping tools.
4. Shop tools of all kinds.
5. Air brakes.
6. Sand blasts.
7. Rock drills and coal mining machines.
8. Pneumatic locomotives and street cars.
Fig. 362.—see page 70.
and also for the following diversified uses,
1. Pumping water, sewage, oil and acids.
2. Raising sunken vessels.
3. Refrigerating and ice making.
4. Transmitting messages through pneumatic tubes.
5. Cleaning carpets and railroad cars and seats.
6. Sinking caissons and driving tunnels through
silt and soft earth.
7. Tapping iron furnaces.
8. Transmitting power for all purposes.
The office of the air compressor is to store up air under high pressures, which can be utilized at a greater or less distance, without sustaining any loss by condensation in the pipes, as is the case of carrying steam in pipes long distances.
Air stored under pressure in a reservoir can be used expansively, in an ordinary steam engine returning an equivalent amount of work that was required to compress it—less the friction.
The admission of the air being through a single tube, it creates a constant flow of air in one direction only, thus filling the cylinder at each stroke with air at atmospheric pressure. This movement gives a momentum to the air which causes it to fill the cylinder to its fullest extent at each stroke.
Air compressors may be driven in various ways, but the most commonly used are those which are directly connected to a steam engine, thus doing away with intermediate machinery. When the air piston draws in a charge of air, the air fills the cylinder at atmospheric pressure, or a little below, and on the return stroke of the piston it has to be compressed to the same pressure as in the receiver before it can lift the delivery valve, and as the valve is held to its seat by a spring, and also by its own weight, the pressure has to be considerably above that of the receiver before the valve will lift. To overcome this the valves are operated by mechanical means, which lifts them at a point of the stroke, when the pressure in the cylinder corresponds with that of the receiver.

Fig. 363.—See page 71.
This arrangement avoids pounding of the valves as well as the noise caused by the air when rushing at much higher pressure from the cylinder into the receiver.
For the sake of economy, air compressors are compounded, as for example, by drawing the air into a large cylinder and compressing it to a certain stage, whence it passes into a smaller cylinder, which compresses it to a much higher pressure.
In a simple compressor, for very high pressures, there is at the end of the stroke a large volume of air left in the clearance space, which expands on the return stroke, to atmospheric pressure, before another charge of air can be drawn in.
But in the compound compressor, the air is delivered from the low pressure receiver to the high pressure cylinder far above atmospheric pressure, thus the remaining air need not expand so much and allows the cylinder to take a larger volume of air. The load is also distributed more evenly.
The following are valuable “points” relating to the care and management of air compressors.
As in a steam pipe line, elbows should be avoided in an air pipe line but unlike a steam pipe it should be larger.
A mistake is sometimes made in purchasing a compressor built for a low altitude and trying to run it in a higher elevation; the machine then experiences the same trouble that some people do, in not being able to get breath enough under the changed conditions.
The use of cheap oils, especially in an air cylinder is a most serious mistake, as the least tendency to gum will prevent the valves from properly seating, and even with the best of oils, it is well to use a small amount of mineral oil at times.
In localities where the water is bad, the water jacket will require extra attention, as it gets as badly scaled like steam boilers, principally due to a very slow or retarded circulation, which allows the sediment to settle, and should the water supply be shut off, even for a few minutes, the cylinder heat will bake it so hard as to give considerable trouble. It is a good plan to put a good boiler compound in the water jacket, and run the machine for some time without any circulation.

Fig. 364. (See page 71.)
63 In this case good judgment must be used not to run too long or too fast, as the cylinder will heat very quickly and is liable to be damaged.
There are many emergency ways of stopping small pipe leaks; any good sticky substance, such as tar, wax, tallow candles, or even chewing gum, melted and applied on narrow strips of cloth and wound as a bandage, will be found handy.
It should be remembered that leaks in an air pipe line are as bad as in a steam pipe line, and should receive as much care.
The theoretical operation of air compressors may be thus explained:
If a tight cylindrical vessel, containing one cubic foot of air at atmospheric pressure, be fitted with a piston which is free to move up and down but yet perfectly tight, the air in the vessel will have no means of escape, and the pressure within and without the vessel, both being atmospheric, are balanced.
Now, if the piston should be loaded with a weight, the pressure on the outside would be that due to the atmosphere, plus the weight, while the pressure from the inside is simply equal to atmospheric pressure; thus the piston is forced to descend, but as the air inside of the cylinder has no means of escape, the volume it fills being diminished, its pressure rises until the pressure under the piston balances that above it.
If, for example, the area of the piston should be 100 square inches, and the weight with which it is loaded be 100 pounds, assuming the piston to be without weight, the pressure below will have to react with an equal force to hold the piston stationary, which in this case would be 1 pound to the square inch above atmospheric pressure, and the piston would have to descend sufficiently to cause this increase of pressure, which descent would be equal to 1⁄16 of the total fall of the piston. By adding another 100 pounds above, the pressure would rise to 2 pounds to the square inch. The cylinder is thus charged with compressed air.
Liquid Air is a marvelous result of compression. It liquefies at a pressure of 573 pounds per square inch, at the reduced temperature of -220° F.; at atmospheric pressure it boils at -312° F., at which temperature it can be handled like water. Air is the vapor of a liquid, and acts in its properties like the vapor of other liquids. Liquid air in color is like that of a blue sky on a cloudless day.

Fig. 365. (See page 71.)
“Denys Papin was the first to propose and make, in 1653, an actual trial of the transmission of power to a distance by compressed air. It was the fertile and mechanical brain of Papin that first conceived the idea of the pneumatic tube for transmitting parcels by air pressure.” Historical Note by Hiscox.
If now the bottom of the cylinder should be connected by means of a pipe to another vessel of larger capacity called a receiver, the pipe having been closed by a valve in it during compression, and the valve should be opened, the piston would at once commence a further descent, the compressed air escaping into the receiver, until the pressure in the receiver and cylinder is equalized, or the piston reaches the bottom of the cylinder, which it will do, if the receiver is large enough. Then the valve closes, stopping communication between cylinder and receiver, and the piston is drawn upward; at the same time air is again admitted to the cylinder by another valve, which closes when the piston reaches the top, and the same operation is again repeated.
The receiver can thus be charged with compressed air and by loading the piston very heavy the pressure can be raised quite high.
Now, if the piston, instead of being loaded by weights, be connected to the piston rod of a steam engine, or by means of a connecting rod to a crank (which is rotated by a belt or some other driving mechanism, and the valves be operated automatically, as the valves on a water pump), the simple apparatus is converted into a perfect air compressor, which really is nothing else than an air pump, and the air can be pumped into the receiver against a high pressure the same as water is forced into an elevated reservoir by a pump.
As air is a compressible gas, it acts a little different in the air cylinder from the almost incompressible water in a pump.
To lift the valves of an air compressor by the compressed air pressure in the cylinder (added to the pressure of their springs besides the receiver pressure), the air would have to be compressed considerably above the receiver pressure before it would lift the valve which allows it to flow from the cylinder into the receiver, and then the valve would not open freely as a pump valve, but would chatter, causing a disagreeable noise, and damaging the valve.
To avoid this, the valves of an air compressor are operated by mechanical means. Some devices operate the valve directly as soon as the pressure in the cylinder reaches that of the receiver, while others simply release it of the spring pressure, the valve itself being lifted by the air itself. Such devices generally give the valves a full free opening, without noise.

Fig. 366.
The blowing engine is almost identical with the air compressor. The chief difference between them being the ratio of steam cylinder to air cylinder. While the air compressor furnishes a comparatively small amount of air at very high pressures, the blowing engine delivers a very large volume at lower pressures.
Blowing engines are mainly used in large blast furnaces, smelting works and foundries, to furnish the air pressure for cupolas, air furnaces and smelting ovens.
In Fig. 366 is shown a blowing engine of very large size; the steam cylinder is 42 inches in diameter, the air cylinder 84 inches, and the stroke 60 inches.
The valve gear is of the Reynolds-Corliss type. The piston rod is attached to a cross-head extending through the guides, which are formed by the frame, with wrist pins upon each end, from which the two connecting rods are suspended with their lower ends connected to the cranks, as shown in Fig. 366. There are two air piston rods attached to the main piston and held to the cross-head by nuts at points near the guides.
The crank shaft carrying the flywheels, which also form the cranks attached to the ends of this shaft, is located below the steam cylinder. This construction is of the return connecting rod engine design, to economize space.
Both the air and steam valve gears are worked from eccentrics on an auxiliary shaft, driven from the main shaft by bevel gears underneath the steam cylinder.
The “Imperial” air compressor is presented herewith in Figs. 367 and 368.
The “Imperial” compressor is especially designed for use in machine shops, foundries and other industrial establishments where it is not convenient to use a steam driven compressor.
The machine has two vertical, single-acting cylinders, each employing long trunk pistons that act as guides for the lower ends of the connecting rods. By this design, the height of the machine is reduced, stuffing-boxes and crossheads are eliminated, and a minimum number of bearings required. The68 cranks are set opposite to each other, so that when the piston on one side is ascending, the other side is descending.

Fig. 367.
The machine is made with duplex cylinders for the low pressures used in sand blast work and the like, and with either duplex or compound cylinders for higher pressures. In the compound type, an intercooler is supplied, through which the air passes from the low pressure to the high pressure cylinder.
The air cylinders are water-jacketed and provided with hooded heads, so that air may be supplied to them from outside the compressor-room; the cylinders are cast in one piece with the frame.

Fig. 368.
The air-valves, both inlet and outlet, are of the poppet type, fitted with light springs, and work vertically. On account of their position at the bottom of the cylinder, they are well70 lubricated, and, acting vertically, they have little tendency to wear out of line with their seats.
The air intake passage is tapped to receive a supply pipe leading from out-of-doors, or from some place where cool and clean air is obtainable. The compressed air is discharged into a passage which is tapped for a pipe to convey it to the air-receiver.
All parts of the compressor are easily accessible for inspection, adjustment, or repair. The air-heads may be removed without disturbing any of the pipe connections. The valves may be taken out by unscrewing the bonnets.
Table
of parts of the Imperial Compressor.
| Number of Part |
Name of Part |
|---|---|
| 1 | Frame |
| 2 | Main-bearing cap |
| 3 | Main-bearing cap-bushing |
| 4 | Fly-wheel |
| 5 | Fly-wheel key |
| 6 | Fly-wheel key set-screw |
| 7 | Crank-shaft |
| 8 | Crank-disc |
| 9 | Crank-disc key |
| 10 | Crank-pin |
| 11 | Crank-pin cap |
| 12 | Crank-pin cap set-screw |
| 13 | Connecting-rod cap |
| 14 | Connecting-rod cap-bushing |
| 15 | Connecting-rod |
| 16 | Piston |
| 17 | Piston-pin |
| 18 | Piston-pin bushing |
| 19 | Piston-pin set-screw |
| 20 | Piston, inside ring |
| 21 | Piston, outside ring |
| 22 | Adjusting-bolt for piston-pin end of connecting-rod |
| 23 | Connecting-rod bolt |
| 24 | Guard-plate |
| 25 | Air-head |
| 26 | Air-head gasket |
| 27 | Air-head studs |
| 28 | Inlet valve and stem |
| 29 | Inlet valve-seat |
| 30 | Inlet valve-spring |
| 31 | Inlet valve-stem head |
| 32 | Inlet valve-stem cotter |
| 33 | Inlet valve-bonnet |
| 34 | Outlet valve |
| 35 | Outlet valve-spring |
| 36 | Outlet valve-bonnet |
| 37 | Water inlet pipe |
| 38 | Water outlet pipe |
| 39 | Air inlet pipe |
| 40 | Air outlet pipe |
| 41 | Unloader |
| 42 | Main-bearing grease-cup |
| 43 | Crank-pin grease-cup |
| 44 | Piston-pin grease-cup |
| 45 | Air-cylinder lubricator |
| 46 | Main-bearing studs |
| 47 | Main-bearing liners |
| 48 | Unloader regulating-cylinder |
The Norwalk standard compressor is shown in Figs. 361 and 362, the latter being a longitudinal section; Fig. 361 is a perspective view; the two compressors are driven by a single steam71 cylinder having an adjustable cut-off. The air valves are operated by a positive crank motion.
A view of a Pelton water wheel operating a compressor it shown in Fig. 363. The cut represents a compound air compressor in which the valves are operated mechanically. The water which drives the wheel enters through the pipe and nozzle secured in the wheel pit, as represented.
Fig. 364 exhibits a belted duplex air compressor built by Allis-Chalmers & Co.
Fig. 365 shows a vertical duplex compressor driven by a belt.

Fig. 369.
All the latter, as may be seen by the engravings, have the positive valve motion operated by an eccentric. In selecting an air compressor the following points need consideration: 1, Number of cubic feet of free air required per minute; 2, Altitude, i.e., the number of feet above the sea level; 3, Steam pressure and air pressure.
The use of compressed air for operating mining pumps, while having advantages in some cases, is not to be recommended in all, particularly on account of the low efficiency of the plant as a whole. The loss due to leaks is serious, and the long line of piping with its numerous joints causes much trouble, delay and expense.
In Fig. 369 is shown a direct acting steam single air compressor; simplicity in its construction is a leading feature and there are few parts in this pump that are liable to wear.

Figs. 370 and 371.
This apparatus is designed for working pressures up to twenty pounds; it is intended for use in oil refineries, smelting works, blast furnaces and in all situations where compressed air of medium pressure is required. They are variously used for sand blasts, ventilating purposes, and for pneumatic deliveries.
The steam end and valve motion are the regular Deane pattern, assuring positive operation. The air cylinder is provided with a water jacket.

Fig. 372.
A power wall or post air compressor is shown in Figs. 370-372. The machine is single acting and is recommended where little space is available, as it can be bolted to the wall or to a post, or on the under side of the ceiling. The crank shaft and connecting rod are of cast steel. The bearings are babbitted and adjustable. The piston is of the trunk form, carrying a pin for the connecting rod, and is of extra length to73 act as a guide for the lower end of the connecting rod. The valves are of the poppet type. These compressors are extensively used in electric power stations for supplying air for removing dust from electric machinery, in bicycle shops for inflating pneumatic tires, maintaining a supply of air in pressure tanks, and for various purposes where a limited supply of air is needed.
These compressors are of the “Blake” design and the following particulars will be of interest.
Table.
Diameter of Cylinder. |
21⁄4 | 3 | 4 | 5 | 6 | 7 |
Stroke. |
6 | 6 | 6 | 6 | 6 | 6 |
Revolutions Per Minute. |
150 | 150 | 140 | 140 | 130 | 130 |
Piston Speed in Feet Per Minute. |
150 | 150 | 140 | 140 | 130 | 130 |
Cubic Feet of Free Air Per Minute. |
2 | 3 | 6 | 9 | 12 | 17 |
Working Pressure. |
150 | 150 | 100 | 100 | 100 | 100 |
Horse Power Required. |
5⁄8 | 3⁄4 | 11⁄2 | 2 | 21⁄2 | 4 |
| Pipes. | ||||||
Suction. |
3⁄4 | 1 | 11⁄2 | 2 | 2 | 21⁄2 |
Discharge. |
3⁄4 | 1 | 11⁄2 | 11⁄2 | 11⁄2 | 11⁄2 |
| Dimensions. | ||||||
Length. |
22″ | 22″ | 24″ | 30″ | 36″ | 36″ |
Width. |
13″ | 14″ | 15″ | 16″ | 18″ | 191⁄2″ |
Height. |
32″ | 331⁄2″ | 38″ | 401⁄2″ | 43″ | 44″ |
Diameter of Cylinder. |
21⁄4 | 3 | 4 | 5 | 6 | 7 |
Stroke. |
6 | 6 | 6 | 6 | 6 | 6 |
Revolutions Per Minute. |
150 | 150 | 140 | 140 | 130 | 130 |
Piston Speed in Feet Per Minute. |
150 | 150 | 140 | 140 | 130 | 130 |
Cubic Feet of Free Air Per Minute. |
2 | 3 | 6 | 9 | 12 | 17 |
Working Pressure. |
100 | 100 | 90 | 85 | 60 | 60 |
Horse Power Required. |
1⁄2 | 5⁄8 | 11⁄4 | 13⁄4 | 2 | 21⁄2 |
| Pipes. | ||||||
Suction. |
3⁄4 | 1 | 11⁄2 | 2 | 2 | 21⁄2 |
Discharge. |
3⁄4 | 1 | 11⁄2 | 11⁄2 | 11⁄2 | 11⁄2 |
| Dimensions. | ||||||
Length. |
16″ | 16″ | 16″ | 24″ | 24″ | 30″ |
Width. |
13″ | 14″ | 14″ | 14″ | 14″ | 18″ |
Height. |
28″ | 291⁄2″ | 331⁄2″ | 371⁄2″ | 371⁄2″ | 42″ |
With increase in altitude the barometric or atmospheric pressure falls from 14.7 pounds per square inch at sea level to about 10 pounds at 10,000 feet above sea level. Since the density of the air decreases with its pressure it is obvious that at such an altitude the total weight of air handled by a given displacement is considerably less than at sea level; and that to fill any volume—a rock drill cylinder, for instance—with air compressed to 90 pounds, a greater free-air displacement will be necessary than would be required at sea level. The relative74 capacities of a given displacement to do work—as through rock drills or pumps—at varying altitudes are figured in the following table:
Capacities at Varying Heights above Sea Level.
| Feet above Sea Level |
Barometer Inches |
Relative Capacities |
|---|---|---|
| 0 | 30.00 | 1.000 |
| 500 | 29.42 | .983 |
| 1000 | 28.87 | .967 |
| 1500 | 28.33 | .954 |
| 2000 | 27.79 | .938 |
| 2500 | 27.27 | .924 |
| 3000 | 26.76 | .909 |
| 3500 | 26.25 | .894 |
| 4000 | 25.75 | .879 |
| 4500 | 25.26 | .867 |
| 5000 | 24.78 | .856 |
| 6000 | 23.85 | .827 |
| 7000 | 22.95 | .800 |
| 8000 | 22.10 | .772 |
| 9000 | 21.22 | .750 |
| 10000 | 20.43 | .725 |
| 12000 | 18.92 | .677 |
The fact that the heating effect of compressing air from an initial pressure of 10 pounds absolute to 90 pounds gauge pressure is theoretically equivalent to that of compression to 132 pounds at sea level, makes a two-stage arrangement more imperative in high level work than under ordinary conditions.
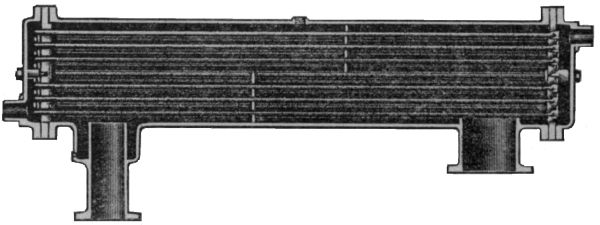
Fig. 373.
The two-stage or multi-stage system of air compression is used generally for high pressure work. The system is most usefully employed between 40 and 120 pounds gauge pressure. For the moderate working pressure of 90 to 100 lbs., the two-stage compression has demonstrated its efficiency chiefly for the reason, that the heat generated in the last half of the stroke75 of a single compressor is by the two-stage process greatly reduced.
Further compounding, for pressures above 100 pounds, becomes quite necessary to secure the advantages named hereafter; the two-stage has proved advantageous up to 500 lbs., three-stage up to 1,000 lbs., and four-stage compression up to 3,000 lbs.
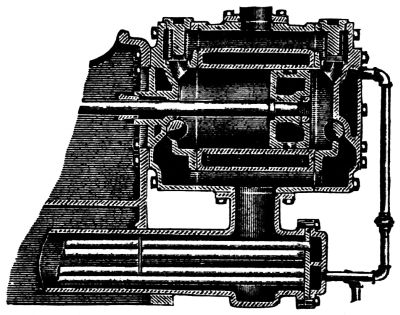
Fig. 374.
As the pressures increase, however, the machines become more and more complicated, owing not only to the greater power required, but also to the heating of the air during compression. The use of water-jackets for cooling the air in the compression cylinders is general, but this does not effect thorough cooling, as only a small portion of the air in the cylinder comes in contact with the jacketed parts. This difficulty has led to the use of compound machines, in which case inter-coolers are generally used between the different stages of compression, which cause the air to shrink in volume between the stages.
Briefly summed up, the chief advantages of multi-stage over single-stage compression are:
1. Lower average temperature, resulting in lower average pressure, and permitting the compression of the same volume of air with less expenditure of energy.
2. Increased safety and ease of lubrication. When high final temperatures prevail, part of the lubricating oil vaporizes, and wear on the piston and cylinder becomes rapid. Under exceptional circumstances the combination of air and oil vapor may reach the proportions of an explosive mixture, and if the compression temperature passes its flash point damage may result. Such accidents are, however, very rare even in single-stage work; in multi-stage compression, with proper intercooling, they are impossible.
3. Greater effective capacity in free air. The final pressure in the low pressure cylinder is much lower than in a single-stage machine, and the air confined in the clearance spaces when expanded down to atmospheric pressure occupies comparatively little space. Consequently the inflow of air through the suction valves begins at an earlier point in the stroke.
4. The air delivered by a two-stage or multi-stage compressor is dryer than that furnished by a single cylinder. Under constant pressure the power of air to hold watery vapor decreases with its temperature, and during its passage through the inter-cooler much of the original moisture in the air is precipitated. Consequently less trouble is experienced from condensation in the discharge pipe.
A properly designed inter-cooler should reduce the air in the cylinders to the temperature of the outside air. The economy of compressing in several stages—or, in other words, compound compressors—is shown from the fact that in compressing air up to 100 lbs. the heat loss reaches about 30 per cent. By compressing in two stages, this loss is cut down to less than half; and in four stages, it is reduced to four or five per cent. It is evident, therefore, that the higher the pressure required the more essential is the use of compound machines.
The inter-cooler is the vital feature of the two-stage or multi-stage machine. In this construction the air is partially compressed in one cylinder; it is then passed through an inter-cooler where it is cooled and finally is compressed to the desired degree in the second or other additional cylinders.
An inter-cooler is shown in Fig. 373. The cooling surface consists of a nest of small brass water tubes. These tubes break up the stream of air entering the cooler, while their thin walls insure rapid conduction. The receiver volume formed by the connecting pipes and inter-cooler body results in a nearly uniform discharge pressure in the low-pressure cylinder. The air being outside of the tubes encounters practically no frictional resistance, and its slow passage allows time for cooling. A pocket, with gauge glass attached, is so placed as to catch any precipitated moisture which might otherwise enter the high-pressure cylinder.
An after-cooler is shown in Fig. 374. This serves to reduce the temperature of the air after the final compression.
The heat of compression, as may be judged from the foregoing, relating to inter and after-coolers is a feature of interest. The temperature to which it finally attains depends, 1, upon the initial temperature; 2, upon the degree of compression, or in other words, the amount of work expended upon the compression.
The extent of this heating is shown in the following table, for dry air when compression is performed with no cooling.
Temperature of air before compression, |
60° | 90° |
Temperature of air compressed to 15 lbs. |
177° | 212° |
„„„„ 30 lbs. |
255° | 294° |
„„„„ 45 lbs. |
317° | 362° |
„„„„ 60 lbs. |
369° | 417° |
„„„„ 75 lbs. |
416° | 465° |
„„„„ 90 lbs. |
455° | 507° |
„„„„ 105 lbs. |
490° | 545° |
„„„„ 120 lbs. |
524° | 580° |
The Norwalk compound compressor is shown in outline by the cut 375. The large air cylinder on the left determines the capacity of the compressor; for illustration assume its piston at 100 square inches area; the small air cylinder can have an area of thirty-three and one-third square inches.
The small piston only encounters the heaviest pressure; at 100 pounds pressure the resistance to its advance is 3,333 pounds. The resistance against the large piston is its area multiplied by the pressure which is caused by forcing the air from the large cylinder into the smaller cylinder. In this case78 it is thirty pounds per square inch. But as this thirty pounds pressure acts on the back of the small piston, and hence assists the machine, the net resistance to forcing the air from the large into the small cylinder is equal to the difference of the area of the two pistons multiplied by the thirty pounds pressure. This is sixty-six and two-thirds by thirty, and equals 2,000 pounds.
Hence 2,000 pounds, the resistance to forcing the air from the larger into the smaller cylinder, plus 3,333 pounds, the resistance in the smaller cylinder to compressing it to 100 pounds, is the sum of all the resistances in the compound cylinders at the time of greatest effort. This is 5,333 pounds. By thus reducing the work to be done at the end of the stroke, more work is done in the first part, and the resistance is made nearly uniform for the whole stroke.

Fig. 375.
Note.—Arrows on the water pipes show the direction of the water circulation. When the pistons move as indicated by the arrow on the piston rod, steam and air circulate in the direction shown by arrows in the cylinders.
A—Inlet Conduit for Cold Air.
B—Removable Hoods of Wood.
C—Inlet Valve.
D—Intake Cylinder.
E—Discharge Valve.
F—Inter-cooler.
G—Compressing Cylinder.
H—Discharge Air Pipe.
J—Steam Cylinder.
K—Steam Pipe.
L—Exhaust Steam Pipe.
N—Swivel Connection for Crosshead.
O—Air Relief Valve, to effect easy starting after stopping with all pressure on pipes.
1—Cold Water pipe to Cooling Jacket.
2 and 3—Water Pipes.
4—Water Overflow or discharge.
5—Stone on end of Foundation.
6—Foundation.
7—Space to get at Underside of Cylinder.
8—Floor Line.
The Air Lift is one of the simplest methods of raising water from underground sources. The main principle of its operation may be stated thus: air under pressure is conveyed into the lower end of the water pipe through a suitable foot piece.

Fig. 376.

Fig. 377.
City and town water works, asylums and hospitals, plantations, railway water tanks, irrigation, private country houses, pumping mines, ice manufactories, breweries, cold storage and packing houses, textile mills, dye works, bleacheries, sewerage installations, dry docks, seaside water works, stock farms; in fact, everywhere that clear and abundant water is needed are opportunities for the application of the Air Lift System of pumping water.
Nor is it alone for securing public water supplies that the Air Lift is of special value. Within recent years the question of an abundant[80] and pure water supply for manufacturing, irrigation and other uses has become one of equal importance. After an extensive experience, two general systems have been devised for utilizing the water which lies immediately below the surface of the ground. One, known as the Deep-well Pump System, for which a working pump is used, and the other the Air Lift System, which employs compressed air to raise the water, either by means of its inherent expansive force or the difference in specific gravity between compressed air and water.
Note.—Dr. Julius J. Pohle is admitted to be the original inventor of this admirable and useful device. At first all systems by which water or liquids were lifted by compressed air were more or less extravagant, but with large experience and with improvements in air compressor economy, the Air Lift has made valuable strides. Dr. Pohle was actively associated with the Ingersoll Sargeant Co. until his death, 1896, since which time his system has been further improved and developed by a wider application and broader experience.
Theory of the Air Lift. Opinions differ as to the true theory of the Air Lift. A common Air Lift case is one where there is a driven well in which the water has risen approximately near the surface. In this well is placed a large pipe for the discharge of the water, which is known as an “eduction pipe.”

Fig. 378.
This pipe does not touch the bottom of the well, but is elevated above it so as to freely admit the water through its lower open end. Alongside of this pipe, either on the outside or within, is a small pipe properly proportioned and intended to convey compressed air to a point near the bottom of the eduction pipe. It is usual81 to provide a “foot-piece,” see Fig. 378, which forms a nozzle connecting the air pipe with the water pipe, but in what is known as the “central pipe system” this foot-piece is not used, the air pipe being placed within the eduction-pipe to a point near the bottom, where it discharges the compressed air into the water column.
Many neighborhoods are dependent upon well water, and there are few districts where an ample supply is not to be secured from wells properly made; this water is generally pure and wholesome. It is also of uniform temperature the year round—cool and pleasant in the summer, because the underground pipe and earth temperature remain uniformly low. In winter, well water being warmer than that taken from ponds and rivers, is not so apt to freeze, and, from all considerations of temperature and purity, well water is greatly to be preferred. Many cities located on rivers having a gravel bed formation find that, by placing wells of suitable construction far enough back from the bank, there is a natural filter bed, leaving the water clear, even when the river itself is muddy. When river or other surface water is good the wells may be sunk close to the edge, the water flowing down from the top of the wells.
There are not many underground formations where wells should be located close together. Such wells may affect or rob each other, and it is usually best to spread them out on a line across what is known to be the underground flow. Some finely creviced or tight rock formations have a strong head with but little capacity, and wells in such formations, if pumped hard, yield but little additional water. They should be scattered and pumped moderately, maintaining a low and economical lift. In other cases, one well in a group will give as much water as all together, and more territory must be drawn on.

Figs. 379-382.
The Pohle system of elevating liquids is shown in Fig. 377. The process “consists in submerging a portion of an open-ended eduction-pipe in a body of the liquid to be raised and continuously introducing into the liquid within the lower part of the pipe a series of bubbles of compressed gaseous fluid containing enough of the fluid to expand immediately across the83 pipe and fill the same from side to side, forming pipe-fitting piston-like layers at or just above the point of their entrance into the pipe, whereby the column of liquid rising in the pipe after the forcing out of the liquid first standing in the latter is subdivided by the gaseous fluid into small portions before it reaches the level of the liquid outside of the pipe, and a continuously upward-flowing series of well-defined alternate layers of gaseous fluid and short layers of liquid is formed and forced up the pipe.”
The figures represent the apparatus in a state of action pumping water, the shaded sections within the eduction-pipe, W, representing water-layers and the intervening blank spaces air-layers.
At and before the beginning of pumping, the level of the water is the same outside and inside of the discharge-pipe, W,—incidentally, also, in the air pipe. Hence the vertical pressures per square inch are equal at the submerged end of the discharge pipe. When, therefore, compressed air is admitted into the air pipe, a, it must first expel the incidental standing water before air can enter the eduction-pipe, W. When this has been accomplished, the air-pressure is maintained until the water within the eduction-pipe has been forced out, which it will be in one unbroken column, free from air-bubbles.
When this has occurred the pressure of the air is lowered or its bulk diminished and adjusted to a pressure just sufficient to overcome the external water-pressure. It is thus adjusted for the performance of regular and uniform work, which will ensue with the inflowing air and water, which adjust themselves automatically in alternate layers or sections of definite lengths and weights. It will be seen in the figures that the lengths of the water-columns (shaded) and air (blank spaces) 1 and 1 are entered at the right of the discharge-pipe, W; also, that under the pressure of two layers of water 1 and 2, the length of the air column 2 is 6.71 feet long, and so on. The lengths of aggregate water columns and the air columns which they respectively compress are also entered on the right of the water-pipe.
On the left of the water-pipe are entered the pressures per square inch of these water columns or layers. Thus the pressure per square inch of column 1 is seen to be 1.74 pounds; that of 2, consisting of two columns or layers 1 and 2 each 4.02 feet long, to be 3.49 pounds, and that of 10, consisting of nine columns or layers of water 1 to 9, inclusive, each 4.02 feet long, and one of 3.80 feet in length (viz., layer 10) to be 17.35 pounds, and the aggregate length of the layers of water is 39.98 feet in a total length of ninety-one feet of pipe.
It will be noted that the length of pipe below the surface of the water in the well is 55.5 feet, and that the difference between this and the aggregate length of the water layers (39.98) is 15.52 feet—that is, on equal areas the pressure outside of the pipe is greater than the pressure on the inside by the weight due this difference of level, which is 47.65 pounds for the end of the discharge pipe.
It is this difference of 15.52 feet, acting as a head that supplies the water pipe, which puts the contents of the pipe in motion, and overcomes the resistance in the pipe. In general the water layers are equal each to each, and the pressure upon any layer of air is due to the number of water layers above it.
Thus the pressure upon the bottom layer of air 10 in the figure is due to all the layers of water in the pipe (17.35 pounds), and the pressure upon the uppermost layer of air 1 is due to the single layer of water, 1, at the moment of its discharges beginning—viz., 1.74 pounds per square inch. As this discharge progresses this is lessened, until at the completion of the discharge of the water layer the air layer is of the same tension as the normal atmosphere.
The air pipe is connected with an air receiver on the surface, which is at or near the engine room, in which there is an air compressor. This air pipe is provided with a valve on the surface. Before turning on the air the conditions in the well show water at the same level on the outside and inside of the eduction-pipe. At the first operation there must be sufficient air pressure to discharge the column of water which stands in the eduction-pipe.
This goes out en masse, after which the pump assumes a normal condition, the air pressure being lowered and standing at such a point as corresponds with the normal conditions in the well. This is determined by the volume of water which the well will yield in a certain time and the elevation to which the water is discharged.
Note.—This extended description of the principles upon which an air lift operates—with its illustrations—is drawn almost word for word from the original patent claims of Dr. Pohle. The occupation of the space in the work is justified by the increasing importance of this system of water supply and its practical applications in the industrial world.
Year by year the world’s visible supply of coal—so long stored and hidden away in the earth’s crust awaiting the advent of man—is diminishing, next will dawn the age of air and water with electric transmission.
After the standing water column has been thrown off by the pressure the air rises through the water reduces its weight, with the result that the water is expelled as fast as the well supplies it, the water outside the pipe, acting as a head, flows into the discharge pipe by the force of gravity.
The machinery necessary for a system of pumping comprises, 1, an air compressor; 2, a receiver to store and equalize the pressure; 3, the head piece and foot piece for the well; and, 4, the necessary piping for the air supply and water discharge.

Fig. 383.
With an available supply of air under pressure the pump proper consists of simply a water discharge and air pipe, the latter arranged and properly controlled to inject air into the former at the point of proper submersion. It is readily seen that the apparatus86 is so simple that as a pump it cannot get out of order; in cases, where mud, sand or gritty material is encountered, it will handle such matter with the water and without injury to the system, as nothing comes in contact with the moving parts.

Figs. 384, 385.
Absence of all obstructing mechanism in the wells allows each to be operated to its full capacity. Production, therefore, does not depend upon the pump, but rather upon the capacity of the well to yield water; the natural yield of wells is often increased by this process of using compressed air admitted87 close to the bottom of the discharge pipe, the water is set in motion at a considerable depth, and by this action the well is “cleaned.”
Purification is effected by aeration during the process of pumping, the absorption of air by the water preventing the formation of unsanitary growths.
Three styles of well heads are shown in Figs. 383, 384 and 385.
The deflector head, Fig. 383, is attached to the well casing or discharge pipe by standards. This form of head piece is generally used where the water is to be raised to the surface, or just below the surface into a tank, where the air is allowed to separate itself, and the water flows to some central collecting reservoir, where it is used or forced by means of an ordinary pump to a higher elevation. The head piece offers no obstruction to the discharged water.
The offset discharge, Fig. 384, is adapted to situations where the water is to be pumped by air direct from the well to some elevation above the well.
The elbow discharge, Fig. 385, shows the common form of well head known as the elbow head, adapted to be used either as a cap for the well casing itself, or used in connection with a suitable discharge pipe.
The foot piece, or nozzle, which regulates the admission of air to the discharge pipe at the point where the air comes in contact with the water, thereby makes it possible to carry air at full pressure to the end of the air pipe, and utilizes the energy due to the velocity of the discharged air.
After a well is once regulated or balanced there is but little occasion to move the adjusting wheel or valve, the starting and stopping of the flow of any particular well being accomplished by means of an ordinary valve or plug cock on the air pipe at or adjacent to the well.
One Central Station of suitable capacity will operate several wells no matter how far apart. The necessity of maintaining a number of separate pumping plants is thus done away with, and in taking a supply of water from an underground source the wells can be located without reference to the power plant, and at such distances apart as will best maintain the highest average pumping level.
Although the principle of the action governing all pumps of this description is so simple, there are a number of factors having a direct influence upon the performance of the pump, which have been expressed in the following terms by a well-known expert:
(a) Depth of submersion of point of air discharge below still water surface.
(b) Velocity of water at point of air discharge.
(a) and (b) determine the necessary air pressure. If (a) is constant, the pressure decreases when (b) increases.
(c) Area of main, or water discharge pipe.
(d) Net lift to point of water discharge, including velocity head at that point.
(e) Volume of air (at atmospheric pressure) discharged per unit of time.
(f) Ratio of expansion of air as it rises through the main pipe; (f) may be considerably modified by the temperature of the water.
(g) Total volume of air in main pipe at any instant. This determines the specific gravity of the discharging column.
(h) The volume of each individual bubble within the main.
Letters are for reference only and do not indicate the order of importance nor of effect.
It was at first supposed that in all Air Lift cases the water was discharged because of the aeration of the water in the eduction-pipe, due to the intimate co-mingling of air and water. Bubbles of air rising in a water column not only have a tendency to carry particles of water with the air, but the column is made lighter, and, with a submergence or weight of water on the outside of the eduction-pipe, there would naturally be a constant discharge of air and water. This is known as the Frizell System, and where the lifts are moderate—that is, where the water in the well reaches a point near the surface—it is very likely that the discharge is due to simple aeration.
Most air lift propositions are deep-well cases—that is, the water is lifted a distance greater than 25 feet; and just in proportion as the lift is increased do we get away from the aerated form idea, and so when the air pressure is greater than the head of water, a certain volume of compressed air is received into the eduction-pipe, the water in this pipe is at that time moving rapidly upward; that is, its momentum has been established. Hence the air takes up this velocity and goes upward with the water from the energy received from the elasticity of the air due to its compressor.
A practical example of the successful working of an air compressor for raising water from a driven well 319 feet is described and illustrated by the Practical Engineer as shown in the sketch, Fig. 386.

Fig. 386.
The air compressor forces the air down the inside pipe, which is 11⁄4″ in diameter. The outside pipe, which is 3″ in diameter, has its lower end submerged in the well. The compressed air forces a rising column of air mingled with water in the outer pipe to the supply tanks, which are situated at the top of the building.
Direct Air Pressure Pumps. This term is applied to that class of pumps in which the liquid is taken into an air tight vessel and then driven out through pipes to a higher level by the application of compressed air directly on the surface of the liquid in the tank, thus dispensing with cylinders, pistons, valves, glands, etc., of the more common class of pumps.

Fig. 387.
Fig. 387 shows the parts of the pump; its operation is as follows: Suppose the compressor to be in operation and the switch set as in the figure; the air will be drawn out of the right tank and forced into the left tank, and in so doing will draw water into the former and force it out of the latter. The charge of air in the system is so adjusted that when one tank is emptied the other is filled, and at that moment the switch will be automatically thrown, reversing the pipe connections and thereby reversing the action in the tanks.
The switch is a simple mechanism placed on the air pipes near the compressor. It can be automatically operated in one of three ways:
First, by means of the suction which occurs in the intake pipe to the compressor, when water is drawn above its outside level in one of the tanks. The details of the mechanism to utilize this suction are very simple.
Second, by a mechanism, that will throw the switch at some assigned number of strokes of the compressor, the proper number being that which will empty one tank and fill the other. This can be closely computed beforehand and can be determined exactly by test when commencing operation and the switch adjusted accordingly.
Third, by an electrically controlled mechanism, the circuit being made and broken by a pressure gauge on the intake of the compressor.
The Pneumatic Engineering Co. are the makers of this apparatus, named the Harris System of raising water by direct pressure.

Fig. 388.
The steam fire engine is practically a portable pumping engine. It is in all respects a complete water works on a small scale, hence, a modern apparatus must, within itself, and each part working harmoniously with every other part, contain several complex mechanisms. This will readily appear by a study of the several succeeding illustrations; the first, which in the figure below exhibits a “view” of a complete machine.

Fig. 389.
(See page 109.)
Modern steam fire engines are classified as to “size,” as “double extra first,” etc.; their capacities and weights are given approximately in the following
Table.
| Size of Engines. | Capacity. | Weight. |
|---|---|---|
| Double Extra First | 1,300 gallons per min. | 10,800 pounds. |
| Extra First | 1,100 gallons per min. | 9,800 pounds. |
| First | 900 gallons per min. | 8,800 pounds. |
| Second | 700 gallons per min. | 7,800 pounds. |
| Third | 600 gallons per min. | 6,800 pounds. |
| Fourth | 500 gallons per min. | 5,800 pounds. |
| Fifth | 400 gallons per min. | 4,800 pounds. |
The foregoing list of the sizes, capacities, etc., of the fire apparatus now in general use, affords a very good comparison between it and that which has, little by little, progressed for two thousand years to its present high plane. The application of electric power to the operation of the pumps and the propulsion of the apparatus is yet in too elementary a stage for present discussion in a work of this scope for—
It is essential that the machinery relied upon for fire protection should at all times be ready for instantaneous and effective service; this, because both life and vast property interests are at stake, hence of all machines made, the modern steam fire engine is produced with a niceness of finish and accuracy of fit equaled by no other, when size is considered; it approaches towards the perfection seen in the mechanism of a fine watch.

Figs. 390, 391.
This degree of excellence has been arrived at by successive steps. The illustration on page 92, Fig. 388 exhibits the fire-fighting tools of the early Romans and similar apparatus was used in England as late as the fifteenth century. The implements shown are a syringe, a sledge hammer, two fire hooks and three leathern buckets conveniently arranged against a wall. The owners of houses or chimneys that took fire were fined; and men were appointed to watch for fires and give the alarm. In 1472 a night bellman was employed in Exeter to alarm the inhabitants in case of fire, and in 1558, leathern buckets, ladders and crooks, were ordered to be provided for the same city; no application of the pump seems to have been then thought of.
Syringes continued to be used in London till the latter part of the 17th century, when they were superseded by more improved machines. They were usually made of brass and held from two to four quarts. The smaller ones were about two feet and a half long, and an inch and a half in diameter; the95 bore of the nozzles being half an inch. Three men were required to work each, which they achieved in this manner: one man on each side, grasped the cylinder with one hand and the nozzle with the other; while the third man worked the piston! Those who held the instrument plunged the nozzle into a vessel of water, the operator then drew back the piston and thus charged the cylinder, and when it was raised by the bearers into the required position, he pushed in the piston and forced, or rather endeavored to force, the contents upon the fire.A

Fig. 392.
Figs. 390 and 391 show an early form of syringe. A description of it translated from the original Greek, written by Hero of the ancient city of Alexandria, reads thus—“A hollow tube of some length is made, A, B; into this another tube, C, D,96 is nicely fitted, to the extremity of which is fastened a small plate or piston; at, D, is a handle, E, F. Cover the orifice, A, of the tube, A, B, with a plate in which an extremely fine tube, G, H, is fixed, its bore communicating with A, B, through the plate—as a vacuum is thus produced in A, B, something else must enter to fill it, and as there is no other passage but through the mouth of the small tube we shall of necessity draw up through this any fluid that may be near.”
A Note.—We are told that some of these syringes are preserved in one or two of the parish churches. It can excite no surprise that London should have been almost wholly destroyed in the great fire of 1666, when such were the machines upon which the inhabitants chiefly depended for protecting their property and dwellings. If the diminutive size of these instruments be considered, the number of hands required to work each, beside others to carry water and vessels for them, the difficulty and often impossibility of approaching sufficiently near so as to reach the flames with the jet, the loss of part of the stream at the beginning and end of each stroke of the piston, and the trifling effect produced—the whole act of using them, appears rather as a farce. These primitive devices were known as “hand squirts.”
Fig. 392 is a copy of an old engraving (A. D. 1568) which shows an “engine” of this type sufficiently enlarged to contain a barrel or more of water and as a matter of necessity, placed on a carriage.

Fig. 393.
To eject the water uniformly, the inventor moved the piston by a screw; and when the cylinder was emptied, it was refilled through the funnel by an attendant, as the piston was drawn back by reversing the motion of the crank. When recharged, the stop cock in the pipe of the funnel was closed and the liquid forced out as before. As flexible pipes of leather, the “ball and socket” and “goose-neck” joints had not been introduced, some mode of changing the direction of the jet of this enormous syringe was necessary. To effect this, it is represented as suspended on pivots, fastened in two upright posts: to these are secured (see figure) two semi-circular straps of iron, whose centers coincide with the axis, or pivots, on which the syringe is balanced. A number of holes are made in each, and are so arranged as to be opposite each other. A bolt is passed through two of these, and also through a similar hole, in a piece of metal, that is firmly secured to the upper part of the open end of the cylinder; and thus holds the latter in any required position. The iron97 frame to which the box or female part of the screw is attached, is made fast to the cylinder; and it is through a projecting piece on the end of this frame that the bolt is passed. By these means, any elevation could be given to the nozzle, and the syringe could be secured by passing the bolt through the piece just mentioned, and through the corresponding holes in the straps. When a lateral change in the jet was required, the whole machine was moved by a man at the end of the pole, as in the figure. Jointed feet were attached to the frame which were let down when the engine was at work.
Fig. 393 shows an engine for extinguishing fires, which has come down to us from the times of Hero, who thus describes it:
Note.—The siphons used in conflagrations are made as follows. Take two vessels of bronze, A B C D, E F G H (Fig. 393), having the inner surface bored in a lathe to fit a piston (like the barrels of water-organs), K L, M N, being the pistons fitted to the boxes. Let the cylinders communicate with each other by means of the tube, X O D F, and be provided with valves, P, R, such as have been explained above, within the tube, X O D F, and opening outwards from the cylinders. In the bases of the cylinders pierce circular apertures, S, T, covered with polished hemispherical cups, V Q, W Y, through which insert spindles soldered to, or in some way connected with, the bases of the cylinders, and provided with shoulders at the extremities that the cups may not be forced off the spindles. To the center of the pistons fasten the vertical rods, S E, S E, and attach to these the beam A´ A´, working, at its center, about the stationary pin, D, and about the pins, B, C, at the rods, S E, S E. Let the vertical tube, S´ E´, communicate with the tube, X O D F, branching into two arms at, S´, and provided with small pipes through which to force up water, such as were explained above in the description of the machine for producing a water-jet by means of the compressed air.
Now, if the cylinders, provided with these additions be plunged into a vessel containing water, I J U Z, and the beam, A´ A´, be made to work at its extremities, A´, A´, which move alternately about the pin, D, the pistons, as they descend, will drive out the water through the tube, E´ S, and the revolving mouth, M´. For when the piston, M N, ascends it opens the aperture, T, as the cup, W Y, rises, and shuts the valve, R; but when it descends it shuts, T, and opens, R, through which the water is driven and forced upwards. The action of the other piston, K L, is the same. Now the small pipe, M´, which waves backward and forward, ejects the water to the required height but not in the required direction, unless the whole machine be turned round; which on urgent occasions is a tedious and difficult process. In order therefore, that the water may be ejected to the spot required, let the tube, E´ S´, consist of two tubes, fitting closely together lengthwise, of which one must be attached to the tube, X O D F, and the other to the part from which the arms branch off at, S´; and thus, if the upper tube be turned round, by the inclination of the mouthpiece, M´, the stream of water can be forced to any spot we please. The upper joint of the double tube must be secured to the lower to prevent its being forced from the machine by the violence of the water. This may be effected by holdfasts in the shape of the letter L, soldered to the upper tube, and sliding on a ring which encircles the lower.
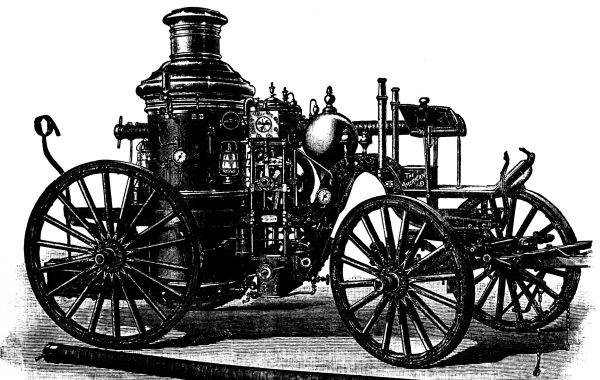
Fig. 394.
(See page 109.)
Heron or Hero was an Alexandrian mathematician of the 3d Century B. C. He was the inventor of “Hero’s Fountain” in which a jet of water was maintained by condensed air and of a machine acting upon the principle of Barker’s Mill, in which the motion was produced by steam. Fragments of his works on mechanics have been preserved for more than 2000 years.
Lack of space forbids following, as could be done, the growth of the modern steam fire engine from these primitive beginnings to its present high point of excellence and widely extended use. Wherever civilized men are gathered into towns and cities there can be found this admirable mechanism affording protection to both life and property.
The Working Parts,
The Boiler, and
Its facilities for Transportation are the three essential parts of
the one mechanism which combined, form the steam fire engine. In
brief reference to the last qualification, it may be said that these
engines are drawn by hand, by one or more horses, or other animals and
are self-propelled by both steam and electric power; again the hose
carriage can be drawn by hand, by horses or can be attached to the
engine.
The main working parts of the machine can be easily divided into two parts, the engine and the pump.
The boiler in all its details has been designed to meet the requirements peculiar to the fire service and needs a full explanation with illustrations.
The auxiliary appliances found necessary for the operation of the modern steam fire engine are large in number; this is owing to the fact that the machine combines within itself so complete a system for extinguishing fires. The supplies needed for its maintenance and use are also in proportion, as to quantity and variety, to its complex make up.
The boiler, which is generally of the upright semi-water tube type, is combined with the engine by means of a strong iron frame, which carries all the appliances as well as the driver’s seat, and also forms the body of the truck.

Vertical Section.
Fig. 395.
The pumps may be of the reciprocating or rotary type, and are generally placed in front of the boiler. If of the reciprocating type, two pumps are placed alongside each other, and are operated either by a double slide valve or piston valve engine.
The piston rods connect directly with the plunger rods and are also connected to a crank shaft by means of either connecting rods or yokes, the cranks being set at right angles, so that one pump is always acting, while the other passes the dead center, thus giving a practically steady stream.
The engine exhausts into the stack, which gives the necessary draft. Some engines101 are equipped with a boiler feed pump, others only depend upon an injector, or feed directly from the main pump. The coal box, which also forms a platform for the engineer to stand upon while under way, is placed back of the boiler.
All engines are equipped with two suctions and two discharge openings, so that either side may be connected up. The tool box and driver’s seat are in front of the engine. The frame rests upon springs, to make the machine easy running.
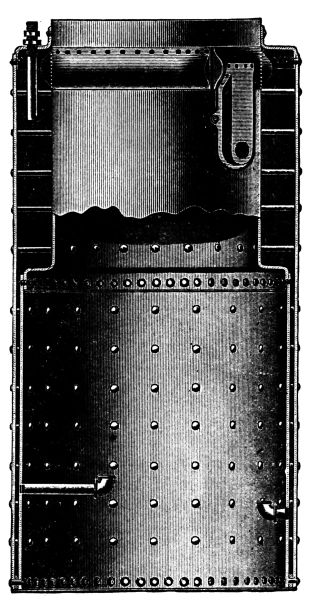
Fig. 396.
The Fox Boiler with which the Metropolitan and other engines are equipped deserves an extended notice. It is shown in vertical section in Fig. 395, the arrows indicating the steam and water circulation. Its design, while simple, embodies some original ideas as to the arrangement of the tube surface method of circulation, etc.; it is a steam generator of the water tube type designed to meet102 the requirements peculiar to the fire service. The steam take-off and sectional view of shell with the tube system removed is shown in Fig. 397.
Note.—Working pressure can be generated in this boiler in six minutes from cold water, and the provisions for expansion are so near perfect that no bad effect is noticeable from such severe treatment. The manifold tube sections are tested to 600 pounds pressure, and are put together with great care; the manifolds are counter-bored to admit the full diameter of the tube, leaving none of the threaded portion exposed.

Plan showing Steam Take-Off.—Fig. 397.

Top View of Empty Shell, showing manifold Beam.—Fig. 398.
The boiler consists primarily of a simple annular shell heavily stay-bolted throughout, and constitutes a water-legged fire-box and steam reservoir; the principal heating surface of the boiler consists of straight water tubes, manifolded in sectional form and housed within the shell, the general scheme providing arrangements to make all connections readily accessible, and permitting the withdrawal from the boiler of any one or all of the several tube sections; the shell, being practically a permanent feature, need seldom be disturbed by reason of subsequent repairs or renewals of the tube systems.
It may be noted that the lower part, or water leg, of the shell is contracted for the purpose of facilitating the rapid generation of steam, and also providing the maximum grate area; at a point somewhat below the water line of the boiler, the inner shell is flanged inward, thereby enlarging the annular space between the inner and outer sheets for the purpose of providing a more copious reservoir.
The water line being carried in this larger part of the shell, tends to prevent the rapid fluctuation of the water level, and the increased area of its surface at this point is favorable to the disengagement of the steam.

Sectional Unit
for Outer-Tube
System.
Fig. 399.

Sectional Unit for
Inner-Tube System.
Fig. 400.
When held at its normal point, the water line protects the flanged part of the inner shell; but no damage can occur, either from a willful or an accidental drawing down of the water, as the spray deflected through the nipples of the outer tubes is sufficient to protect the flange, although the actual water level is well down in the leg.
The steam in contact with the upper part of the shell is by no means dry, and the heat absorbed at this point is amply sufficient to protect it. To insure a delivery of dry steam to the cylinders, a peculiar “take-off” ring is provided at the highest part of the steam reservoir, the same encircling the inside sheet of the shell. The upper edge of the ring is perforated at a distant point from the throttle, and the steam entering the ring chamber in small streams is held in close contact with the hot shell at a point closely adjacent to the upper line of rivets; the steam by this means is dried during104 its passage to the throttle, and the heat thus absorbed serves as a protection to the rivets just referred to.
Note.—The life of both water tubes and fire tubes is generally found disproportionate to the heavier parts used in boiler construction, and experience shows conclusively that the cost of subsequent maintenance is measured directly by, and may be diminished by, the facility with which these indispensable parts may be replaced or repaired in an emergency.
The principal heating surface of the boiler is contained in the vertical water tube sections, which comprise and will be referred to, as an inner and an outer tube system.
The outer system, embraces the short manifold sections which completely encircle the fire-box walls. The top end of each section is screwed and suspended from the flanged part of the shell, and the lower end is stayed by direct connection with the leg of the fire-box. The tubes are “staggered” in their manifolds, thereby exposing the greatest possible surface to the fire, and filling out the space due to the difference in the width of the water-leg and steam space of the shell.
The direct application of heat to the tubes causes a natural and active upward current therein, which in turn induces a corresponding downward movement of the water in the leg of the fire-box, and promotes the flow into the feed pipes.

Top View.—Fig. 401.

Bottom View.—Fig. 402.
The inner-tube system comprises those tube sections which extend to the upper limits of the boiler, their number and arrangement being such as to completely fill the interior of the shell above the space required for the combustion of the fuel. The construction of the vertical inner-tube system is simple, and consists of the required number of manifold sections, suitably arranged to conform to the circular space occupied, the flat inner end of each upper manifold being rigidly bolted to a heavy transverse beam, which in turn is supported in suitable pockets secured to the upper part of the shell.
At the top of the boiler, each section has its own connection with the steam space, and it is easy to remove either one of the sections separately without disturbing the others; or the entire inner-tube system can be raised out of the boiler as a whole, after breaking the proper connections, all of which are accessible. The current of steam and water carried over through the top connections of the inner system is generally sufficient to keep the tubes clear of scale; and the point of discharge and disengagement is brought down low, to prevent its mixture with the drier steam contained in the highest part of the shell.
When connected to a stationary boiler, as is now the general practice in fire departments, the circulative currents of water reach all parts of the boiler, hence its contents may be kept uniformly at any desirable temperature.
A stationary heater for the fire engine consists of a small boiler, placed at some convenient point near the same when in quarters. It is connected with the engine boiler by means of suitable circulating pipes, the entire arrangement being adapted to supply hot water through pipe connections which separate automatically as the engine leaves the house.
Although the best types of fire engine boilers require but a few minutes’ time to generate a working pressure from cold water, the general adoption of many improvements has made the stationary heater an essential part of a complete equipment.
Experience proves that the life of the boiler is prolonged by being kept constantly in a state of activity, and the elevated temperature of the water insures prompt and efficient work by the steamer at the very time when a few moments’ delay may breed disaster.
The pumps fitted and adapted to steam fire engines comprise two separate and distinct double acting piston pumps united in a single body and akin in many details to the duplex pump.

Fig. 403.
Calling in mind the well-known fact, that, in drawing a water supply the only power available to bring the fluid under forcing influence of the pump’s pistons is the limited pressure of the atmosphere, therefore the importance of all details concerned in first inducing an entry of the water will be readily conceded. Easy and unrestricted “suction ways” in direct communication with properly proportioned receiving valves (and these valves suitably arranged in close proximity to the working barrels of the pump), are the conditions that must always remain paramount, and to which all other features must give way, to safely attain the desirable high piston speeds. The value of perfect, simple and direct water ways, the passages, and all which they imply, has been studied in the design of this pumping engine. See Figs. 403-407.
The facilities provided for exposing the interior mechanism107 permits all such parts to be quickly reached for examination, or detached for renewal or repair, and this can be done without dismounting the entire pumps or greatly disturbing their exterior attachments. It will be seen, by reference to the cuts, that all of the valves can be easily and quickly examined, and also replaced, by removing the caps that enclose the chambers; all joints required for this purpose are made between flat surfaces planed true, as shown in Fig. 404; gun metal, or other suitable composition, is used and no part of the pump body is subject to wear, either by friction or corrosion. All valve seats are screwed into place, and either these or the working barrels of the pump may be readily replaced with new ones, in case the same should become worn. All stud bolts, nuts, etc., coming in contact with water, are made of drawn phosphor or Tobin bronze; nipples, piping, etc., are of brass.

Figs. 404, 405, 406 and 407.
Suction or hydrant connection may be made at either side of the engine; and, in operation, the central core of the pump body is practically a continuation of the suction hose, and serves to establish a direct communication with the receiving pump valves, arranged on opposite sides of the chamber. This chamber, as shown in the sectional view, Fig. 408, thus becomes the distributing center, from which the incoming water flows to the suction valves. The current from the suction is not required to change its general direction, and but little friction is encountered by the water in its diversion through the pump valves.
The position of the suction or receiving valves, in relation to the water cylinders, may be understood by reference to Fig. 408, which shows the same arranged in a cluster around the open ends of the barrels. The suction valve area is large, and the proportions adopted contribute largely to the smooth running of the pump, under conditions of speed seldom attempted in ordinary practice.

Fig. 408.
The valves in this pump are controlled by improved springs, the tension of which is at all times the same; and which are made of phosphor bronze; the force chambers in opposite ends of the pumps are practically equal, and, owing to the close proximity of the valves, the clearance is reduced to a minimum109 The discharging outlets are elevated above the highest point of the valve chambers, and the communicating passages are designed to prevent conflicting currents, and also to permit the pump to free itself promptly of air. The pistons are of a frictionless type, and in accordance with the usual practice of working double pumps in unison, the cranks controlling the movements of the pistons are placed at 90 degrees.
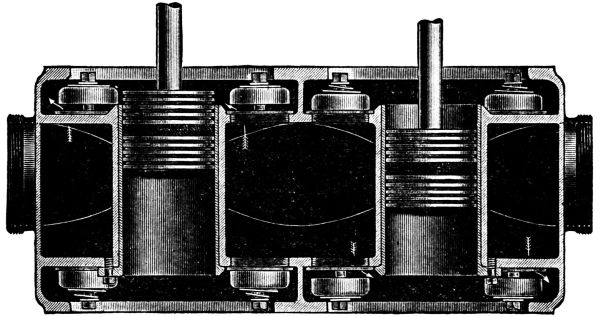
Fig. 409.
A convenient and effective arrangement of suction strainers is shown in Fig. 409. Perforated cages are introduced into the suction chambers through the inlets on opposite sides of the pump. The ends of these cages are open, and a short sleeve, which is permanently secured within the pump, serves to support and also to establish communication from one cage to the other.
The surface of both cages is, therefore, available as a strainer, and any obstruction entering with the water is carried to the opposite side, to a point where it can be removed, without first detaching the suction hose.
The driving mechanism supplied with the American Pump is shown by Figs. 389 and 394, which are perspective views engraved from photographs. It may be noted that the design is practically compact and well balanced, and embodies many excellent advantages found in no other type of fire engine.
The pumps, steam cylinders and driving parts are built as a unit, and have no direct connection with the boiler other than the necessary stays and pipe connections, all of which are readily accessible and visible for inspection at any time.
The steam cylinders used in connection with the pumps are of the ordinary slide valve type. The valve chests are easily opened from either side of the engine for examination, and the valve rods are made from a special composition and can not corrode. The valve motion is simple, and there is nothing connected with the steam ends that may not be quickly understood.

Fig. 410.
Maximum Dimensions of Steam Fire Engines.
| SIZE OF ENGINE. | LENGTH OVER ALL. | WIDTH OVER HUBS. |
HEIGHT OVER DOME. |
|
|---|---|---|---|---|
| WITH POLE | WITHOUT POLE | |||
| Double Extra First | 25 ft. 3 in. | 10 ft. | 6 ft. 7 in. | 10 ft. |
| Extra First | 24 ft. 10 in. | 9 ft. 10 in. | 6 ft. 5 in. | 9 ft. 10 in. |
| First | 24 ft. 5 in. | 9 ft. 6 in. | 6 ft. 2 in. | 9 ft. 6 in. |
| Second | 23 ft. 11 in. | 9 ft. 1 in. | 6 ft. | 9 ft. 1 in. |
| Third | 23 ft. 2 in. | 8 ft. 11 in. | 5 ft. 9 in. | 8 ft. 11 in. |
| Fourth | 22 ft. 11 in. | 8 ft. 7 in. | 5 ft. 9 in. | 8 ft. 7 in. |
| Fifth | 22 ft. 3 in. | 8 ft. 5 in. | 5 ft. 6 in. | 8 ft. 5 in. |
Appurtenances. In addition to such special fixtures as may be necessary for their proper working, the following articles are a part of each engine:
Smooth bore rubber suction hose, carried in substantial brackets on the machine and fitted with suitable couplings, hydrant connections and interchangeable outside suction strainer.
Polished copper vacuum and air chambers.
Fuel pan of ample capacity.
Detachable footboard, for the engineer and an assistant.
Driver’s seat, for either one or two men.
Seat cushion.
Whip socket.
Blanket holders, when desired.
Foot brake, to operate from front or rear.
Horse pole, with whiffletrees.
Trace and pole chains or straps with patent snaps.
Gong attached to driver’s footboard or
Locomotive bell mounted over steam cylinders.
Steam signal whistle.
Grate bars, dumping or stationary pattern.
Stationary sprinkler, for wetting ashes under grate.
Pop safety valves.
Variable regulator for exhaust nozzles.
Auxiliary steam blast into chimney.
Nickel-plated brass chimney dome and bands around boiler.
Two steam pressure gauges.
Water pressure gauge.
Glass water gauge on boiler with extra tube.
Try cocks on boiler.
Brass feed pump for boiler.
Auxiliary feed to boiler from main pumps.
Churn valve, for feeding boiler when streams are shut off.
Necessary air, drain and pet cocks.
Surface blower from water line of boiler.
Blow-off cocks and cleaning plugs in fire-box leg.
Cleaning and “thaw” hose with connections.
Regrinding throttle valve, with drain cock attached.
Automatic or sight-feed lubricators.
Cylinder oil cups.
Necessary oil cups and lubricating devices.
Hand oil cans.
Three-pint reservoir cans for cylinder and lubricating oil.
Keepers, attached to all stuffing-box nuts.
Poker, shovel and other stoking tools.
Fire department hand lanterns, carried in brackets.
Adjustable screw wrenches.
Universal spanner for slotted nuts.
Hose spanner.
Hammer.
Tool box, with all necessary monkey-wrenches, cold chisels, and files.
Two polished play pipes and nozzles.
Stop valves next to boiler and flow and return pipes for use with stationary Fire Engine Heaters.

Fig. 411.
The distinguishing feature of this engine will be found in the fact that, in both the cylinder and pump, the rotary type is substituted for the reciprocating or piston principle.

Fig. 412.
The larger sizes of these engines, Fig. 411, are hung on platform truck springs in front and on half-elliptic springs in the rear, and are braced and stayed to withstand violent shocks in the rapid driving over pavements. Although fitted to be drawn by horses only, they can be supplied with rope reel and drag rope.
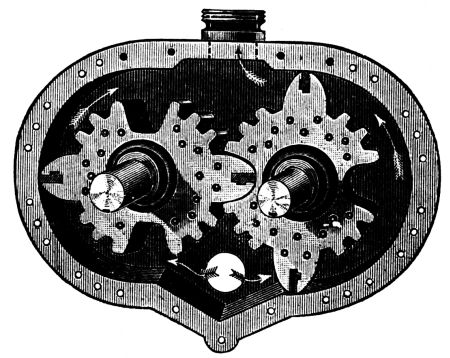
Fig. 413.
The Silsby steam cylinder consists of two rotary pistons or cams, mounted on steel shafts and working together within an elliptical steam-tight case. Live steam from the boiler enters at the bottom of this case, and in its passage presses apart their long teeth or abutments, causes the two cams to rotate, and exhausts from the top into the tank and feed-water heater; these cams are provided with teeth or cogs, adapted114 to mesh with corresponding recesses in each other, so that a steam tight joint is maintained between them and leakage thereby prevented from passing directly upward into the exhaust.
The sides of these cams have their arcs turned to fit the heads of the case, and are so adjusted that, while being practically steam tight, allowance is made for expansion and contraction. In the ends of the longest teeth of the revolving cams are placed removable packing strips, which are forced outward into contact with the cylinder walls by means of springs. These packing strips may be removed through openings in the sides of the cylinder, and readjusted to take up the wear, which is confined to the ends of these adjustable strips. This can be done without taking the pump or cylinder apart.

Fig. 414.

Fig. 415.
The construction of the pump is similar to115 that of the cylinder; in this there are three long teeth in each cam instead of two. One shaft of the pump is coupled to the corresponding shaft of the cylinder, there being outside gears on both cylinder and pump to compel a uniform motion of the cams and to equalize the pressure. This construction secures a transmission of power at once direct and positive in Fig. 412.
The stuffing-boxes, used on both cylinder and pump, are self-adjusting, reduce friction and insure tightness. Valves are entirely absent from the pump and cylinder. The water ways being large, anything liable to enter the suction will pass through the pump without injury or interruption; the pump requires no priming, but when started will immediately without the aid of a check valve lift water vertically any required distance up to 29 feet.
The construction of the boiler ordinarily supplied with this engine is shown in Figs. 414-415. In the fire-box hangs a series of circulating water tubes arranged in concentric circles and securely screwed into the crown sheet. These drop tubes are closed at their lower ends by means of wrought-iron plugs welded in, and within each of them is placed a much smaller and thinner tube, which latter is open at both ends. The cooler water in the boiler descends through the inner tube and is thus brought directly into the hottest part of the furnace, whence, after being for the most part converted into steam, it ascends through the annular spaces between these inner and outer tubes.
The gases of combustion pass from the fire box to the stack through smoke flues, the lower ends of which are expanded into the crown sheet, and the upper ends into the top head of the boiler.

Fig. 416.
TABLE OF EFFECTIVE FIRE STREAMS.
USING 100 FEET OF 21⁄2-INCH ORDINARY BEST QUALITY RUBBER-LINED HOSE BETWEEN NOZZLE AND HYDRANT, OR PUMP.
| Smooth Nozzle, Size | 3⁄4-inch. | |||||
|---|---|---|---|---|---|---|
Pressure at Hydrant, lbs. |
32 | 43 | 54 | 65 | 75 | 86 |
Pressure at Nozzle, lbs. |
30 | 40 | 50 | 60 | 70 | 80 |
Pressure Lost in 100 feet, 21⁄2-inch Hose, lbs. |
2 | 3 | 4 | 5 | 5 | 6 |
Vertical Height, feet |
48 | 60 | 67 | 72 | 76 | 79 |
Horizontal Distance, feet |
37 | 44 | 50 | 54 | 58 | 62 |
Gallons Discharged per Minute |
90 | 104 | 116 | 127 | 137 | 147 |
| Smooth Nozzle, Size | 7⁄8-inch. | |||||
Pressure at Hydrant, lbs. |
34 | 46 | 57 | 69 | 80 | 91 |
Pressure at Nozzle, lbs. |
30 | 40 | 50 | 60 | 70 | 80 |
Pressure Lost in 100 feet, 21⁄2-inch Hose, lbs. |
4 | 6 | 7 | 9 | 10 | 11 |
Vertical Height, feet |
49 | 62 | 71 | 77 | 81 | 85 |
Horizontal Distance, feet |
42 | 49 | 55 | 61 | 66 | 70 |
Gallons Discharged per Minute |
123 | 142 | 159 | 174 | 188 | 201 |
| Smooth Nozzle, Size | 1-inch. | |||||
Pressure at Hydrant, lbs. |
37 | 50 | 62 | 75 | 87 | 100 |
Pressure at Nozzle, lbs. |
30 | 40 | 50 | 60 | 70 | 80 |
Pressure Lost in 100 feet, 21⁄2-inch Hose, lbs. |
7 | 10 | 12 | 15 | 17 | 20 |
Vertical Height, feet |
51 | 64 | 73 | 79 | 85 | 89 |
Horizontal Distance, feet |
47 | 55 | 61 | 67 | 72 | 76 |
Gallons Discharged per Minute |
161 | 186 | 208 | 228 | 246 | 263 |
| Smooth Nozzle, Size | 11⁄8-inch. | |||||
Pressure at Hydrant, lbs. |
42 | 56 | 70 | 84 | 98 | 112 |
Pressure at Nozzle, lbs. |
30 | 40 | 50 | 60 | 70 | 80 |
Pressure Lost in 100 feet, 21⁄2-inch Hose, lbs. |
12 | 16 | 20 | 24 | 18 | 32 |
Vertical Height of Stream, feet |
52 | 65 | 75 | 83 | 88 | 92 |
Horizontal Dist. of Stream, feet |
50 | 59 | 66 | 72 | 77 | 81 |
Gallons Discharged per Minute |
206 | 238 | 266 | 291 | 314 | 336 |
| Smooth Nozzle, Size | 11⁄4-inch. | |||||
Pressure at Hydrant, lbs. |
49 | 65 | 81 | 97 | 113 | 129 |
Pressure at Nozzle, lbs. |
30 | 40 | 50 | 60 | 70 | 80 |
Pressure Lost in 100 feet, 21⁄2-inch Hose, lbs. |
9 | 25 | 31 | 37 | 43 | 49 |
Vertical Height of Stream, feet |
53 | 67 | 77 | 85 | 91 | 95 |
Horizontal Dist. of Stream, feet |
54 | 63 | 70 | 76 | 81 | 85 |
Gallons Discharged per Minute |
256 | 296 | 331 | 363 | 392 | 419 |
| Smooth Nozzle, Size | 13⁄8-inch. | |||||
Pressure at Hydrant, lbs. |
58 | 77 | 96 | 116 | 135 | 154 |
Pressure at Nozzle, lbs. |
30 | 40 | 50 | 60 | 70 | 80 |
Pressure Lost in 100 feet, 21⁄2-inch Hose, lbs. |
28 | 37 | 46 | 56 | 65 | 74 |
Vertical Height of Stream, feet |
55 | 69 | 79 | 87 | 92 | 97 |
Horizontal Dist. of Stream, feet |
56 | 66 | 73 | 79 | 84 | 88 |
Gallons Discharged per Minute |
315 | 363 | 406 | 445 | 480 | 514 |
N.B.—Mr. John R. Freeman, member of the New England Waterworks Association, should have the credit of this carefully arranged table.—See also page 125 for data relating to Nozzles.
The Clapp & Jones piston engine in design has features peculiar to itself; Fig. 416 represents one of six sizes, adapted particularly to city service.

Fig. 417.
The illustrations, Figs. 417 and 418, show the vertical pump as built for the larger engines: namely, the sizes known as Extra First, First, Second, Third and Fourth. The complete engine corresponding to the detailed views is shown by Fig. 416 on the preceding page.
The principal details are very clear in this engraving. The steam and water ends, together with the crank and reciprocating mechanism, are compactly arranged and the complete structure which comprises these parts is rigidly self-contained. The steam cylinders and valve chest are cast in a single piece and while this part is firmly secured to the boiler, all steam and exhaust connections are entirely independent of these fastenings.
The Clapp boiler is represented in Fig. 419. Reference to the annexed illustration makes clear the special features of this boiler, which consist chiefly of a series of spiral water-tube coils arranged[119] within the fire-box. The coils are of copper and are produced by the seamless drawn process. Each coil is connected separately to the boiler, and the spiral form of these tubes permits freedom for expansion and contraction without strain on the terminal joints. The connections and the ends of the tubes are made by means of threaded nipples, jam nuts and corrugated copper washers, and the joints thus made insure tightness, yet admit of ready disconnection at any time.

Fig. 418.
The lower ends of the coil tubes are directly joined to the hollow fire-box walls and the upper terminals are arranged to discharge the circulated water over the crown sheet. This upward movement of the water within the spiral coils is caused120 by the application of heat to the outer surfaces of the tubes, and the circulation thus set up induces a corresponding downward action in the leg of the boiler. The circulation, therefore, continues without interruption so long as fire is maintained on the grate. In operating this boiler the water should be carried a few inches above the level of the crown sheet, but owing to the protection afforded by the constant distribution of water over the crown sheet, the limit of safety is not reached until the water is nearly out of the fire-box leg.

Fig. 419.
An improvement in the design of this boiler is the water-circulating deflector, which was devised to occupy the central space within the coil tubes. This deflector comprises an additional sectional[ 121] unit, and its action coincides with the functions served by the coil tubes. The prime object of this device is to break up and direct the gases of combustion in a manner that adds to the heat-absorbing qualities of the coil tubes. See Figs. 420, 421.

Fig. 420.
Extending from the crown sheet to the top head are the smoke flues, which are securely expanded at both ends, and through which the gases of combustion pass from the fire box to the stack.
The Clapp & Jones Village Engine. By the illustrations, Figs. 422, 423, 424, etc., it will be noted that the cylinders and pumps are disposed horizontally and are fitted in a self-contained manner between bars, which also serve as the main frame of the engine.
The steam cylinders are 8 inches diameter; the pumps 43⁄8 inches, and the stroke common to both is 7 inches. These sizes are properly proportioned for effective work and the boiler power provided is ample to drive the pumping mechanism to its rated capacity of 400 gallons per minute.

Fig. 421.
The pumps are fitted with gates permitting two lines of hose to be worked either independently or at the same time without interference. The machine is mounted on half-elliptic springs, front and rear, and the weight of the boiler and pumps is distributed equally over both axles. The front pair of wheels turn completely under the goose necks, and the engine can therefore be turned on either hind wheel as a pivot. The arch of the main frames under which the wheels pass in turning is immediately forward of the boiler, and the advantage to be noted in this connection is the reduction in the over-all length of the entire machine. The front122 axle is equipped with a rope reel, and the pole is arranged for either hand or horse draft. The wheels are fitted with brakes, which are operated from the rear footboard. The engine weighs about 4,400 pounds. A detail description of the pump and valve gear follows.

Fig. 422.
The valve gear of the Clapp & Jones village engine is simple yet controls the moving mechanism of the two pumps working in unison. Each pump is driven directly by its own steam cylinder, and the steam valves are actuated by the positive movement of the opposite piston rod. The principle is substantially the same as practiced in the “Duplex” pump construction, and may be readily understood by reference to the detailed views which are given of these parts in other portions of this work.

Fig. 423.
The steam cylinders and pump are self-contained, and aside from the distinctive difference in the reciprocating gear the design of the steam and water ends does not differ from the vertical engines of the Clapp & Jones type.
On these engines intended for use in cold climates a “thaw-pipe” is attached, at the engineer’s side, inside the frame, and is used in extremely cold weather to prevent the feed-pump, as well as the main pump and connecting pipes, from freezing. It is operated by means of a small globe valve. If it is desired to warm the main pump, the two-way cock used in feeding the boiler should be turned as when feeding directly from the main pump, when steam will have access both to the main pump and the feed-pump; but care must be observed not to heat the main pump too warm. When the two-way cock is closed, and also when it is open as when feeding from the tank, the steam goes only to the feed-pump.
After using it to warm the main pump, the two-way cock, should be closed; otherwise, if the check-valve should happen to stick fast, the water would pass out of the boiler through the main pump.

Fig. 424.
Always keep the globe valve closed when not in use. It will be observed that the vacuum chamber upon the suction pipe is located within the air chamber upon the discharge passage.
The valves of this pump are formed by heavy rubber rings which surround the pump barrel, as shown in Fig. 423, therefore there can be no hammering of these valves when the pump is at work.
The rubber rings have slots cut into them at each side of each valve so that each valve can open and close without stretching the rubber bands. The steam valve is of the well-known rocker type. The plungers have no packing excepting water.

Fig. 425.—See page 122.
The sizes of nozzles named below will give the most satisfactory results, those in italics being the ones best adapted for fire duty. Also see page 93 for standard sizes of steam fire engines and page 117 for table of effective Fire Streams.
1, Extra first size engine.—1,100 to 1,150 gallons capacity. Through short lines of hose: One 11⁄2-inch smooth-bore nozzle, for one stream; one 13⁄4-inch ring nozzle, or one 2-inch ring: nozzle; 15⁄16-inch ring nozzles for two streams. With 1,000 feet of hose, one 15⁄16-inch ring nozzle.
2, First size engine.—900 to 1,000 gallons capacity. Through short lines of hose: One 13⁄8-inch smooth-bore nozzle, for one stream; one 11⁄2-inch ring nozzle, or one 15⁄8-inch ring nozzle; 11⁄4-inch ring nozzles for two streams. With 1,000 feet of hose, one 11⁄4-inch ring nozzle.
3, Second size engine.—700 to 800 gallons capacity. Through short lines of hose: One 11⁄4-inch smooth-bore nozzle, for one stream; one 13⁄8-inch ring nozzle, or one 11⁄2-inch ring nozzle; 11⁄8-inch ring nozzles for two streams. With 1,000 feet of hose, one 11⁄8-inch ring nozzle.
4, Third size engine.—600 to 650 gallons capacity. Through, short lines of hose: One 11⁄8-inch smooth-bore nozzle, for one stream; one 11⁄4-inch ring nozzle, or one 13⁄8-inch ring nozzle; 1-inch ring nozzles for two streams. With 1,000 feet of hose, one 1-inch ring nozzle.
5, Fourth size engine.—500 to 550 gallons capacity. Through short lines of hose: One 11⁄16-inch smooth-bore nozzle, for one stream; one 11⁄8-inch ring nozzle, or one 11⁄4-inch ring nozzle; 7⁄8-inch ring nozzles for two streams. With 1,000 feet of hose, one 1-inch ring nozzle.
6, Fifth and sixth size engines.—300 to 450 gallons capacity. Through short lines of hose: One 1-inch smooth-bore nozzle, for one stream; one 1-inch ring nozzle, or one 11⁄8-inch ring nozzle, 7⁄8-inch ring nozzles for two streams. With 1,000 feet of hose, one 7⁄8-inch ring nozzle.
The Ahrens steam fire engine is not presented as a whole, but Figs. 426-428 show parts of this interesting and widely known apparatus.

Fig. 426.
The boiler, Fig. 426, is radically different from others, and the special features making it so popular in the past are the127 absence of a crown sheet and smoke flues, coupled with the advantageous manner in which the water-tube coil sections can be withdrawn from the containing shell of the boiler. The peculiar arrangement of the tubes compels a forced circulation of the water, and for which purpose an independent steam pump is provided. Water drawn from the fire-box leg is forced through the water tubes, and this relation between the circulating pump and the other elements of the boiler will be more readily understood by reference to the illustrations, where Fig. 426 is a sectional, 427 a top, and 428 a bottom view.

Fig. 427.

Fig. 428.

Fig. 429.—See page 141.
The fire engine is essentially an apparatus adapted to emergencies, and owing to the intermittent nature of the duty performed, it is quite likely, unless the proper precautions are observed, that its several parts, more especially its interior mechanism, will suffer more deterioration while standing idle than from actual service.
It is necessary that these interior parts, as well as those more readily apparent, be cared for with a view of keeping them constantly in condition to endure the most severe and protracted strains at the shortest notice. While standing in the house, the engine should at all times be kept ready for immediate service, with shavings and kindlings in the fire-box, and as much kindlings and coal in the fuel pan as can be conveniently carried.
In winter, if no heater is attached to the engine, the room must be kept warm, to insure against frost.
The machine should be started gradually, but before doing so the engineer ought to satisfy himself that the joints and connections in the suction hose are air tight, that the discharge gate is open, the churn valve closed, that the fire has been properly attended to, the cylinder cocks open, the exhaust nearly closed, and all the bearings and journals well oiled, and the wheels properly blocked, especially if the engine is standing on a grade.
The automatic air cocks on the upper pump heads must be opened immediately after starting. They serve to promptly relieve the upper pump discharge chambers of air, and may be closed as soon as water escapes from their orifices.
When cylinder condensation has nearly ceased, the engine being warm, the drain cocks should be closed and the machine speeded up gradually until a good pressure of steam is obtained.
Until the engineer has had some experience with the machine, and is familiar with its workings, it is not advisable to use more than 90 or 100 pounds of steam, which is all that is required for ordinary fire duty; the necessity for more than 120 pounds will probably never arise.
The stuffing-boxes of the engine and pump should be carefully packed.
All of the bearings and journals, as well as the oil cans, should be well supplied with good oil. The best mineral engine oil is recommended for this purpose, as it does not gum or change its viscosity with variations in the temperature of the atmosphere, and it will endure a higher temperature than animal or fish oil without injury.

Fig. 430.—See page 141.
The engineer should keep all joints tight, the stuffing-boxes properly packed, and all bearings thoroughly oiled.
If the journal boxes or other working parts require taking up, remember that a little play is preferable to a close adjustment liable to cripple the engine at a critical moment. To insure perfect safety, always thoroughly test the apparatus after making such repairs, by subjecting the parts affected, to the strains usually encountered in actual service.
The principal requirement of the steam cylinders and slide valves is proper and constant lubrication. Let this one item be attended to, and its mechanism will practically take care of itself for many years.
The joints and connections in the suction must be perfectly tight.
Before laying the fire, see that the grate and fire-box are clean, also that the grate bars are fast, so they will not be liable to jar out, and that all the steam outlets of the boiler are tightly closed.
Lay on the grate some dry pine shavings—not too many—spread evenly over the grate, with a few hanging down between the bars; on the shavings put some finely-split pine or hemlock wood, then some a little coarser, and finally a quantity coarser still. It is well to put on the top some finely-split hard wood. These kindlings must all be dry and split—not sawed—and should be put in loosely, in layers, the layers being crossed, so that there will be a free circulation of air between them.
To light the fire: Apply torch (described in page 135) below the grate, never in the door; and while doing so move the torch around to insure thoroughly igniting the shavings.
When there is a pressure of 40 to 60 pounds of steam, begin throwing in coal, a little at a time, broken up in pieces about the size of a man’s fist. Bituminous coal should be used, the same as that from which illuminating gas is made. It should be of the very best quality, and very free burning.
Do not put the wood or coal all close to the fire door, but scatter it about and spread it evenly over the grate.
As soon as the engine is started, coal should be put on often, a little at a time, and the grate should be kept covered, but not thickly—say to a depth of three or four inches. Be particular to fire evenly and regularly, taking care to cover air holes through the fire, and to keep the fire door closed as much as possible.
The grate bars should be kept well raked out from below, and the fire and coal occasionally stirred off the grate bars inside the fire-box, using the flat side of the poker for the latter operation.

Fig. 431.—See page 138.

Fig. 432.—See page 138.

Fig. 433.—See page 139.
The water in the boiler should be carried as high as six or eight inches in the glass tube as soon as the engine gets fairly to work and a good pressure of steam is raised. The gauges will indicate more water in the boiler when the machine is running than it will with the same quantity of water if it is not at work, owing to the expansion of water by the application of heat.
If there is a tendency to foam, the feed should be increased and the surface blow-off opened quite frequently to relieve the boiler of the scum and surplus water. If the foaming is unusually violent, it may be subdued by stopping the engine for a few moments and permitting the water to settle.
During temporary stops the fire should be cleaned, by removing the clinkers and the moving parts of the machinery examined and oiled.
The boiler is usually fed by force pumps, the plungers of which are secured directly to the yokes of the main engines. Both pumps are arranged to work in unison; and the supply is generally taken from the discharging chamber of the main pumps, and is controlled by an ordinary globe valve. Should the water being delivered by the main pumps be unsuitable for feeding the boiler, this valve must remain closed, and a supply from a barrel or tank introduced through the connection provided for that purpose.
When feeding the boiler, it is a good plan to occasionally feel the pipe leading from check to boiler with the hand, as one can tell by this means whether the pump is feeding properly. If feeding all right, the pipe will be cool. If the pipe is hot, the pump is not feeding properly, try the pet cock.
Always keep a good torch, ready for use, in the fuel pan. This can be made by tying some cotton waste on one end of a stick about two feet long and saturating the waste with kerosene oil.
The kindling should be carefully prepared, and the quantity carried sufficient to generate a working pressure in the boiler before coal is added to the fire.
Care should be taken not to use too large nozzles if two or more streams are being thrown.
Owing to the contracted diameter of fire hose, the flow of the water is retarded; the loss of power due to friction increases directly with the length of the line and nearly as the square of velocity. In other words, if the loss due to a given flow be 12 pounds for 100 feet of hose, then 24 pounds will be required to maintain the same rate through an additional 100 feet. To double the velocity will require four times the pressure, or 48 pounds for 100 feet and 96 pounds for 200 feet.
From this brief explanation, it must be plain that the capacity of any engine is diminished as the length of the line of hose is increased.
For this reason, the greater the lift the smaller the stream that can be thrown effectively, and the size of nozzle used should depend upon the height the water is draughted, reducing it one-eighth inch for every five feet above a lift of ten feet. If the engine uses a 11⁄4-inch nozzle for ordinary work, it will answer for any lift up to 10 feet. If water has to be draughted 15 feet, a 11⁄8-inch nozzle should be used; if 20 feet, 1-inch; and if 25 feet, 7⁄8-inch.
Never start a fire unless one full gauge cock of water appears in the boiler.
The suction basket or strainer should always be attached when draughting water, and every precaution taken to insure tight connections in the suction. The basket must be kept well under the surface, to avoid clogging if the water be foul.
When the supply is taken from a hydrant, the valve should be fully turned on; if opened before water is wanted through the hose the discharge gates on the pumps must be closed. Unless the pressure is excessive, the hydrant is usually permitted to remain open while the steamer is attached, the discharge during temporary stops being controlled by the pump gates.
The apparatus should always be halted, or placed at a proper point, with reference to the source of the water supply. When attached to a hydrant or plug, do not run the engine faster than the water will flow to supply the pump, and if the supply is not sufficient to allow the pump to work to its full capacity, avoid using too large nozzles.
The safety of life and property is very often dependent upon the skill and good judgment of the engineer, and as the maximum effect of such apparatus is generally required at the most critical time and under the most exciting circumstances, it is important that the endeavor by constant and persistent practice to acquire that confidence and proficiency that will insure a correct and decisive action in all matters pertaining to the management of the machine.
From three-fourths to one inch of water should be indicated in the glass gauge, except when there is a heater attached to the engine, then from four to five inches should be carried. The bottom of the glass tube being on a line with the crown-sheet, when one inch of water shows in the tube, the water-line in the boiler is then one inch above the crown-sheet.
It is advisable occasionally—say once a month—in towns where fires are not frequent, to fire up and take the engine out for practice and drill, and to make sure that it is in proper working order, after which the boiler should be blown off and refilled with fresh water, as hereinafter directed.
Every engine required to pump salt water, or other water unfit for the boiler supply, should be provided with a fresh-water feed tank.
The purpose of the automatic air cock (if there is one) is to prevent the rattling of the check valves when the pumps are being only partially filled; if the supply is to be drawn from a barrel or tank, the entrance of air through this cock must be prevented.
When draughting the water, bear in mind that the greater the perpendicular lift the less the quantity of water which can be pumped, remembering that it is the pressure of the atmosphere which forces the water into the pump, and not any power exerted by the pump itself, which simply produces the vacuum. Thus, the nearer the surface of the water the greater the velocity with which it enters the pump, while the higher the pump the weaker the pressure and the less the quantity of water which enters it, and at a height of about 30 feet no water at all will go into the pump.
If it is suspected that one of the joints in the suction is loose, the speed of the engine may be slackened without stopping entirely, until water is thrown eight or ten feet from the nozzle, when if the pump is taking air the stream will snap and crack instead of flowing out smoothly. If it is found that the pump is taking air through the suction, and the leak cannot be located in any other way, it may be found by removing the suction basket and turning the end of the suction up higher than the top of the pump, and then filling it with water. The water will be forced out through the joints wherever loose, and leaks can be found in this way.
The principal object of the churn valve is to permit the operation of the pumps without discharging any water through the natural channels; it controls a passage by which the discharging side of the pumps is connected with the suction chamber. In draughting water, when the pumps are first started, this valve must remain closed until the pumps are filled with water, thereby excluding the air which would find its way into the suction chamber if the same were open. It should also be closed when the pumps are at rest, to prevent the dropping of the water into the suction pipe.
When the engine is put to suction, acquire the habit of feeling this valve to assure its complete closure.
If there is anything about the engine that is not fully understood, or if it fails to do its work properly from any cause, the maker should be communicated with at once; inquiries are promptly answered, and usually required information or suggestions are cheerfully furnished.
The number of appliances and special devices used on and about a steam fire engine is not large, as it is the aim of both designers and builders to simplify the machine as much as possible without diminishing its efficiency.
Fig. 434 is an appliance known as the Siamese connection. It is used for stand pipes attached to the outside of buildings, etc., and also as a detail of the fire pump. Its use is to lead off two lines of hose.
The valve shown in the figure, closes automatically in case of stoppage of one of the engines or the bursting of the hose.

Figs. 434, 435.
Fig. 435 exhibits an approved form of strainer for the bottom of the suction pipe.
The American steam fire engine pump is shown in Figs. 431 and 432.
Fig. 431 being the front view, one side of it shown in section, exposing the interior parts for explanation, and Fig. 432, representing the side elevation, also in section.
The pumps, which are double acting, are united in a gun-metal casting, which forms a single body for both, and permits them to be placed much closer as to centers than could otherwise be done. This method provides an ample suction-chamber which is common to both.
In cross section the pump somewhat resembles a box girder. This peculiarity of the pump’s combined form furnishes a rigid139 base for the entire structure, simplifies the driving mechanism and enables it to endure extraordinary strains without vibration.
It will be seen by reference to the cuts that any of the valves can be easily and quickly examined, and, if necessary, replaced, by simply removing the caps and heads.
The pump barrels are provided with removable linings, which can readily be replaced with new ones in case the same should become worn after years of service. These, as well as the valve seats, are made of gun metal, no cast iron or other material subject to corrosion by water being used in any part of the pumps.
Both the suction and discharge valves are supplied with improved valve springs, the tension of which is, at all times, the same; and being made of phosphor bronze, the springs retain their elasticity and will not corrode.
The steam cylinders used in connection with this pump are of the ordinary slide-valve type, with which most mechanics are familiar, and are thus easily repaired when necessary. The cylinders and pumps are detached from the boiler, and are separated therefrom sufficiently to allow every facility for getting at each and every part. All connections, both steam and water, are made outside of the boiler.
The La France steam fire engine pump is shown in outline in Fig. 433, which consists of a double plain slide-valve engine, operating a double pump.
The steam piston rod of each side connects with its pump rod, by means of square bars, two of which are on each side of the crank shaft. The crank is operated by the cross-head through a connecting rod; the arrangement of these parts can be seen in Fig. 433. The cross-head guide is entirely done away with, as the stiffness of the connection between the two piston rods takes the thrust of the connecting rod.
The pump barrel is enclosed by an outer casing. The space between barrel and casing is always kept filled with water which is supplied through the suction pipe.

Fig. 436.
When the pump barrel is being filled with water the suction valves are lifted from their seats, which allows the water to141 pass into the space between the valve-seat plates and thence into the pump barrel.
When the pump barrel is being emptied the suction valves are closed while the discharge valves are open, which allows the water to pass into a triangular shaped space between the front plate and valve-seat plates thence upward to the discharge pipe.
The suction and discharge valve of this pump being all grouped together, it is only necessary to remove the plates which can be seen, Fig. 433, bolted to the front of the pumps and form part of the outer casing; these plates are in front of the pump and may be quickly unscrewed by a T wrench.
The Amoskeag steam fire engine is shown in the views (Figs. 429 and 430 on pages 128 and 130). This world widely known machine is made by the Manchester Locomotive Works at Manchester, New Hampshire, U. S. A.
The former cut represents the extra first, first, second, third and fourth size double steam fire engine of this make. They have “crane-neck” frames and are arranged for horse draft and are mounted upon Endicott’s patent platform springs. The effect of this improvement is that the draft strain is transmitted directly from the horses to the axles, the springs bearing no part of this draft strain.
Fig. 430 shows the “fifth” size, also with “crane-necked” frame and made for either horse or hand draft.
The boiler used is upright and tubular in style, is made of the best quality of steel plate, with seamless copper tubes, thoroughly riveted and stayed; it is simple in its construction, and for strength, durability, accessibility for repairs, and its capacity for generating steam, has passed a most critical test. For engines of the second size and larger, the boilers expand downwards at the crown sheet of the fire-box, thus increasing the grate surface and consequently the steaming capacity of the boiler.
The connections with the steam cylinders are simple, direct and of good capacity, peculiarly accessible for repairs, and have the great advantage of being entirely unexposed to the air.
The steam cylinders of the single engines are made in one casting; they are secured to the boiler framing, and covered with a lagging of wood, with a metallic jacket on the outside. The pump for the double engines is made entirely of composition, and its main shell is also in one casting. It is vertical double acting; its valves are vertical in their action; the water-ways are free and direct, and the valves accessible, so that examination or renewal of these parts may be quickly made. The pump is arranged for receiving suction hose on either side, and has outlets also on either side for receiving the leading hose.
Self-propelled steam fire engines are well adapted for city service. In Fig. 436 is shown a double extra, first size self-propelling engine of the Amoskeag pattern. The road driving power is applied from one end of the main crank shaft, through an equalizing compound and two endless chains running over sprocket-wheels on each of the main rear wheels, permitting these rear wheels to be driven at varying speeds as when turning corners.
The driving power is made reversible, so that the engine may be driven either forward or backward on the road at will.
The steering of the engine is effected by means of a steering hand wheel at the front, adjusting the front axle through a system of bevel and worm gearing, so arranged that the constant exertion of the steersman is not required to keep the wheels in line on the road. By the removal of a key the driving power may be disconnected from the road driving gearing, when it is desired to work the pumps when the engine is standing still.

Fig. 437. (See page 146.)
There are certain well-known difficulties and contingencies in installing and operating mine pumps: 1, The location of the mine is usually remote from supplies and any renewals or repairs which may be needed, are liable to be attended with excessive costs and delays; 2, The nature of the water in the mines is so highly acidulous that corrosion takes place in an incredibly small space of time. The action of sulphuric (diluted) acid which is found sometimes as high as two parts out of a hundred begins at once and continues until the iron or steel is destroyed; 3, The dust, grit, mud, etc., becomes mixed with the oil used to lubricate the pump; these ingredients find their way into the stuffing-boxes and cut the plungers.
Hence, ample and unusual precautions are made to overcome the foregoing conditions. Extreme care has to be used in securing all movable parts of the machine and the connecting pipes. The plungers are generally outside packed and handholes are arranged to permit free access to the water valves.

Fig. 438.—See page 148.
When pumps used in mining service assume large proportions, they are almost invariably described as pumping engines; there is no real difference between the two except the proportions. The same combination of engine and pump in the smaller sizes used for boiler feeding, etc., are called steam pumps.
Note.—The cost of repairing a half-inch globe valve which “gave out” in a mine in Venezuela, South America, was represented in a $45. machine charge and a mule ride of 35 miles to the shop containing a foot lathe and the same distance back to the mines. The cost in a more favorable location would be less than a dollar.
The Cataract steam pump, Fig. 437, is largely used in mining operations. Many years service has proved its peculiar and curious merits. Large columns of water may be raised to great elevation or forced against heavy pressures without shock or jar of any kind and with safety to the machinery and connections; abrupt and violent action of the water is also avoided. The Cataract, it may be explained, is a regulator invented by Smeaton for single-acting steam engines. John Smeaton, the inventor, was an English civil engineer born in 1724 and died in 1792. The device derives its name from its similarity to the optical disease—a cataract—as it is a supplementary or sliding cylinder with its piston attached very curiously to the main valve stem of the engine.
This cylinder—called the Cataract cylinder—is filled with oil which flows back and forth through a port connecting its two ends. This port is controlled by a valve which increases and diminishes the flow of the oil through the port. By means of the Cataract, the movements of the main steam valve are automatically graduated and controlled, so the speed of the piston is reduced as it nears the end of its stroke, allowing the valves to seat themselves gently and quietly, and the moving column of water to come to a gradual and easy rest.
The claims of this construction of pumps have been thus summarized—
1st. The speed of the piston is automatically slowed down at the end of its stroke, giving time for the column of water to come gradually to rest, and for the valves to seat gently and quietly, avoiding all concussion, jar, or the slightest tremor.
2d. The speed of the engine can be adjusted and automatically maintained as desired under any pressure. Should it be working under full head of steam and against a heavy pressure, and the pressure be instantly removed the speed would continue unchanged.
3d. The piston works to the end of its stroke under all pressures, avoiding the waste of steam incident to the piston falling short of its stroke.
It will be understood that there is only a slight waste of oil caused by the use of this apparatus—all the waste that there is, being the small amount leaking through the stuffing boxes.
The term “Isochronal,” pump meaning equal spaces in equal times has been applied to both these pumps and their valve gear.
The sizes, capacities, etc., of the pump described on the opposite page are given in the following
Table.
| No. | Diameter of Steam Cylinder Inches |
Diameter of Plunger Inches |
Length of Stroke |
Size of Steam Pipe |
|
|---|---|---|---|---|---|
| 1 | 61⁄2 | 4 | 20 in. | 11⁄4 in. | |
| 2 | 9 | 6 | 3 ft. | 11⁄2 „ | |
| 3 | 11 | 6 | 3 „ | 11⁄2 „ | |
| 4 | 14 | 8 | 3 „ | 2 „ | |
| 5 | 18 | 9 | 4 „ | 21⁄2 „ | |
| 6 | 20 | 101⁄8 | 4 „ | 3 „ | |
| 7 | 22 | 121⁄4 | 6 „ | 31⁄4 „ | |
| 8 | 25 | 141⁄4 | 6 „ | 31⁄4 „ | |
| 9 | 30 | 161⁄4 | 6 „ | 31⁄2 „ | |
| No. | Ordinary Speed Stroke |
Maximum Speed Stroke |
Capacity at ordinary Speed in Gals. |
Capacity at maximum speed in Gallons |
Vertical Lift in Feet |
| 1 | 50 | 80 | 52 | 85 | 230 |
| 2 | 27 | 40 | 110 | 170 | 180 |
| 3 | 27 | 40 | 110 | 170 | 290 |
| 4 | 27 | 40 | 200 | 300 | 250 |
| 5 | 20 | 30 | 275 | 390 | 320 |
| 6 | 20 | 30 | 320 | 480 | 320 |
| 7 | 15 | 22 | 500 | 750 | 270 |
| 8 | 15 | 22 | 700 | 1000 | 250 |
| 9 | 15 | 22 | 900 | 1300 | 270 |
The above table is based on a steam pressure of 45 to 50 pounds per square inch of steam piston, and the vertical height is from lower end of suction pipe to discharge.
Fig. 438 is designed to show a pump largely used by miners in prospecting. It is double levered so that four men or more can operate it, two to each lever. The plunger and valves are so designed that they will lift muddy or gritty water without injury to these parts.
An electric mining pump is shown on page 276, part one. This is a portable pump mounted on a car running on rails and is designed for the work appertaining to a mine in steady operation.
On page 340, part one, is illustrated a powerful pump with four outside packed plungers designed for mining purposes.
These special mining pumps are used to drain water from the shaft bottom, so that work in deepening or repairing may be carried on. As shown in the illustration they are made to be suspended by a chain or bail attached to eye-bolts in the upper cylinder head at points of support which will enable the pump to hang vertically and be raised and lowered at will.

Fig. 439.
The bail is so constructed that while the pump is suspended the cylinder head can, if necessary on the smaller sizes, be removed and the steam piston examined and adjusted. As the shaft gets deeper the chain may be lengthened out and an extra joint placed on the end of the delivery pipe.
The sinking pump is subjected to the hardest usage of any, hence any steam pump that is to be used in sinking a mine shaft must be strong, certain in operation, capable of handling gritty water and require little attention.
Fig. 438 exhibits a hand-power mining pump, designed especially for prospecting, etc., and made by the Edson Manufacturing Co., Boston, Mass. It is listed for three sizes:
No. 6, capacity 1200 gallons per hour, 1 man.
No. 8, capacity 4000 gallons per hour, 2 men.
No. 10, capacity 6000 gallons per hour, 2 men.
The outfit which usually goes with this diaphragm lift and force pump includes special suction and conducting hose, brass149 coupling and strainer; these pumps will raise and force water containing gravel, sand, dirt or tailings without choking.
The Deane single vertical sinking pump is shown in Fig. 439; a table of dimensions and capacities of this pump is also given below.
The pump illustrated is double acting and of the differential plunger type; the water end is in three parts and consists of a water cylinder, a lower plunger and an upper plunger. The water passes directly up and through the plungers, both of which are hollow. These plungers are outside packed. The water valves are reached by hand holes provided for that purpose. Split pins are used in the ends of the bolts to prevent the nuts from working off.
These pumps are designed to stand a working pressure of 150 lbs. to the square inch. They have the regular Deane valve motion and will work under water.
Table.
| Size. | Capacity. | ||||||
|---|---|---|---|---|---|---|---|
| Diameter of Steam Cylinder. |
Diameter of Large Plunger. |
Diameter of Small Plunger. |
Length of Stroke. |
Gallons per Stroke. |
Strokes per Minute. |
Gallons per Minute. |
|
| 8 | 53⁄4 | 4 | 16 | .87 | 75 | 65 | |
| 10 | 53⁄4 | 4 | 16 | .87 | 75 | 65 | |
| 8 | 7 | 5 | 16 | 1.35 | 75 | 101 | |
| 10 | 7 | 5 | 16 | 1.35 | 75 | 101 | |
| 12 | 7 | 5 | 16 | 1.35 | 75 | 101 | |
| 12 | 111⁄2 | 8 | 16 | 3.48 | 75 | 261 | |
| 14 | 111⁄2 | 8 | 16 | 3.48 | 75 | 261 | |
| 16 | 111⁄2 | 8 | 16 | 3.48 | 75 | 261 | |
| 18 | 111⁄2 | 8 | 16 | 3.48 | 75 | 261 | |
| 16 | 141⁄4 | 10 | 24 | 8.16 | 50 | 408 | |
| 18 | 141⁄4 | 10 | 24 | 8.16 | 50 | 408 | |
| 20 | 141⁄4 | 10 | 24 | 8.16 | 50 | 408 | |
| 24 | 141⁄4 | 10 | 24 | 8.16 | 50 | 408 | |
| Size. | Pipe Sizes. | ||||||
| Diameter of Steam Cylinder. |
Diameter of Large Plunger. |
Diameter of Small Plunger. |
Length of Stroke. |
Steam. | Exhaust. | Suction. | Discharge. |
| 8 | 53⁄4 | 4 | 16 | 1 | 11⁄2 | 4 | 2 |
| 10 | 53⁄4 | 4 | 16 | 11⁄2 | 2 | 4 | 2 |
| 8 | 7 | 5 | 16 | 1 | 11⁄2 | 5 | 3 |
| 10 | 7 | 5 | 16 | 11⁄2 | 2 | 5 | 3 |
| 12 | 7 | 5 | 16 | 2 | 21⁄2 | 5 | 3 |
| 12 | 111⁄2 | 8 | 16 | 2 | 21⁄2 | 8 | 4 |
| 14 | 111⁄2 | 8 | 16 | 2 | 21⁄2 | 8 | 4 |
| 16 | 111⁄2 | 8 | 16 | 2 | 21⁄2 | 8 | 4 |
| 18 | 111⁄2 | 8 | 16 | 2 | 21⁄2 | 8 | 4 |
| 16 | 141⁄4 | 10 | 24 | 2 | 21⁄2 | 10 | 6 |
| 18 | 141⁄4 | 10 | 24 | 3 | 31⁄2 | 10 | 6 |
| 20 | 141⁄4 | 10 | 24 | 3 | 31⁄2 | 10 | 6 |
| 24 | 141⁄4 | 10 | 24 | 4 | 41⁄2 | 10 | 6 |
| Size. | Approximate Dimensions in Inches. |
||||||
| Diameter of Steam Cylinder. |
Diameter of Large Plunger. |
Diameter of Small Plunger. |
Length of Stroke. |
Length. | Space Occupied. |
||
| 8 | 53⁄4 | 4 | 16 | 111 | 25 × 23 | ||
| 10 | 53⁄4 | 4 | 16 | 112 | 27 × 24 | ||
| 8 | 7 | 5 | 16 | 111 | 26 × 24 | ||
| 10 | 7 | 5 | 16 | 112 | 29 × 24 | ||
| 12 | 7 | 5 | 16 | 112 | 31 × 24 | ||
| 12 | 111⁄2 | 8 | 16 | 132 | 40 × 32 | ||
| 14 | 111⁄2 | 8 | 16 | 132 | 40 × 32 | ||
| 16 | 111⁄2 | 8 | 16 | 136 | 43 × 32 | ||
| 18 | 111⁄2 | 8 | 16 | 136 | 44 × 32 | ||
| 16 | 141⁄4 | 10 | 24 | 176 | 50 × 38 | ||
| 18 | 141⁄4 | 10 | 24 | 178 | 50 × 38 | ||
| 20 | 141⁄4 | 10 | 24 | 178 | 52 × 38 | ||
| 24 | 141⁄4 | 10 | 24 | 180 | 54 × 38 | ||
This table refers to Fig. 439.

Fig. 440.

Fig. 441.
The Cameron vertical plunger sinking pump is shown in Figs. 440 and 441.

Fig. 442.

Fig. 443.
This is one of the most successful mine sinking pumps designed; there are no parts exposed to rust, and instances have occurred when this pump has started off and cleared a shaft of water when the pump itself had been buried for weeks under a mass of fallen rock and debris.
This pump has no outside valve gear, arms or levers; all movable parts are inside and enclosed, to prevent collision with the walls of the mine shaft nor is it likely to receive injury from blast explosions. Being fitted with special exhaust cut-off, it will continue to run as fast as steam will drive it (with an irregular or intermittent supply of water, or when the water fails entirely,) not only without danger of the piston striking the heads, but without injury to the valves. It is designed and intended to handle gritty water.
Telescopic pipe joint shown in Figs. 442 and 443, supplies a convenient means for lifting and lowering a sinking pump, and is usually made in lengths of sixteen feet. This enables the operator to drop the pump that distance without disturbing the rest of the pipe; by its use irregular lengths of pipe can be added, whereas, otherwise when the pump is lowered the pipe would have to be cut of equal length.
The inside pipe is brass tubing which freely slips through the packing and is non-corrosive.
Fig. 441 exhibits the sinking pump in practical operation; it is the same as that shown on the previous page.
Note.—Mining pumps require to be made “to gauge” and interchangeable; an advantage which commends itself to experienced mining engineers. Many “parts” should be provided in duplicate on account of the rough usage and hard service alluded to above.
The “Scranton” pattern of a mining pump is illustrated by the cuts shown below (Figs. 444 and 445).

Fig. 444.

Fig. 445.
The plungers of this machine work through middle, exterior stuffing-boxes, into four separate and distinct water cylinders. The valve areas and water ways are unusually large in proportion to the displacement of the plunger, so that the velocity and consequent destructive action of the water currents is decreased in passing through the pump.
These pumps are designed to withstand safely a working pressure of 250 pounds to the square inch, and all their attachments are especially strengthened with a view to meeting the rough usage and hard work to which they are liable to be subjected in mining operations.

Fig. 446.
Table.
| Diameter of Steam Cylinders |
Diameter of Water Plunger |
Length of Stroke |
Gallons Per Revolution |
Revolutions per Minute |
Gallons per Minute |
|
|---|---|---|---|---|---|---|
| 14 | 81⁄2 | 10 | 9.56 | 54 | 516 | |
| 16 | 81⁄2 | 10 | 9.56 | 54 | 516 | |
| 181⁄2 | 81⁄2 | 10 | 9.56 | 54 | 516 | |
| 16 | 101⁄4 | 10 | 13.95 | 54 | 753 | |
| 181⁄2 | 101⁄4 | 10 | 13.95 | 54 | 753 | |
| 181⁄2 | 12 | 10 | 19.16 | 54 | 1035 | |
| 20 | 12 | 10 | 19.16 | 54 | 1035 | |
| 17 | 81⁄2 | 15 | 14.14 | 40 | 565 | |
| 20 | 81⁄2 | 15 | 14.14 | 40 | 565 | |
| 17 | 101⁄4 | 15 | 20.83 | 40 | 833 | |
| 20 | 101⁄4 | 15 | 20.83 | 40 | 833 | |
| 20 | 12 | 15 | 28.78 | 40 | 1151 | |
| Diameter of Steam Cylinders |
Diameter of Water Plunger |
Length of Stroke |
Sizes of pipes for Short Lengths To be increased as length increases |
|||
| Steam Pipe |
Exhaust Pipe |
Suction Pipe |
Delivery Pipe |
|||
| 14 | 81⁄2 | 10 | 21⁄2 | 3 | 8 | 6 |
| 16 | 81⁄2 | 10 | 21⁄2 | 3 | 8 | 6 |
| 181⁄2 | 81⁄2 | 10 | 3 | 31⁄2 | 8 | 6 |
| 16 | 101⁄4 | 10 | 21⁄2 | 3 | 10 | 8 |
| 181⁄2 | 101⁄4 | 10 | 3 | 31⁄2 | 10 | 8 |
| 181⁄2 | 12 | 10 | 4 | 31⁄2 | 12 | 10 |
| 20 | 12 | 10 | 21⁄2 | 5 | 12 | 10 |
| 17 | 81⁄2 | 15 | 4 | 31⁄2 | 8 | 6 |
| 20 | 81⁄2 | 15 | 21⁄2 | 5 | 8 | 6 |
| 17 | 101⁄4 | 15 | 4 | 31⁄2 | 10 | 8 |
| 20 | 101⁄4 | 15 | 4 | 5 | 10 | 8 |
| 20 | 12 | 15 | 5 | 5 | 12 | 10 |
| Diameter of Steam Cylinders |
Diameter of Water Plunger |
Length of Stroke |
Approximate Space Occupied Feet and Inches |
|||
| Length | Width | |||||
| 14 | 81⁄2 | 10 | 9 8 | 3 2 | ||
| 16 | 81⁄2 | 10 | 9 9 | 3 10 | ||
| 181⁄2 | 81⁄2 | 10 | 9 10 | 4 0 | ||
| 16 | 101⁄4 | 10 | 10 9 | 3 10 | ||
| 181⁄2 | 101⁄4 | 10 | 10 9 | 4 0 | ||
| 181⁄2 | 12 | 10 | 11 1 | 4 0 | ||
| 20 | 12 | 10 | 11 2 | 4 2 | ||
| 17 | 81⁄2 | 15 | 10 5 | 3 11 | ||
| 20 | 81⁄2 | 15 | 10 6 | 4 2 | ||
| 17 | 101⁄4 | 15 | 11 6 | 3 11 | ||
| 20 | 101⁄4 | 15 | 11 8 | 4 11⁄2 | ||
| 20 | 12 | 15 | 11 9 | 4 3 | ||
The Worthington Pressure Pump. This pump, presented in Fig. 446, is specially designed for use in connection with hydraulic lifts and cranes, cotton presses, testing machines, hydraulic riveting and punching machines and hydraulic presses of all kinds. Also, for oil-pipe lines, mining purposes and services requiring the delivery of liquids under heavy pressures.
There are four, single-acting, outside-packed plungers, which work through the ends of the water cylinders, the latter having central partitions. The arrangement of compound steam cylinders shown in Fig. 445, or a triple expansion arrangement, can be applied to these pumps where a saving of fuel is desired. The water valves are easily accessible and are contained in small independent chambers, capable of resisting very heavy pressure.
These are made both horizontal and vertical; the prime consideration being in all cases the amount of floor space the pump will require. This is especially true in reference to small steam vessels, pleasure craft, etc.
Owing to the unusual corrosion, caused by galvanic action, salt and various impurities, marine pumps are built of iron with brass linings, but frequently with the entire water ends of bronze.
The arrangement of the water valves in the most approved forms of vertical pumps is such that the pistons are always submerged, and the water valves sealed, thereby securing immediate lift of water through the suction pipe, and steady, quiet operation of the pump; many horizontal pumps of the ordinary duplex design are also used on shipboard.
The ship’s pump is common to all vessels and used to keep the “hold” free from water. It is usually worked by hand but it is the law in certain countries that the “ship’s pump,” aside from steam vessels—shall be driven by windmill power; it is said to be an odd sight to see the practical working of these at sea.

Fig. 447.
The illustration on page 156 shows a marine vertical pump of the Davidson pattern, designed to work against a pressure of 250 pounds per square inch. The table given herewith will show the sizes and principal details of these pumps.
Table.
| Steam Cylinder |
Water Cylinder |
Stroke, Inches. |
Gallons per Single Stroke of Each Piston. |
Horse-power of Boiler, based on 30 lbs. of water per H. P. per hour, which the pump will supply with ease. |
Steam Pipe |
Exhaust Pipe |
Suction Pipe |
Discharge Pipe |
|---|---|---|---|---|---|---|---|---|
| 4 | 21⁄2 | 4 | .084 | 165 H. P. | 1⁄2 | 3⁄4 | 2 | 11⁄2 |
| 41⁄2 | 23⁄4 | 6 | .154 | 300 „ | 1⁄2 | 3⁄4 | 21⁄2 | 2 |
| 51⁄2 | 31⁄2 | 6 | .15 | 500 „ | 1 | 11⁄4 | 3 | 21⁄2 |
| 6 | 4 | 8 | .435 | 870 „ | 1 | 11⁄4 | 31⁄2 | 3 |
| 7 | 4 | 8 | .435 | 870 „ | 11⁄4 | 11⁄2 | 31⁄2 | 3 |
| 7 | 41⁄2 | 8 | .55 | 1,100 „ | 11⁄4 | 11⁄2 | 4 | 3 |
| 8 | 5 | 10 | .85 | 1,700 „ | 11⁄2 | 2 | 41⁄2 | 31⁄2 |
| 8 | 5 | 12 | 1.02 | 2,000 „ | 11⁄2 | 2 | 41⁄2 | 31⁄2 |
| 9 | 51⁄2 | 10 | 1.03 | 2,000 „ | 11⁄2 | 2 | 41⁄2 | 4 |
| 10 | 6 | 10 | 1.225 | 2,450 „ | 2 | 21⁄2 | 5 | 41⁄2 |
| 10 | 6 | 12 | 1.469 | 2,900 „ | 2 | 21⁄2 | 5 | 41⁄2 |
| 12 | 7 | 12 | 2.00 | 4,000 „ | 2 | 21⁄2 | 6 | 5 |
The capacity for boiler feeding in the table is based upon sixty single strokes for each pump per minute.
The suction and discharge openings, as will be seen in the figure, are on both sides. The water piston is packed for hot and cold water and special valves are furnished as may be necessary.
The Worthington wrecking pump, Fig. 448, was constructed many years ago, for wrecking, drainage, or irrigating purposes, and has proved itself to be remarkably well adapted to such service. It is used generally by the Wrecking Companies on the Atlantic and Pacific coasts and the lakes, and is constructed with special reference to reliability, portability and general efficiency.
It is also well adapted for other services requiring the delivery of large quantities of water within the range of lift by158 suction. It has no forcing power, the water being delivered over the top of the pump into the curb surrounding it. It is single-acting, although the discharge is practically constant, by reason of the quick return of the piston to the bottom of the cylinder, during which inactive stroke the water continues to flow by the momentum already acquired, thus the effect of a double-acting pump is almost produced.

Fig. 448.
The ordinary slide valve is employed, moved by an arm striking against tappets on the valve rod. No auxiliary valves are used in connection with it. The water valves are of rubber, the lower ones being upon a permanent plate at the bottom of the pump. The plunger also is covered with valves. These last open for the passage of water when the piston descends.
On account of its short stroke and large diameter, this pump is extremely efficient, running on comparatively low pressure of steam, and with a very small percentage of loss from friction or leakage. It is also simple and durable, with few parts.
The stated capacities of the pumps given in the table can be exceeded in cases of emergency.
Table.
| Diameter of Steam Cylinder. |
Diameter of Water Plunger. |
Length of Stroke. |
Diameter of Suction Pipe. |
Gallons per Minute. |
|---|---|---|---|---|
| 6 | 12 | 9 | 6 | 350 to 400 |
| 12 | 20 | 9 | 10 | 1000 to 1200 |
| 16 | 25 | 9 | 12 | 1400 to 1600 |
| 181⁄2 | 30 | 9 | 14 | 2000 to 2300 |
| 191⁄2 | 33 | 15 | 16 | 3200 to 3600 |
This machine is constructed to meet the requirements of steamship builders and is recognized and adopted by marine engineers of this and of other countries as the standard design for this service and for oil tank steamer work.
It will be observed, see Fig. 449, that its proportions are such as to secure the advantages of large pumping capacity with unusual compactness and moderate weight.
This pump is of the packed piston type, and has the valves so arranged that the water pistons are always submerged, thus making it particularly well adapted for long and difficult suction lifts such as are met with in steamers carrying petroleum in bulk, and in steamers having extensive systems of water ballast tanks.
The demands for water ballast service are generally met by the following two sizes, as shown in the table below.

Fig. 449.
Table.
| Diameter of Steam Cylinders. |
Diameter of Water Plungers. |
Length of Stroke. |
Gallons delivered per minute at ordinary speed. |
Diameter of Plunger required in any single cylinder pump to do the same work at same speed. |
||
|---|---|---|---|---|---|---|
| 6 | 71⁄2 | 6 | 285 | 101⁄4 | ||
| 6 | 81⁄2 | 6 | 375 | 12 | ||
| Diameter of Steam Cylinders. |
Diameter of Water Plungers. |
Length of Stroke. |
Sizes of Pipes for Short Lengths To be increased as length increases. |
|||
| Steam Pipe. |
Exhaust Pipe. |
Suction Pipe. |
Delivery Pipe. |
|||
| 6 | 71⁄2 | 6 | 1 in. | 11⁄2 in. | 5 in. | 4 in. |
| 6 | 81⁄2 | 6 | 1 „ | 11⁄2 „ | 6 „ | 5 „ |
The purposes for which pumps are used on shipboard, aside from the air and circulating pumps for condensers, are:
(1.) Feeding the boiler.
(2.) Emptying the tanks and pumping out bilge.
(3.) Supplying water for washing down decks, extinguishing fires, filling evaporators and sanitary service.
A special pump for each separate purpose is not always supplied, but one pump may have the necessary pipe connections to serve alternately various duties.
Feeding the boilers is so important an operation that a supplemental special pump is always required. To make absolutely sure of an ample supply of feed water one of the other pumps is made strong enough to serve the same purpose, or sometimes an injector is fitted as an auxiliary feeding mechanism.
A bilge pump has special fittings, for the reason that it handles very dirty water, undesirable to be transmitted through any other pipe system. In small ships, however, one pump, the so-called “donkey,” often serves for nearly all other purposes, including auxiliary boiler feeding.
A special form of pump in use on Western river steamers is the so-called “doctor,” an independent pump with a walking beam, by which one steam cylinder drives a system of pumps for feed, fire and bilge pumping purposes (Fig. 450).
The feed pump should be of simple construction, great strength and ample capacity, to secure great regularity and reliability of service under the severe conditions of high pressure.
The main parts of auxiliary feed pumps are often duplicated. This is a desirable point, as one set of spare parts in piston, rings, valves, etc., is suitable for both pumps.
The main feed pump is, even in the independent type, often placed in the engine room, while the auxiliary pump, or the injector, is in the fire room. The feed pumps draw usually from the hot well, feed heater and feed tanks and discharge through main feed pipe into the boiler.
This “doctor” pump is a substantial piece of mechanism. The bases of columns and pump chamber flanges are accurately planed, the cylinder has spring piston packing and the plain slide valve is made of gun metal.
The hot water pumps, 31⁄2″ diam. × 10″ stroke, have chambers bored and are fitted with a copper and tin composition for valves and scats; the latter are driven into their places and riveted over underneath.
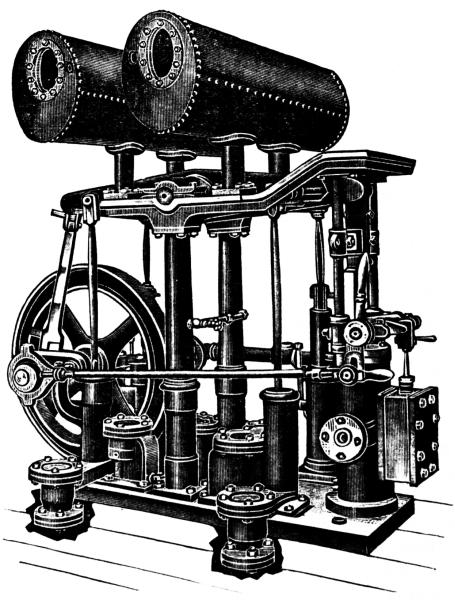
Fig. 450.
Note.—Each valve is reached by removing the bonnet covering it. The joints under caps are made the insertion of sheet lead. The heaters above the frame, as shown, are 22″ × 5′ 0″ long, of hard rolled copper, with a copper worm 18′ 0″ long by 21⁄2″ diameter in each. There is also a baffle plate above the water line in each heater to prevent the exhaust from throwing the water out at the top.
These gauges are apt to get out of order for various reasons namely, there is no theoretical method of determining the motion of the pointer due to a given pressure; this is done by tests in which known pressures are employed, and accordingly the divisions on the graduated scale are usually unequal, hence these instruments are tested by attaching them either to a mercury column, or to a dead weight safety valve having for its seat an exact square inch surrounded by a knife edge, or a piston of standard area loaded with weights. This sharp edge is covered by a fibre washer of leather for moderate pressures, say 150 lbs. per square inch, or vulcanized fibre or its equivalent for higher pressures.

Fig. 451.
Fig. 451 represents a pump that can be used for pressures up to 10,000 lbs. per square inch. The Hand-Lever Pump shown at the right in cut is used for filling the Pressure Pump cylinder and connections with oil or glycerine, and may also serve for testing gauges of low pressures up to 15 or 20 lbs. The suction pipe a is connected with the reservoir containing the oil or glycerine, which after being used is discharged by valve d and returned into the reservoir by pipe c.
In filling the pump the cylinder spindle has to be screwed all the way out, and the valves b and d closed before it is put under pressure.

Fig. 452.
The handling of semi-liquids, commercially known as thick stuff, has always been considered more or less of a serious problem, and many designs of mechanism in the form of pumps have been invented for that purpose.
For pumping tar the improved forms of rotary pumps have recently come largely into use. These will be described later under their proper heads. Fig. 212, page 232, Part one, represents a very satisfactory design of plunger pump for handling the heavy stuff alluded to.
The Deane single sugar-house pump is shown in Fig. 452. These are largely used for pumping molasses, syrup, cane-juice, melter-pan products, etc., and are fitted with linings, valves, etc., to best suit the condition of the fluid to be pumped.
The valves are very large and the motion of the pumps is somewhat slower than for water. By removing one set of bolts all the valves are uncovered.
These products of the sugar-house when of a high temperature can be pumped nearly as fast as water; the following list gives the approved proportions of these pumps.
Table.
| SIZE. | CAPACITY. | |||||
|---|---|---|---|---|---|---|
| Diameter of Steam Cylinder |
Diameter of Water Plungers |
Length of Stroke |
Gallons per Stroke |
Strokes per Minute |
Gallons per Minute |
|
| 41⁄2 | 41⁄2 | 5 | .34 | 125 | 43 | |
| 51⁄2 | 41⁄2 | 7 | .48 | 125 | 60 | |
| 6 | 51⁄2 | 7 | .72 | 125 | 90 | |
| 71⁄2 | 7 | 10 | 1.66 | 100 | 166 | |
| 71⁄2 | 8 | 10 | 2.17 | 100 | 217 | |
| 6 | 6 | 12 | 1.47 | 100 | 147 | |
| 8 | 6 | 12 | 1.47 | 100 | 147 | |
| 8 | 7 | 12 | 2.00 | 100 | 200 | |
| 8 | 8 | 12 | 2.61 | 100 | 261 | |
| SIZE. | PIPE SIZES. | |||||
| Diameter of Steam Cylinder |
Diameter of Water Plungers |
Length of Stroke |
Steam | Exhaust | Suction | Discharge |
| 41⁄2 | 41⁄2 | 5 | 1⁄2 | 3⁄4 | 2 | 11⁄2 |
| 51⁄2 | 41⁄2 | 7 | 3⁄4 | 1 | 3 | 21⁄2 |
| 6 | 51⁄2 | 7 | 3⁄4 | 1 | 3 | 21⁄2 |
| 71⁄2 | 7 | 10 | 1 | 11⁄2 | 5 | 4 |
| 71⁄2 | 8 | 10 | 1 | 11⁄2 | 5 | 5 |
| 6 | 6 | 12 | 3⁄4 | 1 | 4 | 4 |
| 8 | 6 | 12 | 1 | 11⁄2 | 4 | 4 |
| 8 | 7 | 12 | 1 | 11⁄2 | 5 | 4 |
| 8 | 8 | 12 | 1 | 11⁄2 | 5 | 5 |
The Single Magma Pump. The term magma includes any crude mixture, especially of organic matters in the form of a thin paste, it also means “a confection,” hence, the name given to the pump illustrated in Figs. 453 and 454 is very appropriately applied to a sugar-house apparatus. It is designed for pumping various thick heavy mixtures and semi-liquids and for moving massecuite, second and third sugar.

Fig. 453.
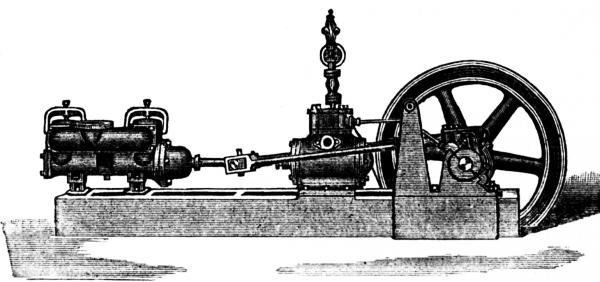
Fig. 454.
The construction in Fig. 453 is such as to insure strength and certainty of operation; there are no intricate small parts, and the interior is readily accessible. These pumps are made with brass-lined cylinders, or cylinders and fittings entirely of composition when needed to overcome the difficulties appertaining to pumping acidulous and corrosive liquid substances.
The single fly-wheel magma pump as shown in Fig. 454 represents the highest type of machine for this class of work. The steam end is of the plain slide valve pattern. It is fitted with a heavy fly-wheel, perfectly balanced. The admission of steam is regulated by a throttling governor of approved design. The fly-wheel and governor insure a uniform speed of the pump under variations of load—hence the fly-wheel pump does not require adjustment of throttle for every variation in water pressure, as is necessary with direct acting pumps.
The following table applies to the two styles of the magma pumps—with and without the fly-wheel, as the pump ends are the same in both. Attention is called to the number of strokes per minute (thirty) shown in the table as compared with the number of strokes (100 and 125) called for in the previous table. This is caused by the different viscosity of the stuff to be handled by these machines.
Table.
| SIZE. | CAPACITY. | |||||
|---|---|---|---|---|---|---|
| Diameter of of Steam Cyl. |
Diameter of Pump Cyl. |
Length of Stroke |
Gallons per Stroke |
Strokes per Minute |
Gallons per Minute |
|
| 5B | 3 | 7 | .21 | 30 | 6 | |
| 5 | 4 | 12 | .65 | 30 | 20 | |
| 6 | 5 | 12 | 1.02 | 30 | 31 | |
| 8 | 6 | 12 | 1.47 | 30 | 44 | |
| 10 | 6 | 12 | 1.47 | 30 | 44 | |
| 12 | 6 | 12 | 1.47 | 30 | 44 | |
| 8 | 7 | 12 | 2.00 | 30 | 60 | |
| 10 | 7 | 12 | 2.00 | 30 | 60 | |
| 12 | 7 | 12 | 2.00 | 30 | 60 | |
| 14 | 7 | 12 | 2.00 | 30 | 60 | |
| 8 | 8 | 12 | 2.61 | 30 | 78 | |
| 10 | 8 | 12 | 2.61 | 30 | 78 | |
| 12 | 8 | 12 | 2.61 | 30 | 78 | |
| 14 | 8 | 12 | 2.61 | 30 | 78 | |
| SIZE. | PIPE SIZES. | |||||
| Diameter of of Steam Cyl. |
Diameter of Pump Cyl. |
Length of Stroke |
Steam | Exhaust | Suction | Discharge |
| 5 | 3 | 7 | 3⁄4 | 1 | 3 | 2 |
| 5 | 4 | 12 | 3⁄4 | 1 | 4 | 4 |
| 6 | 5 | 12 | 3⁄4 | 1 | 6 | 5 |
| 8 | 6 | 12 | 1 | 11⁄2 | 8 | 6 |
| 10 | 6 | 12 | 11⁄2 | 2 | 8 | 6 |
| 12 | 6 | 12 | 2 | 21⁄2 | 8 | 6 |
| 8 | 7 | 12 | 1 | 11⁄2 | 8 | 6 |
| 10 | 7 | 12 | 11⁄2 | 2 | 8 | 6 |
| 12 | 7 | 12 | 2 | 21⁄2 | 8 | 6 |
| 14 | 7 | 12 | 2 | 21⁄2 | 8 | 6 |
| 8 | 8 | 12 | 1 | 11⁄2 | 8 | 6 |
| 10 | 8 | 12 | 11⁄2 | 2 | 8 | 6 |
| 12 | 8 | 12 | 2 | 21⁄2 | 8 | 6 |
| 14 | 8 | 12 | 2 | 21⁄2 | 8 | 6 |
| SIZE. | Approx. Dimensions in Feet and Inches | |||||
| Diameter of of Steam Cyl. |
Diameter of Pump Cyl. |
Length of Stroke |
Length | Width | ||
| 5 | 3 | 7 | 4-7 | 1-3 | ||
| 5 | 4 | 12 | 6-11 | 1-5 | ||
| 6 | 5 | 12 | 7-0 | 1-9 | ||
| 8 | 6 | 12 | 7-5 | 2-7 | ||
| 10 | 6 | 12 | 7-7 | 2-7 | ||
| 12 | 6 | 12 | 7-7 | 2-7 | ||
| 8 | 7 | 12 | 7-6 | 2-7 | ||
| 10 | 7 | 12 | 7-7 | 2-7 | ||
| 12 | 7 | 12 | 7-7 | 2-7 | ||
| 14 | 7 | 12 | 7-7 | 2-7 | ||
| 8 | 8 | 12 | 7-6 | 2-8 | ||
| 10 | 8 | 12 | 7-7 | 2-8 | ||
| 12 | 8 | 12 | 7-7 | 2-8 | ||
| 14 | 8 | 12 | 7-7 | 2-8 | ||
B This size has Tappet valve motion.
The definition of the word circulation conveys the best idea of this mechanism—“The act of moving in a circle, or in a course which brings the moving body to the place where its motion began,” hence, a circulating pump is one which causes the water to flow through a series of pipes or conduits, as for example, the water in a steam boiler as in the Ahrens Fire Engine, see page 126, Fig. 426, or in marine boilers, or forces cooling water through a surface condenser.
A centrifugal pump driven by an independent engine, see page 219, Fig. 497, is generally used for the latter purpose.

Fig. 454A.
The annexed engraving, Fig. 454A, represents a circulating pump attached to a salt water evaporator and distiller for recovering fresh water at sea. The pump at the lower right-hand corner of the engraving takes salt water through the suction at the bottom and passes it upward through the condenser and overboard through the circulation discharge. Any steam pump having a sufficient capacity may be used as a circulating pump.
The Bliss-Heath Atmospheric Pumping Engine represented by Fig. 455 is novel in its construction, consisting of a low-pressure, upright, tubular steam boiler, having a safety valve loaded to carry 11⁄2 lbs. steam pressure. The large cover lifts under 2 lbs. pressure, hence explosions cannot occur.

Fig. 455.
Note.—The safety valve is shown on the floor alongside of the hand bar arranged to work the feed pump. Fig. 455.
The motor is a simple atmospheric engine operating a plunger pump and a single acting air pump.
The operation of this motor is almost noiseless.
The motive power is the normal pressure of the atmosphere (14.7 lbs. to the square inch), utilized by the formation of a vacuum in the power cylinder.
The air is expelled from the cylinder by admitting steam without appreciable pressure, i.e., to balance that of the atmosphere, after which the steam exhausts into the surface condenser, in which a constant vacuum is maintained. Steam is then admitted automatically into the power cylinder, breaking the vacuum and imparting to the piston the required impetus. This principle is identical with that of the ordinary condensing steam engine, with the exception of the very low steam pressure in this connection.

Fig. 456.
This engine can be operated satisfactorily in combination with an ordinary house-heating boiler (low pressure), hence the expense of running it is very low during the steam-heating171 season. During the summer months the boiler connected with this engine can be used advantageously.
The bearings are self-oiling, and the cylinder condensation furnishes ample protection for the inside of the engine cylinder. There are no leather packings to burn out, and this is remarkably free from the objections to the older types of caloric engines.
These pumps when required will force a proportionate quantity of water to a greater height than fifty feet, upon which the following table is based:
Table of Approximate Dimensions and Capacities.
| Size Number |
Gallons Per Hour 50 ft. |
Size of Suc. & Dis. Pipes. |
Approx. Floor Space |
Height | Size of Smoke Pipe |
|---|---|---|---|---|---|
| 1 | 600 | 11⁄4″ | 43″ × 26″ | 53″ | 5″ |
| 2 | 1200 | 11⁄2″ | 43″ × 26″ | 58″ | 6″ |
| 3 | 2000 | 2″ | 48″ × 30″ | 63″ | 7″ |
| 4 | 3000 | 21⁄2″ | 48″ × 30″ | 63″ | 7″ |
In pumping ammonia it is of the greatest importance that this mechanism be simple and compact owing to the peculiar properties—oftentimes dangerous—inherent to ammonia.
The plain slide valve with crank, shaft and fly-wheel probably is less liable to give trouble than many of the other styles of pumps, and a full stroke is always assured.
The pump here presented (Fig. 456) occupies little floor space and is easily accessible; the bucket plunger is used and also a slotted yoke in place of a connecting rod.
The column is in two parts bolted together. In case of accident to either part duplicates may be quickly substituted.
The pump shown herewith lifts the water by propeller screws or “runners,” each consisting of two half-circular inclined blades fastened to a shaft at intervals of 3 to 5 feet, and of slightly less diameter than the casing, so as to revolve freely within it.
Experiments have demonstrated that more water can be raised with a given speed by putting the runners close together near the bottom of the pump.
A bearing for the shaft is placed immediately underneath each of the runners, and held in position by a set of spring “guides” attached lengthwise to the well-casing. These guides interrupt the whirling motion of the water as it is thrown upward by the runners, and turns it back in the opposite direction, thereby delivering it into the revolving runners in a direction opposite their motion. By this method the whirling motion of the water is utilized and the capacity of the pump largely increased without a proportional increase of power to run it.
With this pump, water may be raised from several hundred feet below the surface by extending the shaft and runners down the well-casing to the desired depth; it being always necessary to submerge the lower runner. As the shaft rotates the lower runner lifts the water up to the runner above it, and so on to the next, until the water is delivered at or above the ground if desired; the distance depending upon the size and pitch of the runner, the number of runners, and the speed at which they are driven.
Speed is not increased for additional depth, because more runners are added, and this compounding of the runners increases the efficiency of the pump.
A ball bearing is placed over the stuffing-box to carry the entire weight of all the movable parts of the pump, and also the column of water. In deep wells cone roller bearings are used in place of the ball bearings.
The pumps are made to fit all sizes of wells and of any desired capacity. Runners of various pitches are made for the different sizes in order to suit the supply of water or the power available. If, after testing, the supply of water in the well is found to be limited, the runners are changed to raise the amount of water due to a given horse-power, then runners can be furnished with a pitch suited to lifting that particular amount of water.

Fig. 457.
For example, if one runner at a given speed, gives 10 pounds pressure per square inch, then two runners would give 20174 pounds; three, 30 pounds, and so on. For this reason water may be elevated higher above the discharge with this pump than with a centrifugal, for it would require a higher rate of speed to lift a given amount of water 20 feet with one runner, than to lift the same amount 5 feet. Hence the advantage of compounding the runners as the lift is increased. The compounding of runners is one of the main features of success and efficiency of this pump.

Fig. 458.
Where the water is beyond the suction limit this pump can be used to raise the water to the surface, discharging into the suction of the force pump. In this manner, whatever surplus of power the propeller pump might have in raising the water to the surface, would be utilized in helping the water through the force pump.
The speed of rotary pumps is generally high, ranging from 800 revolutions per minute for the small sizes to 250 revolutions for the larger sizes. In a number of experiments made upon this form of pump the highest efficiency was obtained with pressures ranging from 30 to 50 pounds per square inch, and speeds ranging from 475 to 575 revolutions per minute. The average efficiency of the rotary pump is from 48 to 52 per cent.
The engraving herewith, Fig. 458, exhibits the general construction of the Quimby screw pump. The four screws that act as pistons in propelling the water are mounted in pairs on parallel shafts, and are so arranged that in each pair the thread of one screw projects to the bottom of the space between the threads of the opposite screws. The screw threads have flat faces and peculiarly undercut sides; the width of the face and the base of the thread being one-half the pitch. The pump cylinder fits the perimeters of the threads. Space enough is left between the screws and the cylinder and between the faces of the intermeshing threads to allow a close running fit without actual contact. There is no end thrust of the screws in their bearings, because the back pressure of the column of liquid is delivered through the suction, S, at the middle of the cylinder, therefore the endwise pressure upon the screws in one direction is exactly counterbalanced by a like pressure in the opposite direction.
The suction connection opens into a chamber underneath the pump cylinder. The suction liquid passes through this chamber to the two ends of the cylinder and is forced from the ends toward the center by the action of the two pairs of intermeshing threads; the discharge being in the middle of the top of the cylinder, as shown at D. The power to drive the pump is applied to one of the shafts, and the second shaft is driven by means of a pair of gears, shown at G.
The pump has no internal packing, no valves and no small moving parts. The only packing is in the stuffing-boxes where the two shafts pass through the cylinder head.
Whether driven by a belt, an electric motor, or a steam engine, the driving power is applied directly and without the loss due to intermediate mechanism; as the screws are not in contact with the cylinder or with each other, the consequent absence of wearing surfaces gives the pump great durability.
These pumps have a high efficiency against a wide range of pressures: The power being applied direct, the thrust due to the back pressure of the column of liquid in the delivery pipe is balanced.
As the action of the screws on the liquid is continuous, the delivery is free from pulsation. By thus keeping the liquid in constant and uniform motion the efficiency of the pump is increased and the pump is made peculiarly suitable for certain specific purposes as there is no churning effect upon the liquids handled.
These pumps are much used in connection with hydraulic elevators by pumping directly into the elevator cylinders, as there is no pulsation. They are also used to pump oil into pipe lines and are driven by electric motors as well as by belts. For circulating pumps for brine and for fire purposes these pumps have certain peculiar advantages.
Table of Dimensions and Capacities of the Quimby Screw Pump.
| Size | Gallons Per Minute |
Revolutions per Minute |
PIPING | EXTREME DIMENSIONS | ||||
|---|---|---|---|---|---|---|---|---|
| Suction | Discharge from Valve Hood |
Discharge | Width | Length | Height | |||
| 2 | 7-10 | 1200 | 11⁄4 | — | 1 | 9 | 27 | 11 |
| 21⁄2 | 15-20 | 1200 | 2 | — | 11⁄2 | 9 | 32 | 14 |
| 3 | 30-35 | 1200 | 21⁄2 | 21⁄2 | 21⁄2 | 10 | 38 | 16 |
| 31⁄2 | 70-85 | 1200 | 4 | 3 | 3 | 11 | 49 | 25 |
| 4 | 140-170 | 1200 | 4 | 3 | 4 | 13 | 54 | 28 |
| 5 | 200-245 | 1100 | 5 | 4 | 5 | 14 | 64 | 31 |
| 6 | 275-350 | 900 | 6 | 5 | 6 | 17 | 75 | 37 |
| 7 | 400-485 | 775 | 8 | 6 | 8 | 18 | 78 | 38 |
| 9 | 650-800 | 725 | 10 | 8 | 10 | 25 | 92 | 48 |
| 10 | 825-1000 | 575 | 12 | 10 | 12 | 32 | 98 | 60 |
| Dimensions in inches. | Weights in pounds. | |||||||

Fig. 459.
Aer is the first element in many compound words of Greek origin meaning air, the air, atmosphere; in this connection it is combined with motor, defined as a machine which transforms the energy of water, steam, or electricity into mechanical energy—in this instance, is meant the changing of the power of moving air or wind into mechanical energy.
Wind is air put in motion. There are two ways in which the motion of the air may arise. It may be considered as an absolute motion of the air, rarefied by heat and condensed by cold; or it may be only an apparent motion, caused by the superior velocity of the earth in its daily revolution.
When any portion of the atmosphere is heated it becomes rarefied, its specific gravity is diminished, and it consequently rises. The adjacent portions immediately rush into its place to restore the equilibrium. This motion produces a current which rushes into the rarefied spot from all directions. This is what we call wind.
Meteorology is the science which treats of the atmosphere and its phenomena, particularly of its variations of heat and cold, of its winds, etc.
This is the great division of science to which one has to turn when searching for the first principles relating to the operation of aermotor pumps. The vast volumes of air which flow “hither and yon” are controlled by physical laws which act as accurately and unceasingly as those which control and hold in check the seemingly solid substance of the earth itself.
Note.—The portions north of the rarefied spot produce a north wind, those to the south produce a south wind, while those to the east and west in like manner, form currents moving in opposite directions. At the rare spot, agitated as it is by winds from all directions, turbulent and boisterous weather, whirlwinds, hurricanes, rain, thunder and lightning, prevail. This kind of weather occurs most frequently in the torrid zone, where the heat is greatest. The air, being more rarefied there than in any other part of the globe, is lighter, and, consequently, ascends; that about the polar regions is continually flowing from the poles towards the equator, to restore the equilibrium; while the air rising from the equator flows in an upper current towards the poles, so that the polar regions may not be exhausted.
To sum up all observations, it can be said with truth that the sole force immediately concerned in causing the movements of the atmosphere, is gravitation.
So far as the prevailing winds are concerned it has been shown that where pressure is high, that is to say, where there is a surplus of air, out of such a region winds blow in all directions; and, on the other hand where pressure is low, or where there is a deficiency of air, towards such a region, winds blow from all directions in an in-moving special course.
This outflow of air currents from a region of air pressure upon a region of low pressure is reducible to a single principle, as already stated, viz., the principle of gravitation.
A regular east wind prevails about the equator, caused in part by the rarefaction of the air produced by the sun in his daily course from east to west. This wind, combining with that from the poles, causes a constant north-east wind for about thirty degrees north of the equator, and a south-east wind at the same distance south of the equator.
From what has now been said, it appears that there is a circulation in the atmosphere; the air in the lower strata flowing from the poles towards the equator, and in the upper strata flowing back from the equator towards the poles. It may be remarked, that the periodical winds are more regular at sea than on the land; and the reason of this is, that the land reflects into the atmosphere a much greater quantity of the sun’s rays than the water, therefore that part of the atmosphere which is over the land is more heated and rarefied than that which is over the sea. This occasions the wind to set in upon the land, as we find it regularly does on the coast of Guinea and other countries in the torrid zone. There are certain winds, called trade-winds, the theory of which may be easily explained on the principle of rarefaction, affected, as it is, by the relative position of the different parts of the earth with the sun at different seasons of the year, and at various parts of the day.
A knowledge of the laws by which these winds are controlled is of importance to the mariner. When the place of the181 sun with respect to the different positions of the earth at the different seasons of the year is understood, it will be seen that they all depend upon the same principle. The reason that the wind generally subsides at the going down of the sun is, that the rarefaction of the air, in the particular spot which produces the wind, diminishes as the sun declines, and, consequently, the force of the wind abates.
From its importance in practical meteorology Buys Ballot’s law may be stated in these two convenient forms. (1) Stand with your back to the wind, and the center of the depression or the place where the barometer is lowest will be to your left in the northern hemisphere, and to your right in the southern hemisphere. This is the rule for sailors by which they are guided to steer with reference to storms. (2) Stand with the high barometer to your right and the low barometer to your left, and the wind will blow on your back, these positions in the southern hemisphere being reversed. It is in this form that the prevailing wind of any part of the globe may be worked out from the charts.
It is as a source of energy, to be classified with heat, weight of liquids, electricity, etc., that air in motion (as in a windmill) has a place as a prime mover.
Prime movers, or receivers of power, are those pieces or combinations of pieces of mechanism which receive motion and force directly from some natural source of energy. The point where the mechanism belonging to the prime mover ends and that belonging to the train for modifying the force and motion begins may be held to include all pieces which regulate or assist in regulating the transmission of energy from the source of energy.
The useful work of the prime mover is the energy exerted by it upon that piece which it directly moves; and the ratio which this bears to the energy exerted by the source of energy is the efficiency of the prime mover.
In all prime movers the loss of energy may be divided into two parts, one being the unavoidable effect of the circumstances under which the machine necessarily works in the case under consideration; the other the effect of causes which are, or may be, capable of indefinite diminution by practical improvements. Those two parts may be denominated as necessary loss and waste.
The efficiency which a prime mover would have under given circumstances if the waste of energy were altogether prevented, and the loss reduced to necessary loss alone, is called the maximum or the theoretical efficiency under the given circumstances.
In windmills, the air, being in motion, presses against, and moves four or five radiating vanes or sails, whose surfaces are approximately helical or screw shape, their axis of rotation being parallel, or slightly inclined in a vertical plane, to the direction of the wind.
The velocity of the wind determines its pressure, and the pressure of the wind against the sails of the windmill determines the power developed by the mill. A mill of small diameter acted upon by a high pressure develops as much power as a large mill working under a lower pressure.
The mean average velocity of the wind for the entire United States is very nearly eight miles per hour. However, for large areas such as the great plains east of the Rocky Mountains, the mean average is about eleven miles per hour, and yet in certain small areas situated in the mountainous districts the mean average velocity is as low as five miles per hour. Therefore, in selecting and loading a mill, reference should be had to the wind velocity prevailing in that particular locality. In general, windmills loaded to operate in ten-mile winds can be depended upon to furnish a sufficient supply of water.
The variations in the velocity and pressure of the wind are considerable even within a brief time, and sometimes sudden and extreme. Winds of 100 miles per hour and upwards are on record. A very violent gale in Scotland registered by an excellent anemometer a pressure of 45 lbs. per square foot. During the severe storm at London, the anemometer at Lloyd183’s registered a pressure of 35 lbs. to the square foot. The gauge at Girard College, Philadelphia, broke under a strain of 42 lbs. per square foot, a tornado passing at the moment within a quarter of a mile. At the Central Park Observatory, a wind was recorded of 28.5 lbs. pressure per square foot.
If the wind were to blow continuously a very small windmill would suffice to do a large quantity of work and no storage capacity would be required, but when it does blow it is “free” and experience dictates that a mill shall be erected sufficiently large to pump enough water, when the wind does blow, to last over, with the assistance of ample storage capacity.
Average hourly velocity of the wind at following stations of the U. S. Weather Bureau, given in miles per hour:
| Albany, N. Y. | 7 |
| Alpena, Mich. | 9 |
| Atlanta, Ga. | 9 |
| Atlantic City, N. J. | 10.3 |
| Augusta, Ga. | 4.2 |
| Baltimore, Md. | 6 |
| Bismarck, N. D. | 9.4 |
| Boise City, Idaho | 4.2 |
| Boston, Mass. | 10.2 |
| Brownsville, Tex. | 7.4 |
| Buffalo, N. Y. | 10 |
| Cairo, Ill. | 7.6 |
| Cape Henry, Va. | 12.7 |
| Charleston, S. C. | 8 |
| Charlotte, N. C. | 5.6 |
| Chattanooga, Tenn. | 5.5 |
| Cheyenne, Wyo. | 10.5 |
| Chicago, Ill. | 10.5 |
| Cincinnati, Ohio | 6.3 |
| Cleveland, Ohio | 9.6 |
| Columbus, Ohio | 7.6 |
| Davenport, Iowa | 8.5 |
| Denver, Colo. | 6.7 |
| Des Moines, Iowa | 7 |
| Detroit, Mich. | 8.7 |
| Dodge City, Kan. | 11.8 |
| Duluth, Minn. | 7 |
| Eastport, Me. | 0.6 |
| El Paso, Tex. | 6.3 |
| Fort Grant, Ariz. | 7 |
| Fort Sill, I. T. | 10.7 |
| Galveston, Tex. | 10.3 |
| Grand Haven, Mich. | 10.7 |
| Hatteras, N. C. | 14 |
| Helena, Mont. | 6.7 |
| Huron, S. D. | 11 |
| Indianapolis, Ind. | 6 |
| Jacksonville, Fla. | 6.7 |
| Keokuk, Iowa | 8 |
| Key West, Fla. | 9.8 |
| La Crosse, Wis. | 7.3 |
| Leavenworth, Kan. | 7.1 |
| Little Rock, Ark. | 3.6 |
| Los Angeles, Cal. | 4.7 |
| Louisville, Ky. | 7.3 |
| Lynchburg, Va. | 4 |
| Madison, Wis. | 10.2 |
| Marquette, Mich. | 8.7 |
| Memphis, Tenn. | 5.8 |
| Mobile, Ala. | 6.7 |
| Montgomery, Ala. | 5.1 |
| New Haven, Conn. | 8 |
| New Orleans, La. | 7.6 |
| North Platte, Neb. | 10.3 |
| Olympia, Wash. | 3.8 |
| Omaha, Neb. | 8.5 |
| Oswego, N. Y. | 9.6 |
| Pensacola, Fla. | 8.2 |
| Philadelphia, Pa. | 10 |
| Pittsburg, Pa. | 6 |
| Portland, Me. | 8 |
| Portland, Ore. | 5.3 |
| Prescott, Ariz. | 6.5 |
| Red Bluff, Cal. | 7 |
| Roseburg, Ore. | 5.3 |
| Sacramento, Cal. | 6.7 |
| St. Louis, Mo. | 10.3 |
| St. Paul, Minn. | 7.6 |
| St. Vincent, Minn. | 9.4 |
| Salt Lake City, Utah | 5.3 |
| Sandy Hook, N. J. | 14.5 |
| San Diego, Cal. | 5.6 |
| San Francisco, Cal. | 9.4 |
| Savannah, Ga. | 7 |
| Shreveport, La. | 5.6 |
| Spokane Falls, Wash. | 4.7 |
| Springfield, Ill. | 8.7 |
| Vicksburg, Miss. | 5.8 |
| Washington, D. C. | 6.5 |
| Yuma, Ariz. | 6 |
| Yankton, S. D. | 9 |
Note.—Windmills are erected to be operated by the lightest winds. A wind which will carry off smoke will move a windmill; and the absence of a wind of this force means a perfect calm. Mr. Corcoran says: “My experience of thirty years teaches that a calm has seldom, if ever, held sway in this part of the world for a longer period than three days. Consequently, with a tank to hold a three days’ supply, it becomes possible to pass over any number of calms.”

Fig. 460.
Windmills can be divided into two general classes according to the inclination of the shaft: 1, Horizontal mills, in which sails are so placed as to turn by the impulse of the wind in a horizontal plane, and hence about an axis exactly vertical; and, 2, vertical mills, in which the sails turn in a nearly vertical plane, i.e., about an axis nearly horizontal.
On account of the many disadvantages connected with the horizontal windmill, it is seldom brought into use, being employed only in situations in which the height of the vertical sails would be objectionable, and this is liable to occur only in extraordinary cases. In this kind of mill six or more sails, consisting of plain boards, are set upright upon horizontal arms resting on a tower and attached to a vertical axis, passing through the tower at its middle part. If the sails are fixed in position, they are set obliquely to the direction in which the wind strikes them. Outside of the whole is then placed a screen or cylindrical arrangement of boards intended to revolve, the boards being set obliquely and in planes lying in opposite courses to those of the sails. The result is, from whatever direction the wind may blow against the tower, it is always admitted by the outer boards to act on the sails most freely in that half of the side it strikes, or from which the sails are turning away, and it is partly, though by no means entirely, broken from the sails which in the other quadrant of the side are approaching the middle line.

Fig. 461.
Note.—The great objections to the horizontal windmill are: first, that only one or two sails can be effectually acted upon at the same moment; and, secondly, that the sails move in a medium of nearly the same density as that by which they are impelled, and that great resistance is offered to those sails which are approaching the middle. Hence with a like area of sails the power of the horizontal is always much less than that of the vertical mill.
The illustration on page 184, Fig. 460, is a representation of the Corcoran windmill: it contrasts most interestingly with the same apparatus shown in Fig. 459—a windmill of the early part of the 17th century.
The figure below, 462, exhibits in detail the rear view of the Corcoran mill with the governor. As the speed of the wheel increases it swings the “tail” around, so as to bring the wheel at an angle with the direction of the wind; the latter failing to strike the blades squarely communicates less force, and in consequence the speed is diminished; in case of a very high wind the tail turns so as to present the wheel almost edgewise towards the direction of the blast.
Note.—A windmill of this type was erected at a station on the Long Island R. R. to pump 5,000,000 gallons of water yearly. In order to test the work of the windmill, a water meter was attached to the pump during six months, and it was shown that the average work of the windmill had been 22,425 gallons per day, 4,260,750 gallons during the time stated and an average rate of 8,000,000 gallons per year. The weight of water pumped was 16,168 tons gross and was raised to a height of 66 feet, and the work was done without mishap with little attention given to the pumping machinery.

Fig. 462.
Fig. 461 represents a Corcoran double action suction force pump. The base is hollow and contains the suction and discharge valves; a flange at the left-hand side receives the suction pipe while a corresponding flange on the right-hand side connects with the discharge pipe. An air chamber is attached to187 the discharge end. The valves may be reached by removing the bonnets on top of the base.

Fig. 463.
Fig. 463 is intended to represent an Ideal steel tank tower; the tank is herein located near the top. A force pump is used where water is delivered into an elevated tank as in this case; a lift pump is employed to discharge water at the spout and not to elevate above it.
The common term “Windmill pump” distinguishes a wind power pump from a hand pump, the difference being in an extension of the piston rod above the upper guide with a hole for connection with the pump rod from the windmill.
Such a pump, with the “pit-man” extending from the pump upwards into the tower, is shown in Fig. 465. This figure is introduced to show the tank connections with a regulator on the base of a four-post tower. The float in the water tank throws the mill in or out of gear according as the water rises or falls in the tank.
When the tank is filled with water it pulls the mill out of gear and stops the pump; as a result there can be no overflow or waste. The tank is thus not allowed to become empty and permit its drying apart, inducing leakage. But through the medium of the float in the tank, when the water has been lowered but a few inches, the mill is again put in gear and the tank refilled to the desired height, at which the float is set.
Note.—These have long been erroneously termed windmill pumps dating to the time when wind furnished the power for driving the grist mills used in grinding grain, etc. More properly they may now be named windmotors or airmotors.
The syphon pump here illustrated, Fig. 464, is used to force water from shallow wells to elevations. The cylinder or barrel is situated within the standard and very convenient for inspection. It has an air chamber which is detachable.
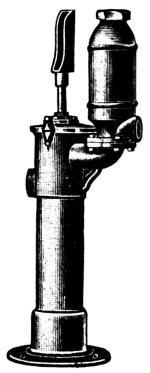
Fig. 464.
The subject of tanks and cisterns is one almost vital to the successful operations of ordinary windmills, owing to the irregularity of the power to be utilized by the use of aermotors.
In another part of this work this important subject will be further explained and illustrated.
One of the most valuable special features of this windmill is its governor. It is so contrived that it insures immunity of the mill from injuries in destructive storms. It consists of a steel coiled spring of great resiliency, located at the base of the vane frame. Its strength is of such a character as to hold the wheel in the teeth of the wind under all ordinary conditions but is sure to yield under greater pressure.

Fig. 465.
USEFUL DATA
RELATING TO THE SIZES AND CAPACITIES OF PUMPING MILLS.
Table I.
| Size of Pumping Mill |
6 | 8 | 9 | 10 | 12 | 14 | 16 | 20 |
|---|---|---|---|---|---|---|---|---|
| No. Gals. water raised 1 ft. hourly, 15-mile wind |
10,000 | 20,000 | 24,000 | 35,000 | 68,000 | 110,000 | 160,000 | 300,000 |
Table II.
Average wind velocity, miles per hour |
4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Co-efficient | 16 | 8 | 5 | 3 | 2 | 1.4 | 1. | .85 | .70 | .60 | .54 | .50 |
Table III.
| Gallons hourly | 35 | 170 | 220 | 260 | 300 | 360 | 420 |
|---|---|---|---|---|---|---|---|
| Cylinder, diam. in. | 2 | 21⁄4 | 21⁄2 | 23⁄4 | 3 | 31⁄4 | 31⁄2 |
| Discharge pipe, diam. in. | 11⁄2 | 11⁄4 | 11⁄4 | 11⁄2 | 11⁄2 | 2 | 2 |
| Gallons hourly | 550 | 850 | 1200 | 2200 | 3400 | 5000 | |
| Cylinder, diam. in. | 4 | 5 | 6 | 8 | 10 | 12 | |
| Discharge pipe, diam. in. | 2 | 21⁄2 | 21⁄2 | 31⁄2 | 4 | 5 | |
Table IV.
| COMPARATIVE POWER OF BACK-GEARED MILLS. | ||||||||
|---|---|---|---|---|---|---|---|---|
| Size of Mill | 4-ft. | 6-ft. | 8-ft. | 9-ft. | 10-ft. | 12-ft. | 14-ft. | 16-ft. |
| Horse-Power | 1⁄12 | 1⁄5 | 3⁄10 | 2⁄5 | 3⁄5 | 1 | 13⁄5 | 23⁄5 |
Table V.
| FORCE OF THE WIND IN POUNDS PRESSURE. | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Velocity | Miles | 8 | 10 | 12 | 15 | 20 | 25 | 30 | 40 |
| Force | Pounds | 1⁄3 | 1⁄2 | 3⁄4 | 1 | 2 | 3 | 41⁄2 | 8 |
Table VI.
| POWER OF THE WIND. | |
|---|---|
| Velocity per Hour. | Pressure per Sq. Foot. |
| 10 Miles | 1⁄2 Lb. |
| 15 „ | 1 „ |
| 20 „ | 2 Lbs. |
| 25 „ | 3 „ |
Table VII.
| GROSS AND EFFICIENT POWER OF 12 AND 14 FOOT WINDMILLS. | |||
|---|---|---|---|
| SIZE OF MILL. | Velocity of Wind. |
Gross Horse-power. |
Net Horse-power. |
| 12-Foot Ideal Power Mill | 10 Miles | 1⁄2 | 1⁄10 |
| 12 „ „ „ „ | 15 „ | 1 | 3⁄5 |
| 12 „ „ „ „ | 20 „ | 2 | 13⁄5 |
| 12 „ „ „ „ | 25 „ | 3 | 23⁄5 |
| 14 „ „ „ „ | 10 „ | 1 | 3⁄5 |
| 14 „ „ „ „ | 15 „ | 2 | 13⁄5 |
| 14 „ „ „ „ | 20 „ | 4 | 33⁄5 |
| 14 „ „ „ „ | 25 „ | 6 | 53⁄5 |
The preceding tables are based upon tests of the Sampson windmill as compiled by its makers, The Stover Manufacturing Co.; they deserve careful study by those planning the introduction of aermotors.
The power of a windmill depends—first, on the diameter of the wheel; and second, on the velocity of wind. To increase the diameter of the wheel is to increase its power in proportion to the area of the squares. Table I gives the horse-power of several sizes of mills working in a fifteen-mile wind: if the wind velocity be increased or diminished, the power of the windmill will increase or decrease in the ratio of the squares of the velocity. Table V will show the comparative power or force of the wind in velocities from eight to forty miles per hour for each square foot of surface.
Rules for approximately determining size of windmill to use.
The daily water consumption must be given as a basis for calculation. Divide this by 8 to find the hourly capacity of windmill, as if loaded aright the mill will pump on an average eight hours daily.
Multiply the quotient by total water lift in feet and with the co-efficient given in Table II.
The product will in Table I show what mill to use.
The size of the cylinder and discharge pipe will be found in Table III.

Fig. 466.
Table I gives the maker’s number of the pumping mill, and the number of gallons each will raise one foot high per hour, with a wind having a velocity of fifteen miles per hour. Example: No. 9 pump will raise 24,000 gallons of water one foot high in one hour. Now if the water is to be raised 50 feet then by dividing 24,000 by 50 the quantity raised becomes 480 gallons per hour.
From Table V it will be seen also that a wind velocity of fifteen miles per hour develops a power three times as great as an eight-mile wind, and a twenty-mile wind is twice as powerful as a fifteen-mile, or six times that of an eight-mile. Hence, a small increase in velocity greatly increases the power of the windmill, while a low velocity gives but little working force.
From Table VI it is seen that a twenty-five mile wind gives six times as much power as a ten-mile wind, but really gives twenty-six times the net efficient power of the ten-mile wind, therefore it will not be proper to calculate on using a power windmill in as low a velocity as ten miles.
From Table VII it is seen that the net efficient result is six times as great in a fifteen-mile wind as in a ten-mile wind, and sixteen times greater in a twenty-mile wind than in a ten-mile wind. Therefore, power windmills give best results when working in fifteen to twenty-five mile winds. A 12-foot power windmill working in a fifteen-mile wind will do more work than an average horse, and when working in a twenty-mile wind will do more work than two average horses.
Example.—A person in Atlanta, Ga. uses 2,600 gallons of water daily. He has a well in which the water stands 30 feet from ground level. To obtain pressure, the water is to be elevated into a tank 50 feet above ground. 2,600 ÷ 8 = 325 gallons to be pumped hourly when windmill works.
Average wind velocity at Atlanta is 9 miles per hour, answering to coefficient 1.4 in Table II, and total water lift is 30 + 50 = 80 feet. 325 × 1.4 × 80 = 36,400 gallons.
If first estimate of 2,600 gallons daily was liberal, so that for instance 2,400 gallons would be sufficient, Table I shows that a 10-foot mill can be used, but to keep on the safe side, choose a 12-foot mill. 325 gallons hourly gives us in Table III 31⁄4-inches cylinder with 2-inches discharge pipe as proper sizes. If the 10-foot mill is chosen take the 3-inch cylinder.
A 14-foot windmill working in a fifteen-mile wind will do more work than two average horses, and when working in a twenty-mile wind will do more work than four good horses, while in a twenty-five mile wind it will do more work than six good horses.
Giving the above tables a practical application, a little thought will disclose what a wealth of power stands unappropriated and ready at hand to do many of the drudgeries of work for which large expenditures are annually made.
The uses of power windmills are so well understood that it seems out of place to elaborate upon them; the brief space allowed to giving information as to the power of this class of mills when working in different wind velocities, is best expressed in tabular form, Table VI.
Fig. 466 represents the working barrel of a deep well pump, such as are used frequently in connection with the larger sizes of aermotors.
The tube is usually made of heavy brass—this is drawn so perfectly, as to size and smoothness, that a re-boring is not needed.
The plunger is here shown with four cup leather packings, with one ball valve; the bottom valve is also a ball with the seat resting within a conical coupling at the bottom, this with a leather packing makes a water tight joint.
Should any accident happen to the bottom valve it may be withdrawn by lowering the sucker-rod until the threaded portion comes in contact with the nut underneath the plunger. By turning the sucker-rod the nut engages the thread on the top of the lower valve-cage. Then by withdrawing the sucker-rod both valves may be drawn up for examination or repairs.

Fig. 467.

Fig. 468. (See page 199.)
This class of pumps differs from the centrifugal pump, which is described and illustrated hereafter, in that it includes a revolving piston, while in the centrifugal pump there is a set of revolving blades which acts upon the liquid in the same way as a fan acts upon the air; the centrifugal pump receives the water in the center and throws it outward, while the rotary gathers the fluid up and leads it towards a central discharge.
The rotary pump substantially corresponds to the pressure blower, and in many cases is simply the rotary engine reversed; while the centrifugal pump is analogous to the fan-blower. The functions of a rotary are almost identical with those of piston and power plunger pumps.
The rotary pump on account of its cleanliness has been quite generally adopted for pumping all heavy liquids, such as starch, paint, soap, gummy oils, beer and hops, sewerage, bleachers, etc.
The rotary pump is used also in places where a piston or steam pump would be objectionable either on account of floor space occupied or for the reason that steam could not be had without too much expense for lifting and forcing water and other liquids which would not nor could not find their way through the tortuous and narrow passages of the average piston and plunger pumps.
For low heads of liquids the rotary is also somewhat more efficient than direct acting pumps and the absence of close fitting parts renders it possible to handle water containing a considerable quantity of impurities, such as silt, grain and gravel. This type of pump is compact and is generally self-contained, especially in the smaller sizes, and will deliver more water for a given weight and space occupied than the reciprocating types, while its simplicity of construction not only lessens the liability to derangement, but enables persons having a limited knowledge of machinery to set up and operate these pumps successfully.
Rotary pumps are driven by means of belts from line shafting and by wheel gearing, and also by direct connection to any prime mover such as a steam or gas engine, hydraulic or electric motor.
Rotary pumps may be divided into several classes according to the forms of, and methods of working the pistons or impellers, as they are usually called, that is, according to the construction and arrangement of the abutments. The abutment receives the force of the water when driven forward by the pistons or impellers and also prevents the water from being carried around the cylinder, thus compelling it to enter the delivery pipe. In the construction of the impellers or pistons, and of the abutments, lie the principal differences in rotary pumps. In some pumps the abutments are movable, and are arranged to draw back, as shown in Fig. 469, to allow the piston to pass. In others the pistons give way when passing fixed abutments, and in others the pistons are fitted with a movable wing, as in Fig. 472, which slides radially in and out when passing the abutment.

Fig. 469.
Pumps of this type having no packing and springs to prevent leakage and in which the pistons work in cylindrical casings or cylinders are quite durable and in many instances have been known to run for months without stopping. The later construction of this pump is shown in Fig. 470; this design of pump is more economical, as a rule, owing to the fact that the strain on the belt is uniform at all points in the revolution of the pistons.
Fig. 467, page 194, represents one of the oldest and most efficient forms of the rotary pump. Cog wheels, the teeth of which are fitted to work accurately into each other, are inclosed197 in an elliptical case. The sides of these wheels turn close to those of the case so that water cannot enter between them. The axle of one of the wheels is continued through one end of the case (which is removed in the figure to show the interior) and the opening made tight by a stuffing-box or collar of leather. A crank is applied at the end to turn it, and as one wheel revolves it necessarily turns the other, the direction of their motions being indicated by the arrows. The water that enters the lower part of the case is swept up by the ends of each cog in rotation; and as it cannot return between the wheels in consequence of the cogs being always in contact there, it must necessarily rise in the ascending or forcing pipe.
Fig. 468 represents a pump similarly constructed to the foregoing, but having cams shaped so as to reduce the wear.
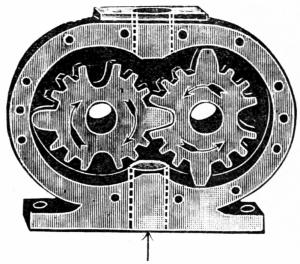
Fig. 470.
In Eve’s pump, shown in Fig. 469, a solid or hollow drum, A, revolves in a cylindrical case. On the drum are three projecting pieces, which fit close to the inner periphery of the case. The surface of the drum revolves in contact with that of a smaller cylinder, B, from which a portion is cut off to form a groove or recess sufficiently deep to receive within it each piston as it moves past. The diameter of the small cylinder is just one-third that of the drum. The axles of both are continued198 through one or both ends of the case, and the openings made tight with stuffing-boxes. On one end of each axle is fixed a toothed wheel of the same diameter as its respective cylinder; and these are so geared into one another, that when the crank attached to the drum-axle is turned (in the direction of the arrow) the groove in the small cylinder receives successively each piston, thus affording room for its passage, and at the same time, by the contact of the edge of the piston with its curved part, preventing water from passing. As the machine is worked, the water that enters the lower part of the pump through the suction-pipe is forced round and compelled to rise in the discharging one, as indicated by the arrows. Other pumps of the same class have a portion of the small cylinder cut off, so that the concave surface of the remainder forms a continuation of the case in front of the recess while the pistons are passing; and then, by a similar movement to that in the figure described, the convex part is brought in contact with the periphery of the drum until the return of the piston.
Note.—In the year 1825, one Mr. J. Eve, an American, took out a patent in England which was practically the beginning of the modern era of rotary engines and pumps. His pump consisted chiefly of a revolving cylinder having three teeth or projections and revolved within a case. A second and smaller cylinder was also placed within this case. The smaller cylinder had one side scooped out to permit each of the teeth upon the large cylinder to pass as they came opposite the small cylinder. The two shafts being geared together the small cylinder was caused to revolve three times to one of the large so that the teeth might pass the small cylinder without interruption.

Figs. 471 and 472.
The next improvement in rotary pumps is shown in Fig. 470, page 197. This type was used for many years as a fire pump. The Silsby fire engine of the present day is practically this pump in design although it has packing strips in the center of each of the long teeth of the elliptical gears.
Following Eve’s invention were a series of claims which embodied the design shown in the engraving, see Fig. 471, where a sliding partition or abutment, A, was used to imprison the steam. As the piston or inside cylinder turned around, the abutment was pushed up and fell of its own gravity. A strip of metal supported this abutment and furnished a suitable wearing surface upon the surface of a revolving cylinder and also accommodated itself to the tilting motion introduced by the eccentricity of the revolving cylinder.
In Fig. 472 the sliding abutment has been placed in the side of revolving cylinders and the axis of this cylinder is in its center. In this case the abutment is pushed in by its pressure upon the inside of the case and is thrown out by its centrifugal force assisted by spiral springs.
The engraving, Fig. 468, gives a view of Gould’s rotary pump, with the case removed; long practical experience has demonstrated that the revolving cams or pistons are of such a shape as to produce the minimum of friction and wear with the greatest results.
The cases which receive these cams are engine lathe turned and bored and so true and smooth that the cams when in operation create almost a perfect vacuum and will “pick up” water for a long distance and hold it efficiently. The cams are carefully and accurately planed to mesh into each other to fit their case.
It is a point worth noting that if a little good oil be put into the case of these pumps before and after using at first, or simply to pump air with the oil a few times, the cams become as hard upon the surface as tempered steel, and are almost unaffected by long use afterwards. Drip plugs are provided for draining pumps in cold weather. To do this, turn the cams backward a single revolution to release all water.
The Taber pump is one of the best known of the rotary class. It consists of three parts only, that is to say, (1) the outside shell or case, (2) the piston, and (3) the valves.
Referring to the engravings herewith (Figs. 474 to 481), the200 outside case or shell, A, is made either of brass or iron as the case may be, Fig. 476, bored out at F to receive the piston, C, Fig. 478, to which power is applied at G.

Fig. 474.
This cylinder has two heads or covers, BB, Figs. 475 and 477, which close the cylinder and has journal bearings to carry the piston combined with packing boxes to prevent leakage of the liquid passing through the pump. The valves, Figs. 479, 480 and 481, DDD, are plates of composition which slip through the piston fitting neatly into the slots, EE, Fig. 478.

Figs. 475-477.

Fig. 478.

Figs. 479-481.
These valves really perform the work of pumping. It will be observed that substances which would easily clog up an ordinary pump with clack valves, will pass through this pump202 without difficulty; there are no springs in this pump, nor will it get out of order with the average treatment, and it pumps all kinds of liquids, either thick or thin, such as are found between the two extremes of water, and brewers’ grains.
It is designed to handle a large amount of fluids and semi-fluids under a medium pressure, and being well balanced it may be run fast or slow as desired.
Directions for setting and operating Taber pumps.
1st. Bolt pump firmly to the floor, and if possible set it so that the liquid runs into it, which will add very much to the life and duty of the pump.
2nd. See that all parts are well oiled.
3rd. Experience has proved that common candle wick soaked in tallow is the best material with which to pack rotary pumps. The wick should be double and twisted into a compact rope and driven into the boxes as tightly as possible with a piece of hard wood tapered to fit the box. Such a tool as described is furnished with each pump. Do not under any circumstances use iron calking tools which mar the bearing and causes them to quickly cut out the packing.
4th. If from any cause the pump should become clogged, do not use a lever in starting it. Remove the plug from bottom and work the pulley back and forth till the pump is relieved. If this does not free it, remove the outside head and all parts will be accessible.
Note.—Many of the modern breweries are built with the hop-jack situated upon the upper floors of the brewery, to which the beer and hops mixed are pumped, and the beer allowed to flow directly to the coolers. This pump has been very successfully installed for the past five years, pumping in some breweries 90 feet in height above the pump. The handling of wet brewers’ grains by use of chain conveyors, which are seldom free from infection and which are a continual source of annoyance from breakage, is now overcome by this pump. All styles of these pumps can be washed out clean after use, thereby overcoming entirely the noxious smell so disagreeable to this part of the brewery when conveyors are used. There should be a fall of six to eight feet from the wash-tub into the pump and as nearly perpendicular as possible. Right angle bends in the discharge pipe should also be avoided. By using twenty-four-inch bends wet grains at 70% moisture can be pumped without additional water.
When putting heads back on the pump use ordinary newspaper for packing, nothing thicker, as thicker packing destroys the suction.
Prevent all leaks in suction pipe which would impair the vacuum.
The suction should furnish an uninterrupted supply to the pump, to enable the pump to throw its full capacity. Never use pipes smaller than the openings in pump.
Open all drips in cold weather to prevent freezing.
All packing boxes should be kept in order and never allowed to leak.
The illustration, Fig. 482, page 204, represents a rotary pump of the Holyoke pattern to be attached by a clutch to a line shaft—the gears, as shown, are merely to transmit the power to the impellers. The safety valve with lever and weight, shown in the cut, are designed to be attached to the discharge pipe to guard against over pressure, which might occur through the closing of valves.
Fig. 483 shows an emergency pump of the Holyoke rotary pattern. It is of the same general design as the one previously alluded to. It is driven directly from the line shaft by friction gearing instead of toothed wheels. The hand wheel attached to the end of a screw is used to press the smaller friction wheel against the larger and thus transmit the power to drive the pump.
This mechanism is not liable to injury by being thrown instantly into gear in case of fire, as would be the case if gear wheels were used.
These pumps are largely used in mills located in the Eastern United States, as they may be started up in a few moments at full speed without slowing down the engine or motor driving the line shaft.
The shaft bearings are all made of large proportions to avoid heating and excessive wear when suddenly put under full load.

Fig. 482.

Fig. 483.
Figs. 484 and 485 are views of a rotary pump driven by steam and largely used for fire apparatus. These pumps are in general use in mills and factories, and can be installed wherever the necessary steam and water supply are available.
The pump is built on a rigid iron base plate, and is furnished with air chamber, water-pressure gauge, oil feeders and everything necessary to make it complete and ready for permanent steam and water connections. The discharge outlets can be adapted for forcing water through either pipe or hose.
A perspective view of this pump is given in Fig. 484 and a sectional plan of the same appliance appears in Fig. 485.
Both engine and pump are of the rotary type and the construction of these parts is precisely as described in connection with its adaptation to use in the Silsby steam fire engine.
These pumps can be thoroughly drained and, with their interior surface well coated with oil and No. 2 pure Graphite, they can be “laid up” indefinitely and with certainty as to their starting promptly when wanted in an emergency. Water accumulated in the steam pipe will pass through this cylinder without causing damage, and the free action of the pump will not be defeated by the “sticking” of valves or the corrosion of exposed parts.
In the operation of rotary pumps trouble is often experienced through an improper adjustment of the ends of the case. If the case is too long there will be leaks of water pass the ends of the impellers and on the other hand if the case is too short the ends of the impellers will bind and cut, through excessive friction. Hence great care is necessary in adjusting the ends of the case so that the pump may run freely yet without leaks. The packing boxes around the shafts must not be screwed up too tight otherwise the shaft will be injured.
It has been found by costly experience that for emergency fire pumps leather belts are unreliable, hence these two pumps, Figs. 482 and 483, are driven by direct connection with the shaft in the first instance and through cast iron friction gearing in the second.

Fig. 484.

Fig. 485.—See page 205.

Fig. 486.—See page 210.
The engraving, Fig. 487, shows Root’s rotary pump. This has two impellers which are geared together and each turn at equal speeds towards one another at the top. The engraving, Fig. 488, also shows a Root pump with two impellers each having three wings or lobes. The pump proper consists of half circles, AA, with air chambers, DD, cast with them, the head plates, B, carrying the bearings, and the revolvers, CC, together with shafts, EE. The shafts carry involute gears at each end which keep the lobes of the two impellers in their relative positions, and rotate them. Either shaft may be made the driving shaft and to deliver water, as shown by the arrows in the cross section, the shafts revolve so that the tops move toward one another.—Same as in the preceding case.

Fig. 487.

Fig. 488.
The action of this pump is as follows: the suction pipe on starting, being full of air, the first few revolutions of the pump expel the air until the required vacuum is formed, which allows atmospheric pressure to raise water into the pump. It then flows between the case and the lobes into the space, F, and is carried by the impellers to the discharge edge of the case, point, G, where it enters the discharge pipe. Each succeeding lobe brings up an amount of water equal to spaces, FF, thus delivering the contents of the six at each revolution. The irregular form of210 the lobes keeps them in contact at the center line, thus preventing the return of water into the suction below.
Heads of water from 10 to 250 feet are successfully handled by this type of pump, with a slip of from 5 to 15 per cent., according to the discharge pressure.
The three-lobe impellers provide a double lock against the return of water between the case and impellers, at the same time allowing a very free inlet and outlet for the water. The delivery of water from this pump is smooth and continuous.
The large engraving, Fig. 486, page 208, shows the exterior of this same pump with journal bearings and gears encased at each end. This pump may be driven by motor or engine.
Large rotary pumps for dredging purposes with their engine equipment for salt water service, include surface condenser outfits with air pumps, feed pumps, fire pumps, etc. The dredges for fresh water are very large cross-compound engines, double-acting air pumps and jet condensers with the usual complement of vertical duplex feed pumps, fire pumps, etc. The air pumps are of a very novel arrangement, inasmuch as it is possible by the manipulation of valves and cocks provided for the purpose to separate the pumps and run one side entirely independent of the other side. These dredges are self-propelling and sea-going; some of them are fitted with immense bins in which the dredged material is deposited, and when full, the vessel propels herself out to deep water, dumps the sand or mud and steams back to repeat the operation.
Note.—The operation of these machines is very interesting. A long flexible tube 12 to 15 inches in diameter drops down from the side of the vessel 20 to 30 feet or more to the bottom of the river or harbor upon which the dredging operation is being performed. The upper end of this tube is connected to an immense rotative centrifugal pump revolving at several hundred revolutions per minute and capable of handling many hundreds of tons of water per hour. The lower end of the tube is manipulated from the vessel against the sand bars and mud banks and as the water is sucked upward by the centrifugal pumps a very large proportion of sand and mud goes with it. The centrifugal pumps discharge this water with its suspended material into the tanks on board the vessel or into scows, where the heavy material quickly settles to the bottom, the water flowing back into the sea.
The mixture of sand and water which is drawn up the suction pipe is forced a distance of 3,800 feet through a 30-inch pipe to the place where it is to be deposited; the water draining off allows the solid matter to remain.
The centrifugal pump raises the liquid to be displaced, by means of a rapidly revolving fan having two or more blades straight or curved, fastened upon a shaft and fitting closely into a case having an inlet for water at the end center and an outlet at one side or on top of the case tangent to the circle described by the fan.
Most people are practically acquainted with the principle of the centrifugal pump, viz., that by which a body revolving round a center tends to recede from it, and with a force proportioned to its velocity: thus mud is thrown from the rims of carriage wheels, when they move rapidly over wet roads; a stone in a sling darts off the moment it is released; a bucket of water may be whirled like a stone in a sling and the contents retained even when the bottom is upwards.
The earliest history of the centrifugal pump cannot be traced, but it is known that centrifugal machines for lifting liquids were in use during the latter part of the seventeenth century. About 1703, Denis Papin, the famous French engineer, designed his “Hessian Suck,” a form of centrifugal pump embodying nearly all of the essential features of the present-day machine. Drawings of this pump are in existence which show that Papin was not only a designer of no mean ability, but that he had a good comprehension of the principles with which he was dealing. After Papin there seems to have been no further development of his ideas until 1818, when the earliest prototype of the present form of centrifugal was brought out in Massachusetts and has since been known as the “Massachusetts pump.” This pump was of the type designated “volute,” and was provided with double suction openings and an open impeller. It was re-invented by Andrews and others in 1846, and was shortly afterwards introduced into England by Mr. John Gwynne.
Note.—The term “volute” so frequently used in connection with these means “a spiral scroll of plate.”
Centrifugal pumps have now attained a degree of perfection, which makes them a serious rival of the plunger pumps. The high-class turbine pumps of to-day are simply machines in which the water is given a velocity which is partially changed to pressure before discharge, and the pump is designed so that the well-known actions, outlined above, proceed along natural lines, which are, to use the common phrase, lines of least resistance. It is simply a question of careful design.
The modern pump causes the water to flow along paths naturally due to the forces acting and to guide the stream in such a way as to avoid the production of eddies and whirls within itself which so enormously cut down the efficiency.

Fig. 489.
The blades now take the form of “impellers” which have warped surfaces whose form is the result of careful calculation, and the water, after leaving the impellers, is guided by vanes of equally and carefully calculated form. It is owing to the correct form of the guide vanes that the nearly perfect conversion of velocity into pressure head is possible, and this is the principal factor which produces the high efficiency shown in tests.
When pumping against high heads, the units are arranged in stages or series. The discharge from one is led to the inlet of the next in series, the separate units being usually mounted on one shaft, and the whole really forms one machine. In this manner heads approaching 2,000 feet are worked, still preserving the high efficiency which in some cases reaches between 80 and 90 per cent.
The ability to generate such pressures enables them to be used for feeding boilers, and their efficiency particularly commends them for this purpose.

Fig. 490.
The centrifugal pump is the converse of the turbine water-wheel. Its development has been analogous to that of the steam turbine in that both were abandoned in favor of reciprocating machines before having been thoroughly exploited; the pump because the principles of its action were not clearly understood, and the steam turbine because of mechanical difficulties in its construction.
Opposite the title page of this book can be seen a representation of a centrifugal wheel of ten thousand horse power; it will repay the careful student to consult also page 133 of part one of this work for the details of this enormous machine; the curious will also be interested in an early form of the centrifugal pump to be seen in Fig. 489 and its description in the Note on page 214.

Fig. 491.

Fig. 492.
Where large quantities of water are to be moved quickly and more especially in cases where the water is impure and contains floating matter, as well as sand, mud, coal and the like, as in wreckage, the centrifugal pump has its peculiar advantages. It is suited particularly for use in tanneries, paper mills, dry docks, corporation work such as building sewers, sand dredging, and with water that contains large quantities of solid matter held in suspension. Pumps used for these purposes have to be primed on starting, and the suction pipe should be as short as possible. Long suction pipes very much impair the efficiency of this type of pump. They will draw water upwards of twenty feet but nothing like the full capacity of the pump can be realized under such circumstances. It is always better to lower the pump as much as possible and force the water instead of trying to suck it.
Note.—Upon page 212 is represented one of the very earliest types of a turbine pump, an account of which is left by Ewbanks, to whose book on hydraulics credit should be given for the figure. “This pump consists of tubes united in the form of a cross or letter T placed perpendicularly in the water to be raised. The lower end is supported on a pivot; perforations are made to admit the water, and just above them a valve to retain it when the pump is not in motion. The ends of the transverse part are bent downward to discharge the water into a circular trough, over which they revolve. To charge it the orifices may be closed by loosely inserting a cork into each and then filling the pump through an opening at the top which is then closed by a screw-cap. A rapid rotary motion is imparted to the machine by a pulley fixed on the axis and driven by a band, from a drum, &c. The centrifugal force thus communicated to the water in the arms or transverse tube, throws it out; and the atmosphere pushes more water up the perpendicular tube to supply the place of that ejected. These pumps are sometimes made with a single arm like the letter L inverted; at others quite a number radiate from the upright tube. It has also been made of a series of tubes arranged round a vertical shaft in the form of an inverted cone. A valuable improvement was submitted by M. Jorge to the French Academy in 1816. It consists in imparting motion to the arms only, thus saving the power consumed in moving the upright tube, and by which the latter can be inclined as circumstances or locations may require.”
Centrifugal pumps designed to raise clean water alone should not be used for any other purpose, that is to say, pumps for handling more or less solid matter mixed with the water have much more clearance in the case than those for pumping215 clean water. The fan is also made differently so that it cannot be clogged up by lumps of coal, gravel, and sticks of wood. The accompanying engravings, Figs. 490, 491 and 492, illustrate these ideas, showing the three progressive grades of fans for the kinds of work alluded to.
Fig. 490 shows a fan with hollow arms for clean water only.
Fig. 491 shows the disc type of fan for water containing grit, pulp, etc.
Fig. 492 exhibits a fan used in dredging pumps used for all sorts of stuff that will pass through the connecting pipes.

Fig. 493.
There are two general types of centrifugal pumps, viz., 1, single suction, Fig. 493, in which the suction pipe enters the end of case parallel to, and in line with its center; 2, the double suction, Fig. 494, in which the suction pipe is divided forming a U shape and enters the case at both sides of the center.
The single suction is used for clear water only, while the double suction will pass everything that enters the suction pipe—see engravings.
When the pump is located above the water, it has to be primed before it will raise water. For these purposes an ejector, or exhauster, is frequently employed, which will exhaust the air and draw water up from the required depth. The arrangement of the ejector is illustrated at A, in Fig. 496, and is the smallest and most convenient contrivance that can be used for this work. It is screwed into the highest part of the pump, and is connected by a separate steam pipe to boiler. In a short time after turning on steam, the pump will be primed, the pump remaining stationary during the operation of priming.

Fig. 494.
To prevent air returning through the discharge pipe, a check valve, B, is used. For larger pumps a gate valve is generally employed here.
A foot valve fitted with a strainer to keep out obstructions likely to clog the pump should be used as it keeps the pump primed and ready for immediate use.
The general form of the blades is of great importance in this type of pump, because the water is driven through the fan partly by the pressure of the blades on the water and partly by centrifugal force. The ratio which each of these forces bears to the other varies in the same pump, depending upon the proportion the speed bears to the height of it. With low lifts and high speed the water is discharged with but little rotary motion, the resistance to the outward motion of the water being so small that the oblique action of the blades is sufficient to effect the discharge without imparting to the water the same speed of rotation as is given to the fan. The principal object in217 this type of pump is to effect the discharge of as large a volume of water as possible with the least rotary motion. The power absorbed in imparting the latter motion is not given up later on and consequently is lost, while the rotary motion tends to impede the flow of water.

Fig. 495.
The passage through the pump should be so timed as to produce a gradually increasing velocity in the water until it reaches the circumference of the fan, then a gradually decreasing velocity until it is discharged from the pipe. These conditions218 are met by having a conical end to the suction pipe, and a spiral casing surrounding the fan. The form of the casing should be such that the water flowing round the casing will move with the same velocity as that issuing from the fan; the casing enlarges from that locality into the discharge pipe.
A small increase in the number of revolutions of the fan after the pump commences to discharge produces a large increase in the volume of water delivered.
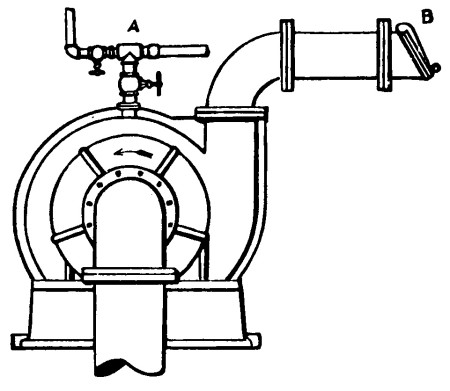
Fig. 496.—For description see page 216.
Fig. 495, upon the previous page, is intended to show a Boggs & Clarke hydraulic dredging or sand centrifugal pump. This is a heavy strong pump fitted with flap valve, without close fitting joints, but with ample room for the water to wash away the sand from the working parts. The cut shows the pump with ejector for priming and large elbow to discharge through. The pump is lined with sheet steel fitted so that it can be easily and cheaply replaced. The diameters in which these pumps are made run from 4 to 12 inches inclusive.
Table.
| Size of Pump | Pipe Size of Flanges | Size of Pulley | Capacity per Hour Cubic Yards Sand |
|
|---|---|---|---|---|
| Discharge | Suction | |||
| 4 | 4 | 5 | 12 × 10 | 30 to 40 |
| 5 | 5 | 6 | 12 × 10 | 40 to 60 |
| 6 | 6 | 8 | 18 × 12 | 60 to 80 |
| 8 | 8 | 10 | 24 × 12 | 80 to 125 |
| 10 | 10 | 12 | 30 × 12 | 150 to 250 |
| 12 | 12 | 14 | 36 × 14 | 250 to 400 |

Fig. 497.
Smaller sizes for pumping sand and gravel are made with cast chilled linings with chilled piston, and brass covered shaft especially adapted for stone and marble mills to carry the sand to the saws, or for mining where there is a large quantity of sand to be pumped with water.
The table will convey an idea of the capacity, sizes, etc.
For pumping sand or heavy material the speed of pump should be increased 25% more than for water.

Fig. 498.
The engraving Fig. 497 exhibits a steam-driven centrifugal pump of an approved design constructed by the Morris Machine Works.
This pump is directly connected to the engine and has a double suction. Pumps directly connected to engines are to be preferred over belt-driven pumps when conditions of elevation, etc., will allow, as they are self-contained, take up less space and are more economical.
The figure 498 shows a 20-inch hydraulic dredge, directly connected to a 450 horse-power triple-expansion engine. A hydraulic dredge consists mainly of a centrifugal pump with its driving engine and boiler, and hoisting machinery for handling suction pipe and boat; the pump in operation creates a strong suction flow in the suction pipe, sufficient to pick up the material and draw it into the pump, from which it is again delivered through the discharge pipe any distance to point of delivery, and can at same time be elevated to reasonable heights. Sand, mud, silt, etc., are readily picked up by the suction force only, but where material is packed it must first be agitated.
Table.
| Diameter Discharge Opening |
Capacity, Gallons per Minute |
Elevations in Feet up to |
Size Steam Cylinder | Size Steam Pipe, Inches |
Size Exhaust Pipe, Inches |
|
|---|---|---|---|---|---|---|
| Diameter | Stroke | |||||
| 2 | 120 | 25 | 3 | 3 | 3⁄4 | 1 |
| 21⁄2 | 180 | 25 | 3 | 3 | 3⁄4 | 1 |
| 3 | 260 | 25 | 3 | 3 | 3⁄4 | 1 |
| 4 | 470 | 25 | 4 | 4 | 3⁄4 | 1 |
| 5 | 735 | 25 | 5 | 5 | 1 | 11⁄4 |
| 6 | 1050 | 30 | 5 | 5 | 1 | 11⁄4 |
| 8 | 2000 | 30 | 8 | 8 | 11⁄2 | 21⁄2 |
| 10 | 3000 | 10 | 6 | 6 | 11⁄4 | 11⁄2 |
| 10# | 3000 | 40 | 12 | 10 | 21⁄2 | 3 |
| 12 | 4200 | 20 | 9 | 9 | 2 | 3 |
| 12 | 4200 | 30 | 12 | 10 | 21⁄2 | 3 |
| 12# | 4200 | 40 | 14 | 12 | 3 | 31⁄2 |
| 15 | 7000 | 30 | 14 | 14 | 3 | 4 |
| 15* | 7000 | 22 | 12 | 10 | 21⁄2 | 3 |
| 18 | 10000 | 30 | 15 | 10 | 4 | 5 |
| 18* | 10000 | 20 | 12 | 12 | 31⁄2 | |
| 20 | 12000 | 20 | 14 | 14 | 3 | |
| * Low-Lift Pumps. # Special High-Lift Pumps. | ||||||
The steam shovel, bucket or elevator dredge will do efficient service in raising material, but none are capable of delivering the material except within a very short radius of the dredging operation. The centrifugal dredge not only raises the material, but also delivers it at the place wanted, at one operation. Besides, it is practically impossible to build any other type with the enormous capacity that some hydraulic dredges have.

Fig. 499.
Fig. 499 is a perspective view of a centrifugal vertical pump of the submerged type. This pump is used largely by contractors in excavations and coffer dam work and for keeping pits drained.
A double suction centrifugal pump, driven directly by a steam engine, is shown in Fig. 497; these are generally and very satisfactorily used for circulating water through surface223 condensers and the cooling pipes in refrigerating systems. The engine and pump thus combined occupy small floor space and consequently little masonry is required for a foundation.

Fig. 500.
The Buffalo centrifugal pump is shown in Fig. 500. These are built by the Buffalo Forge Co. in two types, viz., the submerged and the suction; the latter is the one shown in the cut. The suction type is employed for pumping from mines, pits, etc., and all places where the supply will not allow of a horizontal pump to be used, or in others where the supply is either below the pump, or sometimes above and at other times below. This type possesses merit above the submerged design in that it will work equally well, when set either above or below the liquid to be pumped.
Multi-stage centrifugal pumps. Experience has demonstrated that by placing several pumps together and discharging from one into the other, water can be delivered to almost any224 height. For a long time after the introduction of centrifugal pumps, it was supposed that about sixty feet was the limit for their economical working, owing to the high speed at which they had to be run to accomplish the results desired.
It was a discovery of importance, that by coupling two or more pumps in series, so that each pump worked against only a part of the total delivery head, water could easily be raised to even two thousand feet or any reasonably high head with satisfactory efficiency. Pumps connected in this way will throw more water at a given speed than when operated separately, and are therefore attended by less wear and tear.

Fig. 501.
Pumps worked in series are built compound, triple or quadruple as required by service either belt driven or directly connected to engines. Owing to the fact that they have no valves or absolutely close-parts, they are able to pump muddy or gritty water with sand in suspension, and are, therefore, especially in the vertical type, the only ones that can be successfully used for draining deep mines.
Fig. 501 is designed to illustrate a four stage centrifugal pump, or a quadruple compound pump capable of lifting water 250 feet.

Fig. 502.
Explanation of diagram page 225. In determining the requirements best suited as regards rotation of shaft and connection with the suction and discharge pipes, in installing a pump, the figure 502, will be found a convenience. It is important to run the most direct pipes with the least number of elbows or bends.
The diagram relates particularly to the centrifugal pumps made by the Morris Machine Works of Baldwinsville, N. Y.; the principle is, however, of general application. In making use of the diagram each number represents a particular design. See Note.
How to determine right-or left-hand pumps. If, when standing at the suction end of pump, looking over the pump shell toward the pulley, the top of the shaft revolves from right to left, or against the hands of clock, the pump is right-hand, and from left to right, or with the hands of clock, it is left-hand.
Directions for erecting and running centrifugal pumps. Place the pump as near suction water as possible, and limit suction lift to 20 feet or 25 feet.
Erect the pump so that the pump shaft is level; in bolting to foundation be careful that the frame is not sprung. See that the bearings are clean and well oiled. The suction pipe and stuffing-boxes must be air-tight.
Never use pipes smaller than those represented by the flanges on the pump; avoid elbows or bends as much as possible; if discharging long distances, use pipes one or two sizes larger than ordinary.
Whether a foot valve is used or not, a strainer should be attached to the suction pipe to prevent large substances from entering, that might choke or clog the pump, but be careful that suction area is not contracted.
Note.—In viewing diagrams on page 225 you are supposed to stand at the outer half of pump shell looking over pump towards the pulley or engine, if directly connected. The pump can be swiveled around the frame, so that, for instance, if you order pump per diagram No. 50, it can after receipt be made Nos. 51, 52 or 53.
Run the pump in proper direction, as indicated by arrows cast on the pump shell.
If the combined length of suction and discharge pipe is more than 50 feet, the speed must be increased to overcome friction.
Before starting, prime the pump so that suction pipe and pump are filled with water.
Warm water can only be raised by suction to moderate heights, and if very hot it must flow to the pump. To prevent freezing in cold weather, drain by unscrewing plug provided in the bottom of the pump shell.
Sometimes a pump when first started will deliver a good stream of water, which gradually diminishes in volume until it stops entirely. One reason for this is a leak in suction pipes or stuffing-box of pump, or, when suction primer is used, in the hand pump stuffing-box. Another reason might be that the pump lowers the suction supply, thus increasing the lift until there is not sufficient speed for the elevation. If the pump works indifferently, delivering a stream obviously too small, it is generally because the pump was not properly primed and some air remains in the top part of pump shell. Unless primed by steam ejector, the pet cock or plug found on top of pump shell should always be open while priming, and the pump must not be started until water flows out of same.
Note.—“One feature or fact in centrifugal pumping that is overlooked or not known to many makers, is that water will not enter a pump when the impeller vanes sweep over the inlet way and are driven at high speed. To illustrate this, one can not thrust a cane or lath through the spokes of a rapidly revolving wheel. European centrifugal pumps with their small impellers and consequent high speed of rotation, are especially liable to this repelling action, and very often are wholly inefficient from this cause. One maker who claims a high duty for his pumps, attaches a screw at the sides of the impeller to coax the water into the pump, and the idea is a good one if the difficulty is not otherwise provided for. In this way a pump can be made of smaller diameter for a given duty, but it is commonly inferior to a larger one for the same work.”—Industries.
A pump with horizontal top discharge and short length of discharge pipe is sometimes difficult to start, especially if suction lift is high, owing to the fact that the water is thrown228 out of the pump shell before the water in the suction pipe has got fairly started, thus allowing air to rush back into the pump. If the pump is to work under this condition, it is better to use a pump with a vertical discharge and deliver through an elbow, or else lead the discharge pipe upward for a short distance so as to keep a slight pressure, or head on the pump, and after priming as high as possible start quickly.
Generally nothing is gained by running a pump above the proper speed required for a given elevation.
In addition to what is said in connection with the priming device illustrated on page 218, numerous other methods have been adopted to suit pumps of various designs. The accompanying engravings represent those largely used.
Fig. 1 illustrates a multi-stage turbine pump with ejector for priming. The ejector is connected to the highest point on the pump casing, and either steam, air or water under pressure may be employed in it to produce a vacuum.
Fig. 2 shows an auxiliary hand pump mounted on top of the discharge casing. When the pump is ready to start, the gate valve on the discharge is closed, and by operating the hand pump a vacuum is produced and water drawn in, filling the suction pipe and casing.
The method of priming shown in Fig. 3 may be resorted to where a foot valve is used on the suction pipe. Water is allowed to run into the pump until it reaches the discharge flange, when the supply is shut off, and the pump may be started.
After the pump has been properly primed, it should be started before the gate valve on the discharge is opened. When full speed is reached, the discharge gate may be slowly opened, and the pump will perform its work.
Note.—The Worthington centrifugal pumps are divided into three classes, viz.: Conoidal, Volute and Turbine.
The Conoidal Centrifugals (named from the cone-shaped impeller) are designed especially for low lifts and large deliveries and are adapted to irrigation work, the handling of sewage and similar purposes. They are comparatively inexpensive and operate at high rotative speeds, making possible direct connection to electric motors. For heads up to 30 feet they are unexcelled in the pumping field.
The Volute Centrifugals (illustrated on page 232) are built for medium lifts, but for all capacities. Since they run at moderate speeds, diffusion vanes are not needed, but the volute casing has been carefully designed to obtain high efficiency and 86% has been shown under test. These pumps are recommended for heads up to 70 feet, although they will safely withstand 150 feet.
It is always best to use a foot valve in connection with centrifugal pumps where the lift is more than three to four feet, and even under these low lifts where long suction pipes are used to conduct water long distances, foot valves should always be used to keep the pump and suction pipe charged.

Figs. 1, 2 and 3.

Fig. 503.
The Turbine Pump is suited to very high lifts, even exceeding 2,000 feet. An admirable example of this class of pumps is described in the following paragraphs:
The Worthington turbine pump has been developed by a long series of experiments. The diffusion vanes which form the distinguishing feature, take the place of the usual whirlpool chamber and assist in bringing the water to rest without internal commotion or shock. They correspond in function to the guide vanes of turbine water-wheels. One of the difficulties presented by high-lift centrifugal pumps has been the great peripheral speed required when only a single impeller is employed. This has been overcome by mounting a number of discs or impellers, each operating in a separate chamber, upon a single shaft and passing the water through the impeller chambers in succession. The lift can thus be multiplied three, four or five times, while the number of revolutions is kept within bounds. It has been demonstrated that on the same work and within reasonable limits, multi-stage centrifugals are more efficient than single-stage pumps, the increased efficiency being due to a decrease in the frictional losses coincident with the reduced peripheral speed of the impeller.
It is well known that the turbine water wheel was perfected less by mathematical processes than by intelligent cut and try methods. It has been the same with the turbine pump, whereby the vanes and passages have been shaped and tested by practical experiments, followed in each case by comparison of results. The constant aim has been to avoid eddies and secure a favorable discharge of the water.
Note.—At the St. Louis World’s Exposition three of the 36-inch Worthington turbine pumps, each of a capacity of 35,000 gallons per minute against 160 feet head, supplied the Grand Cascade.
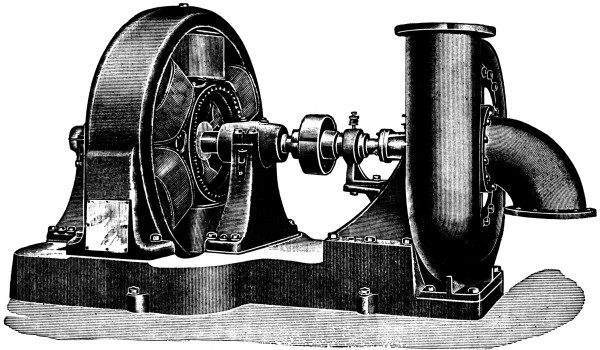
Fig. 504.
233 The ills. on the opposite page (Fig. 503), which represents in outline a Worthington turbine pump, indicates the difficulty of exactly and mathematically designing such a mechanism. In the system shown only suction and discharge pipes are employed, the water entering axially and issuing radially. The impellers remain in perfect longitudinal balance regardless of their number or the head against which the pump is operated, this balancing of the impeller being secured by an ingenious system of “triple vanes.”
The diffusion vanes. In the Worthington turbine pump the efficient conversion of energy is assured by an original system of diffusion vanes disposed in the throat opening between the periphery of the impeller and the annular casing, in much the same manner that guide vanes are placed in a reaction turbine water-wheel. These vanes form tangential, expanding ducts from which the fluid emerges at about the velocity existing in the chamber. They also eliminate all drag and friction between the periphery of the rapidly revolving impeller and the slowly moving water in the discharge chamber.
The turbine pump has created an entirely new field of application for centrifugal pumps, embracing mine drainage, water-works, and numerous other services where rotary pumps are desirable but have not been employed, owing to their former limited efficiency at high heads.
As a sinking or station pump for mine service, the turbine pump is ideal. There are no valves, guards or springs, no reciprocating parts, and, most important of all, there is no contact surface in the machine except the shaft and its bearings. The design is such that parts subjected to the action of mine water may be made of acid-resisting metal, and, when desired, lead-lined.
Note.—The space occupied by the turbine pump is less than one-third of that required by a reciprocating pump of equal capacity, and the first cost, including the motor for driving, is only about one-half. Since there are no rubbing surfaces exposed to the water, the pump will run for years without renewal or repairs. In case of accident, the parts are so few and the construction so simple that any part of the machine can be replaced in less than one hour. The cost of attendance is reduced to the minimum, since the only necessary attention is to see that the pumps and motors are properly lubricated. The simplicity and reliability of the centrifugal pump make it especially suitable for isolated stations.

Fig. 505.

Fig. 506.

Fig. 507.—See page 241.
Turbine pumps of excellent design (Fig. 507) of high efficiency are built by the Byron Jackson Machine Works of San Francisco, California. The operating elements of these pumps are rotating impellers containing spirally-curved water passages, and fixed guide passage between successive impellers. The water enters the passages of each impeller at the center and by the rotation is forced out into a collecting chamber surrounding the periphery of the impeller. The ducts which lead the water from there back to the center of the next impeller are suitably curved to act as guide passages, similar in action to the guide buckets of a turbine. The water then enters the next impeller parallel with the shaft, its rotary motion having been transformed by the guide passages into rectilinear motion.
Fig. 509, a drawing of a vertical pump in section, shows the relative arrangement of impellers (marked A) and guide passages (B). This pump has the suction entrance at the top; the discharge leaves the collecting chamber of the last (lowest) impeller tangent to the circle. The shaft rests in a thrust bearing at the top, and is further held by bearings formed in the successive sections of the case. At the bottom it is provided with a special balancing arrangement, described here after.

Fig. 508.
Each impeller, where it joins the guide passages of the preceding case section, is fitted into the case so as to form as tight a joint as possible without introducing any great frictional resistance to rotation. With the exception of the entrance opening, the external surface of the impeller is exposed to the delivery pressure, so that there is a resultant upward pressure on each impeller, equal to the area of its entrance multiplied by the difference between the entrance and discharge pressures of that stage. If all the impellers are alike, the total upward thrust is equal to the product of entrance area multiplied by the total head on the pump. The pumps are so proportioned that this upward thrust slightly exceeds the weight of the rotating portion, consisting of impellers and shaft. The excess of upward pressure, however, is relieved by the balancing device located at the lower end of the shaft, with the result that the239 rotating part is precisely balanced, thus relieving the thrust bearing of all load while the pump is running.
The balancing device referred to consists of two chambers, C and D, formed centrally in the bottom of the lowest section of the pump case. The large chamber, C, encloses a projecting hub, E, on the lower surface of the impeller. This hub of course rotates with the impeller, and the joint between the hub and the walls of the chamber is, therefore, loose enough to allow water from the delivery side of the last impeller to leak into chamber, C, and establish the full discharge pressure in that chamber. The small lower chamber, D, contains a plug, H, which may be adjusted endways by means of screws. The forward end of this plug fits closely into a recess in the face of the hub, E, which recess, communicates, by way of the hollow central part of the hub and the passage, g, with the entrance side of the last impeller.
The action of the device is as follows: when chamber, C, becomes filled with water, or rather when leakage through the joint around the tube, E, has raised the pressure in the chamber, C, to the delivery pressure, the total upward pressure on the impellers is greater than the total weight of the rotating part of the pump. The rotating element is therefore lifted until the recess in hub, E, is raised clear of the plug, H. In this position the pressure in chamber, C, is relieved through the passage, g, with the result that the rotating element again settles down over the adjusting plug, H. As this action tends to recur, a position of equilibrium is established near the point where the plug just enters the recess in the hub, E. The precise position of this point may be altered by the adjusting screws of the plug, H, thereby adjusting the endwise position of the impellers in the casing. When the pump is not in operation, of course the upward pressure of the water does not act, and the weight of the rotating part must be carried by the thrust bearing.

Fig. 509.
When these pumps are built with horizontal shaft, the unbalanced pressure which is thus turned to account in the vertical pump becomes harmful and must be avoided. The arrangement240 by which this is accomplished is shown in Fig. 510, where the letters, A and B, designate respectively the impellers and the guide passages as before. The rear of each impeller, that is, the side opposite the entrance opening, bears a short annular projection, S, fitting within a similar ring, t, projecting from the casing. The circular chamber formed by these two rings communicates, through holes, V, in the web of the impeller, with the entrance side of the impeller. The chamber being241 slightly larger than the entrance opening of the impeller, it serves to eliminate all thrust on the impeller in the direction of the suction (since the remainder of the external surface is exposed to the discharge pressure), and produces instead a small thrust directed toward the discharge end.
This small resultant thrust is taken up by a balancing device at the end of the shaft precisely similar to that used in the vertical type of pump, as previously described. The balancing action thus secured serves to fix the endwise position of the rotating part; moreover, it affords sufficient margin to compensate for longitudinal thrusts which may result from causes such as slightly non-central position of the impellers in their casing.
Pumps of this design are built for heads of from 100 to 2,000 ft., the number of separate impellers or “stages” being properly proportioned to the head. About 100 to 250 ft. head per stage appears to be allowed. A high efficiency of working, from 70 to 80%, is said to be realized.
The horizontal two-stage pump shown in Fig. 507 is one built for the water-works of the city of Stockton, Cal., to deliver 1,500 gallons per minute against a head of 140 ft., at 690 r. p. m. It is driven by a 75-HP. induction motor of the Westinghouse Electric & Mfg. Co. type, of Pittsburg, Pa. Pump and motor are mounted on a common base, and their shafts are solidly coupled. This pump was guaranteed to have an efficiency of at least 75%, but we are informed by the manufacturers that the official test showed it to have an efficiency of 82%.
The vertical pump of four stages, shown in Fig. 508, has a discharge capacity of 450 gallons per minute and delivers against a head of 500 ft. The same type of pump, however, will work against heads up to 800 ft. The mounting of the pump in the present instance is at the bottom of a 200-ft. pit; the pump shaft leads vertically to the surface, where it is driven by belt. A closely similar installation has been made, where two vertical three-stage pumps operate under a head of 310 ft. The pumps are located in a 30-ft. pit, and their shafts are extended242 to the surface, where they carry each a 200-HP. induction motor mounted directly on the shaft. The balancing action of the pump was in this case designed to be sufficient to carry the entire weight of the rotating part, that is, motor, shaft and pump impellers.

Fig. 510.

Fig. 511.—See page 251.
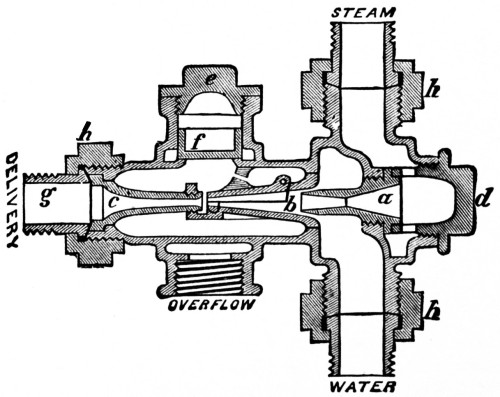
Fig. 512.—See page 251.
This consists, in its most simple form, of a steam nozzle, the end of which extends somewhat into the second nozzle, called the combining or mixing nozzle; this connects with, or rather terminates in, a third nozzle or tube, termed “the forcer.” At the end of the combining tube, and before entering the forcer, is an opening connecting the interior of the nozzle at this point with the surrounding space. This space is connected with the outside air through a check valve, opening outward in the automatic injectors, and by a valve termed the overflow valve. The injector nozzles are tubes, with ends trumpet mouthed to receive and deliver the fluids with the least possible loss by friction and eddies.
As a thermodynamical machine, the injector is nearly perfect, since all the heat received by it is returned to the boiler, except a very small part which is lost by radiation; consequently its thermal efficiency should be in every case nearly 100 per cent.
Note.—The operation of the injector is based on the fact, first demonstrated by Giffard, that the motion imparted by a jet of steam to a surrounding column of water is sufficient to force it into the boiler from which the steam was taken, and, indeed, into a boiler working at a higher pressure. The steam escaping from under pressure has, in fact, a much higher velocity than water would have under the same pressure and condition. The rate of speed at which steam travels—taking it at an average boiler pressure of sixty pounds—when discharged into the atmosphere, is about 1,700 feet per second. When discharged with the full velocity developed by the boiler pressure through a pipe, say an inch in diameter, the steam encounters the water in the combining chamber. It is immediately condensed and its bulk will be reduced say 1,000 times, but its velocity remains practically undiminished. Uniting with the body of water in the combining tube, it imparts to it a large share of its speed, and the body of water thus set in motion, operating against a comparatively small area of boiler pressure, is able to overcome it and flow into the boiler. The weight of the water to which steam imparts its velocity gives it a momentum that is greater in the small area in which its force is exerted than the boiler pressure, although its force has actually been derived from the boiler pressure itself.

Fig. 513.—See page 252.

Fig. 514.—See page 251.
All injectors are similar in their operation. They are designed to bring a jet of live steam from the boiler in contact with a jet of water so as to cause it to flow continuously in the direction taken by the steam, the velocity of which it in part assumes, back into the boiler and against its own pressure.
There are three distinct types of live steam injectors, the “simple fixed nozzle,” the “adjustable nozzle,” and the “double.” The first has one steam and one water nozzle which are fixed in position but are so proportioned as to yield good results. There is a steam pressure for every instrument of this type at which it will give a maximum delivery, greater than the maximum delivery for any other steam pressure either higher or lower.
The second type has but one set of nozzles, but they can be so adjusted relative to each other as to produce the best results throughout a long range of action; that is to say, it so adjusts itself that its maximum delivery continually increases with the increase of steam pressure. The third type, double injectors, are those in which the delivery from one injector is made the supply of a second, and they will handle water at a somewhat higher temperature than single ones with fixed nozzles. The double injector makes use of two sets of nozzles, the “lifter” and “forcer.” The lifter draws the water from the reservoir and delivers it to the forcer, which sends it into the boiler. All double injectors have fixed nozzles.
The action of the injector is as follows: Steam being turned on, it rushes with great velocity through the steam nozzle into and through the combining tube. This action causes air to flow from the suction pipe, which is connected to the combining tube, with the result that more or less vacuum is formed, thus inducing a flow of water.
Note.—The motive force of the injector is found in the heat received from the steam. The steam is condensed and surrenders its latent heat and some of its sensible heat. The energy so given up by each pound of steam amounts to about 900 thermal units, each of which is equivalent to a mechanical force of 778 foot pounds. This would be sufficient to raise a great many pounds of water against a very great pressure could it be so applied, but a large portion of it is used simply to heat the water raised by the injector. The above explanation will apply to every injector in the market, but ingenious modifications of the principles of construction have been devised in order to meet a variety of requirements.

Fig. 515.—See page 252.

Fig. 516.—See page 252.
After the water commences to flow into the injector it receives motion from the jet of steam; it absorbs heat from the steam and finally condenses it, and thereafter moves on through the forcer tube simply as a stream of water, at a low velocity compared with that of the steam. At the beginning of the forcer tube, it is subjected only to atmospheric pressure, but from this point the pressure increases and the water moves forward under a diminished velocity.
That the condensation of the steam is necessary to complete the process will be evident, for if the steam were not condensed in the combining chamber, it would remain a light elastic body and, though moving at high speed, would have a low degree of energy.
Some injectors are given special names by their makers, such as ejectors and inspirators, but the term injectors is the general name covering the principle upon which all these devices act. The exhaust steam injector is a type different from any of the above-named, in that it uses the exhaust steam from a non-condensing engine. Exhaust steam represents fourteen and seven-tenths (14.7) pounds of work, and when the steam entering the injector is condensed the water is forced into the boiler upon the same general principle as in all injectors.
The injector can be, and frequently is, used as a pump to raise water from one level to another. It has been used as an air compressor, exhauster and also for receiving the exhaust from a steam engine, taking the place, in that case of both condenser and air pump.
The injector is not an economical device, but it is simple and convenient; it occupies a very small space, is not expensive and entirely free from severe strains on its durability; moreover, where a number of boilers are used in one establishment, it is very convenient to have the feeding arrangements separate, so that each boiler may be a complete generating system in itself and independent of its neighbors.
The following text is intended to describe the instruments illustrated on pages 244, 246, 248 and 250.

Fig. 517.

Fig. 518.
The “Manhattan” automatic injector is shown in perspective and outline upon page 244. This instrument is made by Messrs. Schaeffer & Budenberg of New York City.
This injector is designed for portable and semi-portable engines and boilers, and is also adapted for stationary boilers requiring no high lift. Its main features are simplicity and positive automatic action. It works under pressures ranging from 30 to 150 lbs., either lifting or non-lifting.
The letters in the outline cut refer to the parts:
a. Steam Nozzle.
b. Combining Nozzle with Flap.
c. Delivery Tube.
d. Screw Cap.
e. Cap Screw for Overflow.
f. Overflow Valve.
g. Tail Pipe.
h. Tail Pipe Nut.
The “Peerless” automatic injector is shown on page 246. This is, in effect, the same instrument as the “Manhattan” except it has a steam spindle with handle to regulate the flow of steam. See figure 514.
Two classes of Peerless injectors are made, viz.:
Class A—for high pressures ranging from 50 to 200 pounds.
„ B— „ low „ „ „ 20 to 80 „
and they are stamped accordingly.
They are adapted for any service requiring the lifting of water.
Class A is made for lifts up to 12 feet.
„ B „ „ „ 8 „
but if so ordered, they can be arranged for higher lifts. They may also be used as non-lifting injectors.
The temperatures of feed water taken by these injectors, if non-lifting or at a low lift, can be as follows:
| PRESSURE. | |||
|---|---|---|---|
| 35 to 45 | 50 to 85 | 90 | 105 lbs. |
| TEMPERATURE. | |||
| 144 to 136 | 133 to 130 | 129 | 122° F. |
| PRESSURE. | |||
| 120 | 135 | 150 lbs. | |
| TEMPERATURE. | |||
| 118 to 113 | 109 to 105 | 104 to 100° F. | |
The spindle acts as a valve for the steam inlet; an extra seam valve is therefore not absolutely required, but recommended for convenience of detachment.
The letters in Figs. 520-533, page 254, relate to the names of “the parts” of the Peerless injector.
a. Steam Nozzle.
b. Combining Nozzle with Flap.
c. Delivery Tube.
e. Cap Screw for Overflow.
f. Overflow Valve.
g. Tail Pipe.
h. Tail Pipe Nut.
j. Screw Plug with Stuffing-Box.
k. Follower Nut on Plug j.
l. Packing Sleeve to j.
m. Steam Spindle.
n. Crank to Spindle m.
o. Screw Nut to Spindle m.
p. Handle to Crank n.
The Monitor injector, Fig. 513, page 246, was designed originally for locomotive work. It consists mainly of two parts, viz., 1, the lifting device which raises the water into the injector and, 2, the forcing device which “picks up” the water and causes it to flow into the boiler.
The Metropolitan double tube injector is shown in the two figures on page 248.
These are made by the Hayden & Derby Mfg. Co. This instrument is of the double-tube design and in that particular resembles the Korting injector described on page 264. Both the lifting and forcing, as well as the overflow valves are controlled by one handle.
The Metropolitan single tube injector is represented by the Figs. 517 and 518, page 250. The internal parts of this injector, as may be seen from the sectional engraving, are stationary. The steam is regulated by the handle, K, which is attached to the stem, M; the water supply adjusts itself automatically.
The capacity of the leading injectors is nearly the same under similar working conditions as represented by the following
Table.
| Size of Pipe Connections. |
Gallons per Hour. Maximum. |
Gallons per Hour. Minimum. |
|---|---|---|
| 3⁄8 inch. | 85 | 50 |
| 1⁄2 „ | 165 | 75 |
| 3⁄4 „ | 350 | 130 |
| 1 „ | 580 | 325 |
| 11⁄4 „ | 900 | 425 |
| 11⁄2 „ | 1750 | 750 |
| 2 „ | 2850 | 1150 |
The figure below shows how the connections or piping should be made in attaching the Manhattan and Peerless injectors.
The dotted lines indicating pipe and fittings in connection with the suction represent the way the water supply is to be received from a tank located above the level of the injector.

Fig. 519.
The makers of these two instruments have kindly furnished the following general rules to govern their connection with steam supply:
1. Place injector in a horizontal position. (See illustrations 512 and 514.) The flap nozzle must in all cases open upward in direction of air valve. In taking injectors apart be careful to replace it in that position.
2. Take steam from the highest part of boiler; never connect to pipes furnishing steam for other purposes.
3. Have all joints perfectly tight, especially the suction pipe, as no injector will lift water unless atmospheric air is excluded.
4. Have all pipes thoroughly cleaned from red or white lead and scale before the injector is connected; it will save trouble afterwards.
5. All pipes must be of the same or larger diameter than the corresponding parts of injector.
6. Avoid all short bends, and have all pipes as short and straight as practicable.
7. Use a strainer at the end of suction pipe; the holes in the strainer should be small, but their total area larger than the area of the supply pipe.
8. Insert stop valves in suction, steam and delivery pipes, to facilitate disconnection in cleaning injector and check valve in delivery pipe.

Figs. 520-533.
9. Have valve stems packed well; they often leak.
10. To remove incrustations caused by water containing lime or other impurities, place parts for a reasonable time in a bath of mineral oil or diluted muriatic acid consisting of 4 parts of water to 1 part of acid.
Note.—The lettered parts shown above apply to both the “Manhattan” and the “Peerless” injectors. See page 252 for the names of the parts corresponding with the letters.
The exhaust steam injector utilizes the escaping vapor from the engine cylinder, hence the saving in fuel and water is very marked where certain conditions are favorable.
It condenses by means of the smallest possible quantity of cold water the largest possible quantity of exhaust steam and puts it into the boiler without the aid of any other power than the exhaust steam itself. It can be attached to any class of non-condensing engine, and its use increases the power both of the engine and boilers.

Figs. 534 and 535.
It is worked by waste steam, just as ordinary injectors are worked by live steam from the boiler.
The first cost and subsequent wear and tear of pumps are avoided. The power required to work pumps, of whatever construction, is saved: the exhaust injector doing the same work by the condensation of waste steam.
The waste steam, in passing through the injector, heats the feed-water to a temperature of about 190° F. The condensation in the injector of so large a quantity of waste steam reduces256 back pressure considerably, and necessarily increases the power of the engine.
It is not uncommon for these injectors to form a vacuum of a half-inch of mercury within the exhaust pipe, which of course helps the engine to that extent.

Fig. 536.—See page 260.
These injectors work with great success on stationary engines and boilers, also on steamers, tugs, dredges, etc., as their operation during the roughest weather is not affected by the motion of the vessel.
The high pressure exhaust steam injector is shown in Figs. 537 and 538—the last being an outline exhibiting the internal arrangement of the instrument: these injectors are made to work at all pressures up to and not exceeding 150 lbs. to the square inch.

Fig. 537 and 538.
The high pressure exhaust steam injector is worked by waste steam up to 75 lbs. pressure only, and a little live steam is introduced at the top of the injector to force water against pressures higher than 75 lbs. It will be noticed from sectional cut that the live steam does not come in contact with the water until after the exhaust steam has been condensed and has done its work. The exhaust steam alone gives an impetus to the water equal to 75 lbs.; it also heats it up to about 190° F. Its advantages are the same as those of the plain exhaust injector, the heat of the small jet of live steam which is used to overcome the excessive pressure being brought back into the boiler.
It raises the temperature of feed-water up to 90° Fahr. if working against a pressure of 105 lbs., and up to 86° Fahr. against 120 lbs. boiler pressure. It is regulated in the same manner as the plain exhaust steam injector.
It is not necessary to use live steam while working against any pressure below 75 lbs., when exhaust steam alone will suffice.
Fig. 539 represents the piping of the high pressure exhaust steam injector, the operation of which is described in the following paragraphs:
This injector can be worked under various conditions.
1. If boiler pressure does not exceed 75 lbs. per square inch, exhaust steam only is required. In this case steam is admitted by valve A.

Fig. 539.
2. For pressures exceeding 75 lbs. exhaust steam is admitted as before, also a little live steam, slowly, by valve C.
3. If engine is not running, live steam is gradually admitted by valve B, so that it may expand in pipe F. In case of high boiler pressure additional live steam is introduced by valve C.
To start this injector.
1. Open steam valves as described.
2. Then open water valve.
3. Regulate water valve, and, if necessary, screw up or down nut R at the lower end of injector until overflow ceases.
If desired, a gauge indicating both pressure and vacuum (a compound gauge) can be furnished with exhaust steam injectors.
Table of Sizes.—Pipe Connections.
| Size of Injector |
Delivery in Gallons per Hour |
Inside Diameter of Pipes. | |||
|---|---|---|---|---|---|
| Branch for Exhaust |
Water Supply Pipe |
Feed-Water Pipe |
Live Steam |
||
| No. 2 | 60 | 11⁄4 inch | 1⁄2 inch | 3⁄4 inch | 1⁄4 inch |
| „ 21⁄2 | 120 | 11⁄2 „ | 3⁄4 „ | 1 „ | 1⁄4 „ |
| „ 3 | 175 | 11⁄2 „ | 3⁄4 „ | 1 „ | 1⁄4 „ |
| „ 4 | 300 | 2 „ | 1 „ | 11⁄4 „ | 3⁄8 „ |
| „ 5 | 480 | 21⁄2 „ | 1 „ | 11⁄4 „ | 3⁄8 „ |
| „ 6 | 680 | 21⁄2 „ | 11⁄4 „ | 11⁄2 „ | 3⁄8 „ |
| „ 7 | 920 | 3 „ | 11⁄4 „ | 11⁄2 „ | 1⁄2 „ |
| „ 8 | 1200 | 31⁄2 „ | 11⁄2 „ | 2 „ | 1⁄2 „ |
| „ 9 | 1550 | 4 „ | 2 „ | 21⁄2 „ | 1⁄2 „ |
| „ 10 | 1920 | 41⁄2 „ | 2 „ | 21⁄2 „ | 3⁄4 „ |
| „ 12 | 2800 | 6 „ | 21⁄2 „ | 3 „ | 3⁄4 „ |
| „ 20 | 10000 | 10 „ | 4 „ | 41⁄2 „ | 11⁄4 „ |
| (OR LARGER) | |||||
The ejector is a low lift pump; it works on the same principle as that of an injector. It has less parts than the latter and is less expensive. The following table applies to ejectors.
Table.
| Size | Discharge Pipe |
Suction Pipe |
Steam Pipe |
Steam jet Diameter |
Capacity per Hour, in Gallons |
|---|---|---|---|---|---|
| No. 1 | 1⁄2 in. | 3⁄4 in. | 3⁄8 in. | 11⁄100 in. | 300 |
| „ 2 | 3⁄4 „ | 1 „ | 3⁄8 „ | 15⁄100 „ | 500 |
| „ 3 | 1 „ | 11⁄4 „ | 1⁄2 „ | 20⁄100 „ | 750 |
| „ 4 | 11⁄4 „ | 11⁄2 „ | 1⁄2 „ | 25⁄100 „ | 1,200 |
| „ 5 | 11⁄2 „ | 2 „ | 3⁄4 „ | 30⁄100 „ | 1,700 |
| „ 6 | 2 „ | 21⁄2 „ | 3⁄4 „ | 40⁄100 „ | 3,000 |
| „ 7 | 21⁄2 „ | 3 „ | 1 „ | 50⁄100 „ | 5,000 |
| „ 8 | 3 „ | 4 „ | 1 „ | 60⁄100 „ | 7,500 |
| „ 9 | 4 „ | 5 „ | 11⁄4 „ | 80⁄100 „ | 10,000 |
| „ 10 | 5 „ | 6 „ | 11⁄2 „ | 1 „ | 14,000 |

Figs. 540 and 541.
The accompanying Figs. 540 and 541 represent an ejector with a foot strainer. The table, page 259, gives an idea of its pipe sizes and capacities.
Application of ejectors. The Fig. 536, page 256, shows two ejectors applied in different ways. One is mounted to lift and force water, and the other to force only; the latter is submerged in the water to be elevated, and placed in a vertical position to reduce the condensation of operating steam to a minimum. In both of these examples of the use of the device it will be noted a strainer is attached to the suction pipe. The arrows show the direction of the flow of both the steam and water.
Certain ejectors will not work well when the steam pressure is too high. In order to work at all the steam must condense as it flows into the combining tube. Therefore, when the steam pressure is too high, and the heat is very great, it is difficult to effect complete condensation; so that for high pressure steam good results can only be obtained with cool water. It would be well when the feed water is too warm to permit the ejector to work right, to reduce the pressure, and consequently the temperature of the steam supply, as low pressure steam condenses quickly, and therefore can be employed with better results than high pressure steam.
Note.—This instrument is marketed as “Van Duzen’s steam jet pump” (Cincinnati, Ohio), and credit should be given the makers for the useful table on page 259.
For high elevations and high temperature of liquids, ejectors should be submerged from three to six feet; the suction pipe should always be provided with a strainer and the makers of the instruments recommend the placing of a check valve in the force pipe to facilitate the cleaning of the suction pipe by steam, when made necessary through the raising of impure substances.
To start the ejector open the steam valve slowly until the suction works satisfactorily, when full amount of steam should be quickly admitted.

Fig. 542.

Fig. 543.

Fig. 544.
A double tube ejector is represented in Fig. 542. This is calculated to use steam economically by reason of its having two tubes, besides it is well made and properly proportioned to raise water to high elevations.
Fig. 543 is a cheaper form of apparatus and is designed to elevate water to very moderate heights and where a saving of steam is not of so much consequence as in localities where the price of coal is high.
The jet pump presented in Fig. 544 is another compact form of this style of ejector and is adapted for its own particular class of work which is but little known to those unaccustomed to use these appliances.
When working either an injector or ejector from a long lift or with a long pull through horizontal piping, it takes several minutes to exhaust the air from the pipe when steam is turned on, resulting in a considerable waste of steam each time the injector is started. This waste can be done away with by the use of a foot valve.

Fig. 545.

Fig. 546.

Fig. 547.
Universal double-tube injector (original Korting injector). This instrument is the combination of two jets (see Figs. 545 and 546); it is proportioned for extreme temperature and for quick and strong action, which includes maximum high suction. The discharge is into the upper jet, where the water receives the additional strong impulse to carry it into the boiler. The pressure and volume from the lower jet corresponds to the steam pressure, and this is as it should be to answer the requirements of the upper or forcing jet. The varying volume insures the proper working at high steam pressure as well as at low, and an increased pressure admits of increased high temperature.
The action of the injector is thus explained; its favorable operation is due to the double-tube principle; the pieces composing the Korting injector are shown in the numbered cuts, page 263, and the names of the parts are given below.
Number and name of piece. 1, Body; 2, handle lever; 3, side rods; 4, connecting fork; 5, cross head for shaft; 6, nuts for cross head; 7, starting shaft; 8, nuts; 9, yoke bar; 10, lower steam valve; 11, upper steam valve; 12, lower steam nozzle; 13, upper steam nozzle; 14, lower water nozzle; 15, upper water nozzle; 16, front body caps; 17, side body caps; 18, overflow nozzle; 19, check valve compressor; 20, overflow valve compressor; 21, stuffing-box; 22, fol. for stuffing-box; 23, nuts for stuffing-box; 24, cross head for overflow; 25, links for overflow; 26, pin for links; 27, screws; 28, bell cranks; 29, coupling nuts; 30, pipe unions; 31, spanner wrench; 32, sokt. nozzle wrench; 33, un. for cop. pipe.—Regulator complete replaces pieces 10 and 16.
Table.
| Size No. |
Size of Iron Pipe. |
Steam 50 lbs. | Steam 100 lbs. | Steam 150 lbs. | Size of Copper Pipe. |
||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Gals. | H. P. | Gals. | H. P. | Gals. | H. P. | ||||||
| 00 | 1⁄8 | 33 | 7 | 48 | 10 | 60 | 12 | 1⁄4 | |||
| 0 | 1⁄4 | 83 | 17 | 101 | 20 | 112 | 22 | 3⁄8 | |||
| 1 | 3⁄8 | 112 | 23 | 143 | 30 | 180 | 36 | 1⁄2 | |||
| 2 | 1⁄2 | 172 | 35 | 210 | 40 | 232 | 46 | 5⁄8 | |||
| 3 | } | 3⁄4 | { | 278 | 56 | 338 | 70 | 397 | 80 | } | 7⁄8 |
| 31⁄2 | 398 | 80 | 472 | 95 | 547 | 110 | |||||
| 4 | 1 | 533 | 108 | 622 | 125 | 720 | 150 | 11⁄8 | |||
| 5 | } | 11⁄4 | { | 675 | 136 | 802 | 160 | 922 | 190 | } | 11⁄2 |
| 6 | 825 | 165 | 990 | 200 | 1125 | 230 | |||||
| 7 | } | 11⁄2 | { | 1072 | 215 | 1372 | 289 | 1612 | 320 | } | 13⁄8 |
| 8 | 1388 | 280 | 1800 | 360 | 2115 | 430 | |||||
| 9 | } | 2 | { | 1688 | 340 | 2100 | 420 | 2475 | 500 | } | 21⁄4 |
| 10 | 2025 | 400 | 2438 | 500 | 2850 | 570 | |||||
Note.—The above table relates to the double tube injector.
The acid syphon pump, shown in Fig. 548 below, is used by many chemical works, in lifting their acids and other chemicals to be conveyed to any part of the building. The machine is made of lead, encased in an iron shell for strength, and fitted with a platinum steam nozzle to give that part durability.
This device is named a syphon pump because it becomes a syphon by turning down the delivery pipe and making that end longer than the suction end. The apparatus, shaded in the figure, is really a jet pump and it is simply used to operate the syphon, i.e., by turning on the steam the acid will flow through the syphon. At this point the steam should be shut off and the flow of acid will continue.
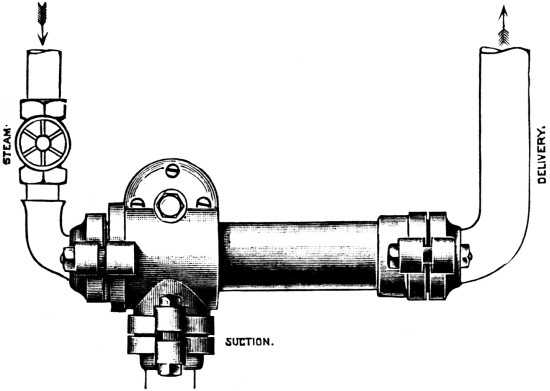
Fig. 548.
Noiseless Water Heater. This instrument, Fig. 549, is used for warming of liquids; it avoids the noise that is otherwise caused by the action of steam led for that purpose direct into cold liquids.
In operation, the liquid is drawn through the holes in body and discharged through shank, causing a circulation of the liquid in tank.
Table of Dimensions.
| Number of Noiseless Water Heater | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|
| Diameter of Steam Pipe, inch | 3⁄4 | 1 | 11⁄4 | 11⁄2 | 11⁄2 | 2 |

Fig. 549.
Water Pressure Ejector. This instrument, Fig. 550, is worked by water pressure and used to advantage in excavations, cellars, etc., where water pressure can be had and the required elevation does not exceed 12 feet. It has to be inserted into the water pressure pipe in such a manner that it will be entirely covered by the water to be raised. It will raise double the quantity of water which it obtains from the pressure pipe, i.e., it will deliver two gallons for every one it receives from the pressure pipe.

Fig. 550.
Table of Dimensions.
| Number of Water Pressure Ejector | 1 | 2 | 3 |
|---|---|---|---|
| Capacity, gallons per hour | 375 | 600 | 1,275 |
| Size of Water Pressure Pipe, inch | 1⁄2 | 3⁄4 | 1 |
| Size of Delivery Pipe, inch | 1 | 11⁄2 | 2 |

Fig. 552.
The original pulsometer was an instrument called by that name for measuring the force and frequency of the pulse; it was invented in 1626 by Santovio of Padua, Italy. The term has been largely applied to a form of vacuum pump, soon hereafter to be described; this has a pulsative action—like a heart beat. The pulsometer, the aqua-thruster, the pulsator, and other regular double acting two oval reservoirs (one filling while the other is discharging) automatic condensing steam vacuum pumps are all patterned after the Thomas Savery pump shown in Fig. 552; this was patented in England in 1698. It is thus described:
“The upper end of the suction pipe shown at the mouth of the pit consists of two branches, which are connected to similar branches on the lower part of the forcing pipe N. The suction valves are at B A and the forcing ones at E F, all opening upwards. Between these valves two short curved tubes connect the bottoms of the receiver I M with the branches, as represented, and two other bent tubes, P Q, unite the top of the receivers with the boiler H. On top of this boiler, and forming a part of it, is a stout round plate, having two openings of the same size as the bore of the tubes last mentioned. In these openings the two steam tubes P Q terminate. Between the openings, and on the under side of the plate, is a movable disk, which by a short arm is connected to an axle and moved by the long lever shown on the top of the boiler; so that by moving this lever the disk can be made to open or close either opening, so as to admit or exclude steam from the receivers, and answering every purpose of a three-way cock.

Fig. 553.
“The face of the disk is ground smooth, so as to fit close to the under side of the plate, against which it is pressed by the steam. The perpendicular axle by which the disk is turned passes through the plate, and the opening is made tight by a stuffing-box. (The plate and movable disk are represented in the small figure at the top, one of the openings, Q, being covered270 by the disk and the other, P, exposed.) A small cistern, U, is placed over the receivers, and kept supplied with cold water from the forcing pipe by means of a ball cock, viz.: a cock that is opened and shut by a ball floating in the cistern. From the bottom of this cistern a short pipe, T, proceeds; and to it is connected, by a swivel joint or stuffing-box, another one at right angles. This pipe furnishes water to condense the steam in the receivers, over both of which it can be moved by the rod attached to the plug of the cock as shown in the figure. The upper cistern denotes the place where the water raised by the engine is to be discharged.
“A communication is made between the boilers by a syphon or bent tube, R, whose legs extend nearly to the bottom of the boilers. In the leg within the small boiler is a valve opening upwards, which permits the water of G to pass into H, but prevents any returning from the latter. When the attendant wishes to inject into H a fresh supply of water, he increases the little fire kept up under the boiler G (which is always kept supplied with water by the pipe S), and as soon as the liquid boils and the force of the steam exceeds that in H, the contents of G, both steam and hot water, are forced through the valve; and thus H is kept supplied without the action of the machine being stopped.
“The cock on the pipe S is then opened, the small boiler again charged, and the water becomes gradually heated; so that by the time it is wanted in the other boiler, a small addition to the fuel quickly raises its temperature, and it is again forced in as before. The quantity of water in the boilers was ascertained by gauge cocks. These were inserted at the top (see figure) and pipes soldered to them descended to different depths.”

Fig. 554.
The modern pulsometer is a low-service pump, and is not recommended for duties exceeding about eighty feet total vertical service. With this limitation, its uses are many and various and for some purposes it is particularly adapted. Years of practical work with the pulsometer, under widely different conditions, have demonstrated the merits claimed for it.

Fig. 555.
Its advantages are: 1. Its low cost, as it does not require an engine or other machinery to operate it. A steam pipe connecting it with the boiler that is to furnish steam supply is all that is necessary, and after the pump is once adjusted, it will always be in order with free power when the steam is turned on. 2. It is absolutely noiseless in its operation; the slight click of the steam ball-valve in the neck-piece, as it changes its position, is the only evidence that it is working. 3. In its capability of operation while in suspension, and of being lowered or raised and swung about without at all interfering with its working.
The pulsometer does not require oil, having no pistons, glands, stuffing-boxes, eccentrics, beams, levers, supplementary valves, complicated mechanism, etc., which need attention and adjustment.
The Pulsometer Steam Pump Co., New York, makers of the pump and owners of the word-symbol, “Pulsometer,” emphasize the importance of its proper installation, and ask that the questions given in the note below be answered when suggestions relative to the placing of the pump are desired.
The body of the pulsometer is shown in Fig. 555, and a sectional view in Fig. 556. It is a single casting consisting of two bottle-shaped chambers, A, A, placed side by side. These are called working chambers. They taper toward each other at their upper halves and meet at their upper ends at a point at which is situated the steam valve-ball, C. This oscillates with a slight rolling motion between the seats, with which it makes a steam tight joint, formed at the upper entrance to each of the working chambers, A, A.
Note.—For what purpose is the pump to be used? How many gallons per minute or hour are to be pumped? Is the liquid hot, cold, clear or gritty—fresh, salt, alkaline or acidulous? What will be the required vertical height of delivery? What will be the horizontal length of delivery? What will be the required vertical height of suction? What will be the horizontal length of suction? Does the level of the liquid vary? If so, how much? How many bends or elbows will there be in delivery? How many bends or elbows will there be in suction? What horse-power is the boiler? What is the average steam pressure at the boiler?
A rough sketch showing how and where it is desired to place the pump will be of considerable assistance in furnishing information.
The portion, B, of the pump, containing the steam ball-valve, C, is called the neck-piece, and is a separate casting bolted to the main body of the pump, so that it can be readily removed for renewal when necessary. To the top of this neck-piece, B, the neck-cap is bolted, into which the steam supply pipe is screwed.

Fig. 556.
The openings communicating between the chambers, A, A, and the induction, or foot-valve chamber, D, are covered by suitable valves, E, E, called suction valves, the valve seats, F, F, and valve guards, I, I, which latter prevent the valves from opening too far.
A third chamber, J, called the vacuum chamber, is situated behind the chambers, A, A, at their lower halves, and between them at their upper, or tapering halves, and communicates with them through the round opening in the induction, or foot-valve chamber, D.
A fourth chamber, called the discharge chamber, situated on the lower side of the working chambers, A, A, opposite to the vacuum chamber, J, and represented by the dotted lines in the sectional view communicates with each of the working chambers, A, A, by passages at the lower half of its intersection with these chambers. This discharge chamber contains the discharge valves, E, E, their valve seats, G, G, and the valve guards, I, I, which cover the passages leading from chambers, A, A.
The delivery pipe, H, connects with the discharge opening in the top of the discharge chamber by means of a flanged joint.
The induction, or foot-valve chamber, D, contains the valve, E, its valve seat, F, and the guard, I, which serve the purpose of holding the charge of water in the pump. The lower end of this chamber is connected to the suction pipe by a flanged joint.
Parts, K, K, are oval plates covering the openings through which the seat, valve and guard are inserted, to their respective chambers, and are fastened in position by means of clamps and bolts, N, N. The ends of these clamps fit loosely into suitable recesses and are thus held in position while the cover plates are being applied. Another set of similar clamps and bolts serve in a like manner, to fasten the seats, valves and guards in place.
The object in employing four openings to the pump, instead of two, is to make it possible and convenient to get at the interior for examination, and easy to remove all deposit that may form on the walls of the chambers which could not be reached otherwise.
Vent plugs are inserted in the cover plates for the purpose of draining off the water in the pump to prevent freezing.
Near the top of each of the working chambers, A, A, and of the vacuum chamber, J, is a small tapped hole, into which is screwed a brass air check-valve, so that its check hangs downward. The air check-valves in the chambers, A, A, allow a small quantity of air to be automatically admitted above the water, and ahead of the steam, separating the steam and the water upon their first entrance, thus preventing condensation, and forming an air piston, which is always new and tight. The air check-valve in the chamber, J, likewise admits air automatically, which serves to cushion the ram action of water consequent upon the alternate filling of the chambers, A, A.

Fig. 557.

Fig. 558.

Fig. 559.
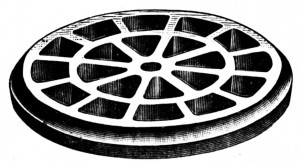
Fig. 560.

Fig. 561.

Fig. 562.
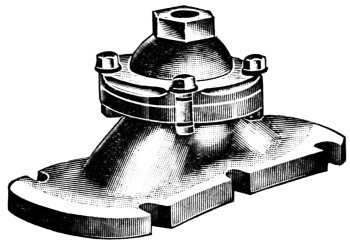
Fig. 563.
The action of the pulsometer is as follows: When all chambers and pipes are empty, the air check-valves have to be closed, and the globe valve opened for an instant; then steam will enter one of the chambers, expel the air, and condense, forming a vacuum. This operation being repeated several times, both chambers will be filled with water through the induction277 pipe. Each air-valve in the chambers must now be opened a little, to secure a regular and successive action, which will be recognized by the regular pulsations and smooth working of the steam-ball without rattling.
Steam, being now admitted, continuously enters the chamber not closed by the ball, and forces out the water through the discharge-valves, until its surface is lowered below the discharge-orifice. At that instant the steam begins to escape into the discharge-pipe, and condenses; thus a partial vacuum is formed in the chamber. The water in the other chamber now presses the ball, which rolls over and closes the first chamber, when water enters through the induction-valves to fill the vacuum. This operation alternately changes from one chamber to the other.
The principal parts of a pulsometer are shown in the seven figures upon this and the preceding pages.
Fig. 557 represents the regular flat valve, seat and guard, Fig. 558 the guard detached, while Fig. 559 is the plain flat278 rubber valve. The valve seat for clean water is shown in Fig. 560.

Fig. 564.
Note.—For emptying vats or tanks and for distributing the liquors from one tank to another or throughout the building, the pulsometer arranged as per accompanying ills., Fig. 564, will be found to be of great usefulness. At convenient intervals along the steam main and discharge main, suitable couplings can be provided for quickly attaching a short section of steam and discharge hose, as the pump, suspended from a trolley, is moved along from tank to tank.
In pumping muddy water or other liquids containing matter which would obstruct the valve seat shown in Fig. 560 the ball valve, Fig. 561, is used. The engraving illustrates this valve279 with its guard and seat. Fig. 562 represents the neck-piece containing the ball steam valve, while Fig. 563 conveys the idea of the manner of covering the ball by the cap after which the neck-piece is ready to be bolted to the top of pump.
The Maslin automatic steam vacuum pump is presented in Fig. 554, page 271. Its principle is identical with that of the pulsometer but it differs somewhat in detail, as for example, the three valves with their seats, H, H, H, are introduced through one opening or hand-hole. The two suction valves, E, E, are secured by one bolt, I, likewise the two discharge valves, K. The combination of the foot valve, G, in the pump requires no bolting on being held by the bolt, I.
The plain cover is of such a shape that no nuts are removed to afford access to the valves; all that is necessary is to slack up one nut and swing the cover to one side.
The valves are of very thick rubber but are cut away near the center so that they readily yield to the pressure underneath, giving a full area of opening. The two air valves are attached at the end of the neck-piece.
There are no projecting set screws or bolts running through the main body of this pump attended as they often are with more or less leakage. A hook is provided to suspend the pump in a shaft or over sewer work. The two drip cocks at the bottom drain the chambers when necessary to prevent freezing, etc.
Note.—“One of the most important points to be attended to, and which is so often overlooked, is that dry steam should be supplied to the pulsometer. Take steam from the highest part of the boiler. Do not connect steam pipe to a pipe furnishing steam for any other purpose; but if you have to take steam from a large steam pipe, tap it on the upper side so as to avoid the drip caused by condensation in the large pipe. When the boiler is some distance from the pulsometer the steam pipe to it should be larger than is needed at the pulsometer, and be protected by some non-conducting substance. Reduce to size required at the pulsometer and provide a pet cock to draw off condensed steam before starting it. Be sure and blow out steam pipe thoroughly before connecting the pulsometer so as to remove any dirt, rust or scale that may have accumulated in pipes, also remove all burrs on ends of the pipe caused by cutting, and which in most cases greatly decreases their capacity and effectiveness.”
The illustration, Fig. 565, represents the pulsometer and boiler in portable form. This will be found a very convenient outfit for certain classes of irrigation, and for pumping out flooded cellars, excavations, etc. Also for sewer-trench excavating operations, where water accumulates at different sections of the work, and where it is desired to move the pump and boiler frequently.

Fig. 565.
The pump is suspended from a strong framework and is controlled by a chain hoist, by means of which it can readily be lowered or raised. When the trench or ditch is too deep for the pulsometer to lift the water to the surface of the ground by suction, the truck can be run out on planks over the ditch, when the pump can be lowered to the necessary suction distance from the water. Suitable lengths of steam hose, with universal couplings, suction hose, also suitable lengths of light flanged galvanized pipe for the discharge, which can be readily connected may be carried on the truck, proper brackets being provided for their reception. As the suction and discharge connections are flanged, they can be connected or disconnected in a few minutes; provision is made to prevent the pump from swinging.
The speed at which a pump is operated is a matter of more or less importance, according to its widely varying conditions. In all calculations regarding the capacity of a pump the regularity with which it makes its “stroke” is taken into consideration; the uniformity of the supply of water to a boiler is always a subject of anxiety to the attendant. The capacity of a pump is usually determined by its number of strokes in a given time, hence the need of a pump regulator or governor.

Fig. 566.
The governor is not only intended to maintain a uniform water pressure in the mains, but to prevent the pump from racing whenever a greater quantity of water is demanded than the pump is capable of delivering, as in the case of bursted mains or hose, or any other contingency whereby the pressure upon the discharge pipe is suddenly relieved.
Examples of pump governors or regulators follow.—
The Mason Pump Governor. This pump governor, shown in Figs. 566 and 567, is attached directly to the rock arm of the pump, and operates a balance valve placed in the steam pipe, thereby exactly weighing the pressure of steam to the needs of the pump. As all the working parts are immersed in oil, the wear is reduced to a minimum.

Fig. 567.
The Mason governor consists mainly of a cylindrical shell, or reservoir, as shown in sectional view, filled with oil or glycerine. The plunger, A, is connected with the arm, I, to some reciprocating part of the pump and works simultaneously with the strokes of the pump, thereby drawing the oil up through the check valve, DD, into the chambers, JJ, whence it is forced alternately through the passages, BB, through another set of check valves into the pressure chamber, EE. The oil then runs through the orifice, C, the size of which is controlled by a key inserted at, N, into the lower chamber, to be285 re-pumped as before. In case the pump or engine works more rapidly than is intended the oil is pumped into the chamber, EE, faster than it can escape through the outlet at, C, and the piston, GG, is forced upward, raising the lever, L, with its weight, and throttling the steam. In case the pump runs more slowly than was intended, a reverse action takes place, the weight on the end of the lever, L, forces the piston, GG, down and more steam is admitted. As the orifice at, C, can be increased or diminished by adjusting the screw at, N, the governor can be set within reasonable limits to maintain any desired speed. The piston, GG, fits over the stationary piston, forming an oil dashpot, thereby preventing dancing of the governor. This dashpot is fed from the pressure chamber, E, through a passage which is controlled by an adjusting screw, K, which is set with a screwdriver, after removing the cap screw, T. It requires no further attention after being once adjusted.
For duplex pumps up to 2-inch steam pipe, inclusive, this governor is fitted with a duplex valve, which prevents the escape of oil from the pressure chamber through the orifice, C, and thereby prevents the steam valve from opening wide during the momentary pause of the pump piston.
This governor should be placed on the pump at some point where the requisite motion can be obtained for operating it, and also in such a way that a rod can be run from the knuckle joint on the top lever, I, to the valve in the steam pipe, as shown in the engraving. Place the valve in the pipe, so that the stem shall be in a direct line with the knuckle joint on the lever, and pull out the valve stem to its full extent. With the ball on the governor in its lowest position, connect the valve rod to the lever. The governor is then ready to be filled with oil. Remove the plug on top of the gauge glass, and fill the governor about half full with a good, clean, light grade of mineral oil. The governor is then ready to work.
Start the pump at about its maximum speed; place the key in the keyhole on the side of the governor and turn to the right until the speed of the pump has diminished slightly. Open the throttle valve wide, and the pump will be under full286 control of the governor. Should there be much dancing or fluctuation of the ball, remove the screw, T, insert a small screwdriver, and screw the adjusting screw in, at K, until the irregular motion ceases. After the governor has run a little while, it will be found that the oil in the glass gauge has dropped considerably. It should then be refilled, so that the glass will be about half full when the governor is at work. Under no circumstances should the gauge be full, as too much oil will prevent the ball from coming down and opening the valve when the steam pressure falls. As there is no glass pressure upon the glass gauge the governor may be filled while in motion by removing the plug on the top of the gauge.
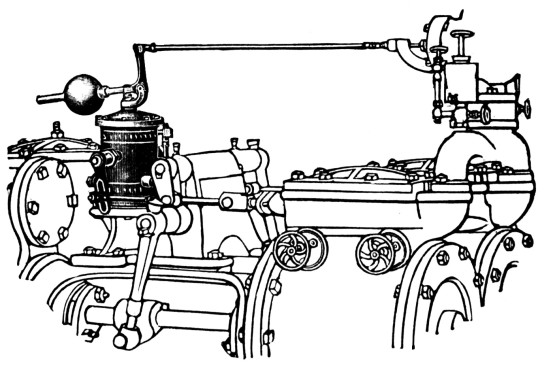
Fig. 568.
The Mason elevator pump pressure regulator. This regulator, illustrated in Fig. 569, is designed for use in connection with the larger sizes of steam pumps operating hydraulic elevators. Its important feature is in operating on the slightest change of pressure opening to its fullest extent and closing the steam valve promptly and positively.
Referring to sectional view, Fig. 570, the operation of this valve is as follows: steam from the boiler enters the regulator at the inlet, indicated by the arrows and passes through into the287 pump, which continues in motion until the required water pressure is obtained in the system, and through a 1⁄4-inch pipe connected to, A, acts upon the diaphragm, B. This diaphragm is raised by the excess water pressure, and carries with it the weighted lever, F, opens the auxiliary valve, D, and admits the water pressure from the connection, E, to the top of the piston, at the same time opens the exhaust ports under the piston, and allows the water under the piston to escape into the drip pipe, thereby pushing the piston down, closes the steam valve and stops the pump.

Fig. 569.
As soon as the pressure in the system is slightly reduced, the lever, F, on account of this reduced pressure under the diaphragm, is forced down by the weight, carries with it the auxiliary valve, D, opens the exhaust to the top of the piston, and also admits water pressure under the piston, which is forced up and opens the steam valve, and starts the pump.
The speed controlling device of the style A governor shown in Fig. 571 is simple and can be so set as to prevent the pump from racing, regardless of the drop in water pressure. Surrounding the upper end of the valve stem is a coiled spring, which acts as a cushion for the valve and stem, and by the use of a spring, the stem can be quite small thus reducing the friction in the stuffing-box to a minimum. The tension of this spring is sufficient to firmly seat the valve, but if excessive pressure is exerted on the piston, which is often the case when two or more pumps are connected to the same mains, the spring will be compressed and will allow the sleeve to slide down on the stem, thus relieving the valve of the increased strain, which would be liable to injure it or buckle the stem.

Fig. 570.
The regulating hand wheel remains cool, and can be manipulated without injury to the hands. The regulation is very simple,289 and is quickly adjusted by simply turning the wheel to the right or left, to increase or decrease the pressure. No locking device is necessary, as the wheel will remain in any set position.
The cylinder will not become coated with lime, but will retain its smooth surface over which the piston travels, insuring free action, with no leakage around the piston. The drip is located at the extreme upper travel of the piston, so as to retain sufficient water in the cylinder to prevent any air from coming in contact with leather piston packing. This arrangement insures a tight piston as the leather packing will remain soft and pliable and at the same time the water serves as a lubricant for the interior of the cylinder.

Fig. 571.
The hand wheel can be placed in different positions and all that is necessary to make the change is to take out the bolts and move the regulating hand wheel to the desired position. By this arrangement the engineer can set the hand wheel regardless of the arrangement of the steam piping.
All sizes, including 11⁄2-inch and smaller, are made as shown in style B, Fig. 572, and are not provided with an automatic speed controlling device. This style is made especially for boiler feed pumps and for supply pumps for the street system of hot water heating. They are also fitted with a special valve for pumps working under very high steam and low water pressure.
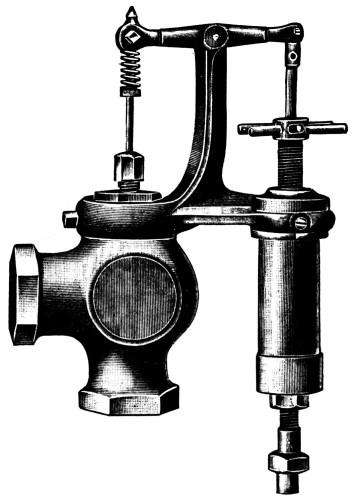
Fig. 572.
The finished parts of these Carr steam pump governors, Figs. 571 and 572, are nickel plated.
The valves and seats in these governors and regulators are renewable, Fig. 573. The tools necessary to remove the seats are a wrench and a flat piece of iron wide enough to span the lugs on top of the upper seat. The upper seat is threaded and screwed into the upper opening in the valve chamber.291 The lower valve seat is fitted into the lower opening, a steam-tight fit, but is free to move sufficiently to compensate for the expansion of the valve.

Fig. 573.
The bridges, which unite the valve seats, contain about an equal quantity of metal, and are of equal length with the post that binds the valve discs, thus compensating for the expansion and contraction of the metal and insuring a perfectly tight valve, regardless of the temperature of the steam.
The Holyoke Improved Speed Governor for water wheels is shown in Figs. 574 and 575. The following is a description of the two figures where the same letters are used to designate the parts appearing in both illustrations:
The pulley, A, is the receiving pulley, and is designed to run at 400 revolutions per minute, receiving its power from the water-wheel shaft, or countershaft belted from the same.
Contained in the pulley, A, are the two governing weights, BB, of which the centrifugal forces are overcome by the springs, CC. The varying motions of the governing weights, BB, are transmitted through racks and pinions in the hub of pulley, A, to levers, K and L, which operate the valve, N, admitting water under a light pressure to the cylinder, O. The water is admitted to the cylinder, O, through ports at either end, causing the piston to move forward or backward, governed by the movement of the governing weights, BB.

Fig. 574.
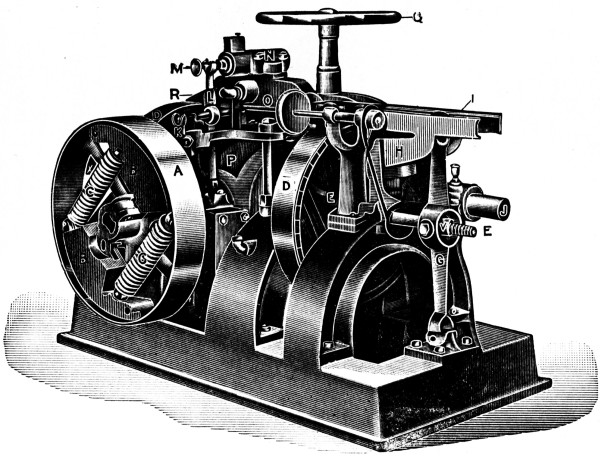
Fig. 575.
The pulley, A, is keyed to the main shaft, and at the opposite end is keyed a bevel pinion running in mesh with a bevel gear on either side, all of which are contained in the gear-case, P. These gears cause the clutch discs, D, to run in opposite directions. In each disc is a clutch, E, keyed to a shaft, transmitting power to the pinion, S, running in mesh with the spur gear, R, which is loose on the shaft, J, and transmits its power through the pin clutch, T, to gate shaft, J. The gate shaft,294 J, is connected by a pair of bevel gears to the shaft and hand wheel, Q.
The motion of the piston rod, I, caused by the movement of piston in cylinder, O, is carried by the lever, G, to the clutch shaft, F, by means of the pivoted nut at V. The clutch shaft, F, operates either clutch, E, corresponding to the movement of the governing weights, BB, caused by the variation in speed. From the clutch thus engaged, the power is carried by the clutch shaft, F, through the gears, S and R, and the pin clutch, T, to the gate shaft, J.

Fig. 576.
The makers of the machine here described, say: “In the year 1902 our attention was called to a new governor invented by Nathaniel Lombard, and after finding by actual tests that this governor possessed advantages over all others then in use, we were induced to make arrangements for its manufacture and sale. Two years have been spent in improving and perfecting this machine, hence the name ‘The Improved Governor.’”
The governor is provided with a steadying device operated by the chain, H. The gate shaft, J, is designed to make four, six or eight turns to open the gate, four being the regular number.
The receiving pulley and governor gate shaft may revolve in either direction, as desired.
The receiving pulley is designed to run at 400 revolutions per minute, and is driven by a 4-inch double belt.
The governor gate shaft may be arranged to open the gates in four, six or eight turns, and may be extended on either or both sides of the governor to meet the necessary requirements.
The governor is capable of exerting a pressure ranging from 25,000 to 50,000 foot pounds on the governor gate shaft.
The advantages claimed for this improvement on the Lombard governor are thus stated:
1. It requires only a light water pressure to handle the heaviest gates.
2. It is simple in construction. All parts are easy of access.
3. There are no pumps working under high pressure.
4. There are no dash pots to get out of adjustment, due to the change in temperature of oil, etc.
5. There is but one belt on this machine.
6. All parts which are constantly in motion are equipped with ring-oiling bearings.
Fig. 576 is an illustration of the mechanism necessary to raise and lower the head gates which are used to admit and regulate, also to shut off the water supply from pond or lake to the flume conveying it to the wheel. In this case there are two head gates having racks upon the upright timbers connecting with the gates. Two shrouded pinions engage these racks, which are keyed upon a shaft having a large spur wheel at its end, as represented. A pinion upon a second shaft engages this spur wheel which in turn has also a spur wheel which engages a pinion upon the crank shaft having two cranks opposite one another. By means of these cranks with two to four men upon each crank the gates are operated very satisfactorily. These shafts and gears are mounted upon heavy cast iron296 brackets bolted to the floor. Altogether it forms a very massive piece of mechanism.
The Utility combination pump governor is shown in the figure below. This mechanism may be bolted on any tank or receiver where the water level is to be automatically maintained. It consists of a closed pocket containing a float, A, which rises and falls with the water level inside the tank.
When the water rises above the desired level the float opens the throttle valve and starts the pump, and when it subsides the float falls and shuts off the steam.
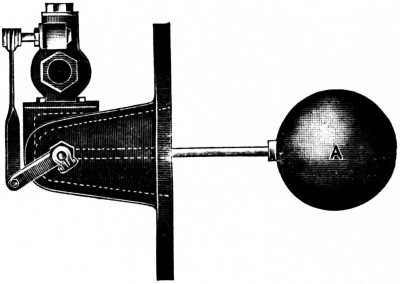

Fig. 577.
A condenser is an apparatus, separate from the cylinder, in which exhaust steam is condensed by the action of cold water; condensation is the act or process of reducing, by depression of temperature or increase of pressure, etc., to another and denser form, as gas to the condition of a liquid or steam to water. There is an electrical device called “a condenser” which must not be confounded with the hydraulic apparatus of the same name; there is also an optical instrument designated by the same term, which belongs to still another division of practical science.
A vacuum is defined very properly as an empty space; a space in which there is neither steam, water or air—the absolute absence of everything. The condenser is the apparatus by which, through the cooling of the steam by means of cold water, a vacuum is obtained.
The steam after expelling the air from the condenser fills it with its own volume which is at atmospheric pressure nearly 1700 times that of the same weight of water.
Now when a vessel is filled with steam at atmospheric pressure, and this steam is cooled by external application of cold water, it will immediately give up its heat, which will pass off in the cooling water, and the steam will again appear in a liquid state, occupying only 1⁄1700 part of its original volume.
But if the vessel be perfectly tight and none of the outside air can enter, the space in the vessel not occupied by the water contains nothing, as before stated. The air exerting a pressure of nearly 15 pounds to the square inch of the surface of the vessel tries to collapse it; now if we take a cylinder fitted with a piston and connect its closed end to this vessel by means of a pipe, the atmospheric pressure will push this piston down. The old low pressure engines were operated almost entirely upon this principle, the steam only served to push the piston up and exhaust the air from the cylinder.
In Fig. 578 is exhibited the effect of jets of water from a spray nozzle meeting a jet of steam; the latter instead of filling the space with steam is returned to its original condition of water and the space as shown becomes a vacuum.
Briefly stated condensation and the production of a vacuum may be used to advantage in the following ways:
1. By increasing the power without increasing the fuel consumption.
2. By saving fuel without reducing the output of power.
3. By saving the boiler feed water required in proportion to the saving of fuel.
4. By furnishing boiler feed water free from lime and other scaling impurities.
5. By preventing the noise of the escaping exhaust steam.
6. By permitting the boiler pressure to be lowered ten to twenty pounds without reducing the power or the economy of the engine.
The discovery of the advantages arising from the condensation of steam by direct contact with water was accidental.

Fig. 578.
In the earliest construction of steam-engines the desired vacuum was produced by the circulation of water through a jacket around the cylinder. This was a slow and tedious process, the engine making only seven or eight strokes per minute. “An accidental unusual circumstance pointed out the remedy, and greatly increased the effect. As the engine was at work, the attendants were one day surprised to see it make several strokes much quicker than usual; and upon searching for the cause, they found, says Desaguliers, ‘a hole through the piston which let the cold water (kept upon the piston to prevent the301 entrance of air at the packing) into the space underneath.’ The water falling through the steam condensed it almost instantaneously, and produced a vacuum with far less water than when applied to the exterior of the cylinder. This led Newcomen to remove the outer cylinder, and to insert the lower end of the water pipe into the bottom of the cylinder, so that on opening a cock a jet of cold water was projected through the vapor. This beautiful device is the origin of the injection pipe with a spray nozzle still used in low-pressure engines.”
The apparatus described above is called the jet-condenser and is in use up to the present day in various forms. In the Fig. 577, page 298, the jet is shown at C. It will be understood that steam enters through the cock D and comes in contact with a spray of cold water at the bottom, where it is condensed and passes into the air pump through which it is discharged.
By this diagram, Fig. 577, may be understood in a simple yet accurate manner the course of steam from the time it leaves the boiler until it is discharged from the condenser.
Referring to the upper section of the plate, a sectional view of a steam cylinder, jet condenser, air pump and exhaust piping is shown. The high pressure steam “aa” is represented by dark shading, and the low pressure or expanded steam “bb” by lighter shading.
The steam enters the side “aa,” is cut off, and expansion takes place moving the piston in the direction of the arrow to the end of the stroke. The exhaust valve now opens and the piston starts to return. The low pressure steam instead of passing direct to the atmosphere, as is the case of a high pressure engine, flows into a chamber “C,” and is brought in contact with a spray of cold water. The heat being absorbed by the water, the steam is condensed and reduced in volume, thus forming a vacuum. It is, however, necessary to remove the water formed by the condensed steam together with the water admitted to condense the steam, also a small amount of air and vapor. For this purpose, a pump is required, which is called the air pump.

Fig. 579.

Fig. 580.

Fig. 581.
Condensers are classified into surface condensers and jet condensers, both again being divided into direct connected and indirect connected condensers.
The surface condenser (see Fig. 579) is mainly used in marine practice because it gives a better vacuum, and keeps the condensed steam separate from the cooling water; it consists of a vessel, of varied shapes, having a number of brass tubes passing from head to head. The ends of this vessel are closed by double heads, the tubes are expanded into the inner one on one end, while their other ends pass through stuffing-boxes in the other inner head.
The “admiralty” or rectangular surface condenser is represented in Fig. 579. This form occupies less floor space than the round shell, and is preferred upon steam yachts and small vessels.
Steam is condensed on its introduction at the top of the apparatus where it comes in contact with the cool surfaces of the tubes. Through these water is circulated by a centrifugal pump driven usually by a separate engine.

Fig. 582.
The water of condensation leaves the condenser at the bottom and is drawn off by the vacuum pump. The water from the circulating pump enters at the bottom right-hand end; following the direction indicated by the arrows, it flows through305 the lower half of the tubes towards the left whence it returns through the upper half of the tubes towards the right and escapes overboard through the water outlet pipe.
It will be observed that the coolest water encounters the lowest temperature of steam at the bottom, hence the best results are reached. There is also a baffle plate just above the upper row of tubes to compel a uniform distribution of exhaust steam among the tubes, as shown in the engraving.
These tubes are usually small—1⁄2″ outside diameter—of brass and coated with tin inside and outside to prevent galvanic action which is liable to attack the brass tubes and cause them to corrode.
Fig. 581 shows an end view of the right-hand head of the surface condenser here described.

Fig. 583.
A single tube is shown in detail in Fig. 580. One end of the tube is drawn sufficiently thick to chase upon it deep screw threads, while a slot facilitates its removal by a screw-driving tool. The other end is packed and held in place by a screw gland, which is also provided with a slot. In this way the tube is firmly held in one head, and, though tightly fitted in the other, is free to move longitudinally under the influence of expansion or contraction, due to the varying heat.
In some cases engineers prefer the ordinary arrangement of screw glands at both ends of the tubes, with the usual wick packing.
The mechanism illustrated in Figs. 582 and 583 shows a combined condenser and feed-water heater. A compact and efficient method of heating the feed-water from the hot well is of great importance; this is the case in cold weather when the circulating water is at a low temperature.
The Volz apparatus is a combined condenser and feed-water heater; the shell or exhaust steam chamber contains a set of tubes, through which the feed-water passes, while the lower part contains the condensing tubes, both parts being in proper communication with their respective water chambers. The heater tubes being located immediately adjacent to the exhaust inlet, are exposed to the hottest steam, and the feed-water becomes nearly as high temperature as that of the vacuum. Pages 304 and 305 show the sectional and outside views. The enclosing shell containing the combined heater and condenser is a well ribbed cylindrical iron casting; free and independent access is provided to either set of tubes by removing corresponding heads.
The illustration, Fig. 584, is a longitudinal section of one side of the condenser pump, and also a section of the condenser cone, spray pipe, exhaust elbow and injection elbow. “A” is the exhaust to which is connected the pipe that conducts to the apparatus the steam or vapor that is to be condensed. The injection water is conveyed by a pipe attached to the injection opening at “B.” “C” is the spray pipe, and has, at its lower extremity, a number of vertical slits through which the injection water passes and spreads out into thin sheets.
The spray cone “D” scatters the water passing over it, and thus ensures a rapid intermixture with the steam. This spray cone is adjustable by means of a stem passing through a stuffing-box at the top of the condenser, and is operated by the handle “E.” The cone should be left far enough down to pass the quantity of water needed for condensation.
All regulation of the injection water must be done by an injection valve placed in the injection pipe at a convenient point.
Note.—The surface condensers, Figs. 579-581, are made by the Wheeler Condenser and Engineering Co., New York, as are also the Volz combined surface condenser and feed water heater, shown in Figs. 582 and 583.
The operation of this condensing apparatus is as follows: steam being admitted to the cylinders “K,” so as to set the pump in motion, a vacuum is formed in the condenser, the engine cylinder, the connecting exhaust pipe, and the injection pipe. This causes the injection water to enter through the injection pipe attached at “B” and spray pipe “C” into the condenser cone “F.” The main engine being started, the exhaust steam enters through the exhaust pipe at “A,” and, coming in contact with the cold water, is rapidly condensed. The velocity of the steam is communicated to the water, and the whole passes through the cone “F” into the pump “G” at a high velocity, carrying with it, in a comingled condition the air or uncondensable vapor which enters the condenser with the steam. The mingled air and water is discharged by the pump through the valves and pipe at “J” before sufficient time or space has been allowed for separation to occur.

Fig. 584.
The exhaust steam induction condenser is based upon the same principle heretofore explained under the section relating to injectors. See Fig. 585.

Fig. 585.
The exhaust steam enters through the nozzle, A. The injection water surrounds this nozzle and issues downward through the annular space between the nozzle and the main casting. The steam meeting the water is condensed, and by virtue of its weight and of the momentum which it has acquired in flowing into the vacuum the resulting water continues downward, its velocity being further increased, and the column solidified by the contraction of the nozzle shown. The air is in this way carried along with the water and it is impossible for it to get back against the rapidly flowing steam in the contracted neck. The condenser will lift its own water twenty feet or so. When water can be had under sufficient head to thus feed itself into the system, and the hot-well can at the same time be so situated as to drain itself, it makes a remarkably simple and efficient arrangement. In case the elevation is so great that a pump has to be used to force the injection, the pump has to do less work than the ordinary air pump, and its exhaust can be used to heat the feed water.
The Bulkley “Injector” condenser is shown in Fig. 586, arranged so that the condensing water is supplied by a pump. The condenser is connected to a vertical exhaust pipe from the engine, at a height of about 34 feet above the level of the “hot-well.” An air-tight discharge pipe extends from the309 condenser nearly to the bottom of the “hot-well,” as shown in the engraving.
The condenser is supplied by a pump as shown, or from a tank, or from a natural “head” of water; the action is continuous, the water being delivered into the “hot-well” below. The area of the contracted “neck” of the condenser is greater than that of the annular water inlet described above, and the height of the water column overcomes the pressure of the atmosphere without.

Fig. 586.
The supply pump delivers cool water only, and is therefore but one-third of the size of the air-pump. The pressure of the atmosphere elevates the water about 26 feet to the condenser.
The accompanying diagrams, Figs. 587 and 588, are worthy of study. They represent a condenser plant designed by the Schutte & Koerting Co., Philadelphia, and placed on steam-vessels plying on fresh water. In these drawings the parts are designed by descriptive lettering instead the ordinary way of reference figures; this adds to the convenience of the student in considering this novel application of the condenser-injector, the action of which is described in the following paragraphs.

Fig. 587.
For steamers plying on fresh water lakes, bays and rivers it is unnecessary to go to the expense of installing surface condensers311 such as are used in salt water; keel condensers, however, are used in both cases.

Fig. 588.
The keel condenser consists of two copper or brass pipes running parallel and close to the keel, one on each side united by a return bend at the stern post. The forward ends are connected, one to the exhaust pipe of the engine while the other end is attached to the suction of the air pump.
In other cases both forward ends are attached to the exhaust pipe of the steam engine while the water of condensation is drawn through a smaller pipe connected with the return bend at the stern post which is the lowest part of the keel condenser.
Fig. 587 is much used for vessels running in fresh water. The illustration is a two-thirds midship section of a vessel with pipe connections to the bilge—bottom injection—side injection into the centrifugal pump, thence upward through suction pipe into the ejector condenser where it meets and condenses the exhaust steam from the engine and so on through the discharge pipe overboard. The plan of piping with valves, drain pipes and heater are shown in Fig. 588.
In case of the failure of any of the details of this mechanism to perform their respective functions a free exhaust valve and pipe is provided which may be brought instantly into use. The discharge pipe has a “kink” in it to form a water seal, as represented with a plug underneath to drain in case of frost, or in laying up the vessel in winter. A pipe leads from globe valve (under discharge elbow) to feed pump for hot water.
Condensing Surface Required. In the early days of the surface condenser it was thought necessary to provide a cooling surface in the condenser equal to the heating surface in the boilers, the idea being that it would take as much surface to transfer the heat from a pound of steam to the cooling water and condense the steam as it would to transfer the heat from the hot gases to the water in the boiler and convert it into steam. The difference in temperature, too, between the hot gases and the water in the boiler is considerably greater than that between the steam in the condenser and the cooling water.
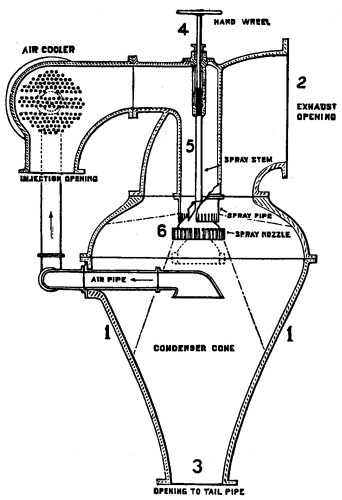
Note.—The following list gives the numbers with the corresponding names of the parts of the surface condenser, shown in the above outline sketch: 1, condenser shell; 2, outside heads; 3, exhaust inlet; 4, exhaust outlet; 5, water inlet; 6, water outlet; 7, peep holes; 8, tube heads; 9, partition; 10, rib; 11, tubes; 12, stuffing-boxes.
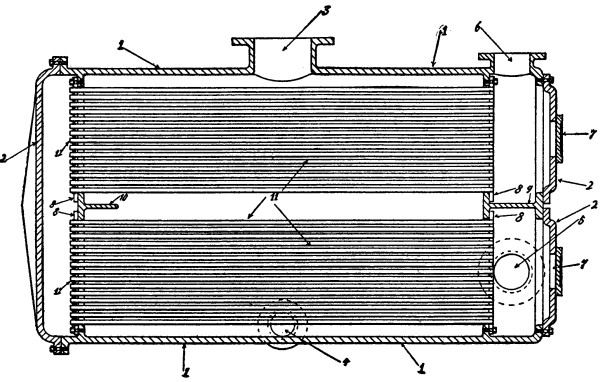
Note.—The numbers and names of parts in the above figure, representing in outline a jet condenser, are as follows: 1, condenser body; 2, exhaust inlet; 3, discharge; 4, injection valve; 5, spray pipe; 6, spraying device.
Steam, however, gives up its heat to a relatively cool surface much more readily than do the hot furnace gases, and the positively circulated cooling water takes up that heat and keeps the temperature of the surface down, while in a boiler the absorption depends in a great measure upon the ability of the water by natural circulation to get into contact with the surface 314 and take up the heat by evaporization. It has been found, therefore, that a much smaller surface will suffice in a condenser than in the boilers which it serves.
The Wheeler Condenser and Engineering Company, who make a specialty of surface condensers, say that one square foot of cooling surface is usually allowed to each 10 pounds of steam to be condensed per hour, with the condensing water at a normal temperature not exceeding 75°. This figure seems to be generally used for average conditions. Special cases require special treatment.
For service in the tropics the cooling surface should be at least ten per cent. greater than this estimate. Where there is an abundance of circulating water the surface may be much less, as with a keel condenser, where 50 pounds of steam is sometimes condensed per hour per square foot of surface; or a water works engine, where all the water pumped is discharged through the condenser and not appreciably raised in temperature, probably condensing 20 to 40 pounds of steam per hour per square foot of surface.
Under the division of this volume devoted to “air and vacuum pumps,” much information has been given relating to the principles of the condensation of steam and also some illustrations of working machines. Still it may be well to say this, in addition, that—
All questions in regard to a vacuum become plain when we consider that the atmosphere itself exerts a pressure of nearly 15 pounds, and measure everything from an absolute zero, 15 pounds below the atmospheric pressure. We live at the bottom of an ocean of air. The winds are its currents; we can heat it, cool it, breathe and handle it, weigh it, and pump it as we would water. The depth of this atmospheric ocean cannot be determined as positively as could one of liquid, for the air is elastic and expands as the pressure decreases in the upper layers. Its depth is variously estimated at from 20 to 212 miles. We can, however, determine very simply how much pressure it exerts per square inch.
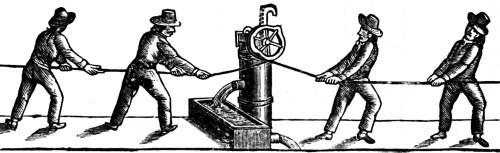
Working Ship Pumps by Ropes.
Utility is a Latin word meaning the same as the Saxon word usefulness, hence a utility is something to be used to advantage.
An attachment is that by which one thing is connected to another; some adjunct attached to a machine or instrument to enable it to do a special work; these are too numerous to be described in this work; moreover their number is being so constantly added to that it would be vain to make the attempt. A few examples only follow.
The Receiver is one of the most important and useful parts or connections of a steam pump.
This apparatus, frequently called “Pump and Governor,” and illustrated in Figs. 589, 590 and 591, is designed to automatically drain heating systems and machines or appliances used in manufacturing which depend upon a free circulation of steam for their efficiency. It furthermore is arranged to automatically pump the water of condensation drained from such systems back to the boilers without loss of heat.
By this operation it serves a double purpose: first to automatically relieve the system of the water of condensation constantly collecting therein, thus insuring a free and unobstructed circulation, and, incidentally, preventing snapping and hammering in the piping, which in many cases is due to entrained water; and second, to automatically deliver this water, which in many cases is at the boiling point, directly to the boilers without the intervention of tanks or other devices commonly used. Not only does it relieve the system of a troublesome factor, but it introduces a supply of feed water to the boiler at a temperature impossible otherwise without the use of a special water heater.
The economy resulting from its use is unquestionable, and the satisfactory and increasing use of this machine leaves no doubt as to its efficiency.
As will be seen by the illustrations, the apparatus consists of a cylinder or oval closed receiver, which, together with the pump, is mounted upon and secured to a substantial base, making the whole machine compact and self-contained.
The automatic action of the pump and its speed are controlled by a float in the receiver operating directly, without the use of intervening levers, cranks and stuffing boxes, to open or close a governor valve in the steam supply pipe to the pump, thus making the action of the pump conditional upon the rise and fall of the float in the receiver.

Fig. 589.
In each of the three receivers shown there is a ball float which appears through the side of the receiver, Fig. 590; these depend upon the principle of specific gravity for their operation. The lever fastened to the ball float operates the throttle valve of the pump; as the vessel fills with water the float rises opens the throttle valve, and starts the pump.
In Fig. 589 is shown the Deane automatic duplex steam pump and receiver fitted with valves for hot water; it is also provided with three separate inlets for convenience in connecting the returns.
In placing the apparatus, it is only necessary to so locate it that all returns will drain naturally towards receiver and that there are no pockets in the piping.
When it is desired to use the automatic receiver as the sole means of feeding the boilers, it will be necessary to introduce a small supply of water from some outside source to equalize the loss which occurs. It is desirable that this water should flow into receiver rather than into discharge pipe.

Fig. 590.

Fig. 591.
Fig. 590 shows a Mason steam pump with receiver attached. This pump is described elsewhere at length. Fig. 591 represents the Worthington duplex steam pump with its specially designed receiver.
The ball cock is a faucet which is opened or closed by means of a ball floating on the surface of the water as it rises and falls in the vessel.
In the illustration, Fig. 592, to be seen below the principle of its operation may be discerned. The fall of water in the tank lowers the float and opens the valve (which has in this case a rubber seat) and a rise of water in the tank closes the valve, hence this ball float controls and maintains a constant water level in the tank.

Fig. 592.
The float is a hollow ball of copper attached to one end of a lever while the other end is pivoted by a pin through it and the side of the shell of the valve. The valve itself is held by a screw to the lever and resembles very much an inverted lever safety valve.
This principle of construction and operation is applied to many devices among which is that described on page 318 relating to pump receivers.
The apparatus constitutes an automatic arrangement for keeping the water at a certain height. It is useful in cisterns, water backs, boilers, etc., where the supply is constant, the demand intermittent.

Fig. 593.
A tank is an artificial receptacle for liquids, thus: a tank engine is one which carries the water and fuel it requires, thereby dispensing with a tender; tank-iron or steel is common plate used in building tanks. Steel is cheaper than sheet-iron. A cistern is primarily a natural reservoir—a hollow place containing water; more commonly an underground reservoir or tank. Closed pressure tanks are usually cylindrical shells similar to a horizontal steam boiler, having bumped or rounded heads to save bracing. Closed pressure tanks are used extensively in connection with hydraulic elevators; the requisite pressure for these was formerly derived from an open tank installed upon[ 322] the roof of the building, but the closed pressure tank, located in the engine room, now very generally takes the place of the open tank.
A closed pressure tank is shown in Fig. 596 in use with a hydraulic elevator.
A reservoir is a place where water is collected and kept for use when wanted, so as to supply a fountain, a canal or a city by means of aqueducts or to drive a mill-wheel or the like.

Fig. 594.
A receiving reservoir is a principal reservoir into which an aqueduct or rising main, delivers water and from which a distributing reservoir draws its supply.
A graduated tank is one fitted with water gauges and indicating marks, at different heights, between which, the capacity of the tank is shown.
A ship’s ballast tank is the compartment for water to be pumped in and out for the purpose of insuring the proper stability of the vessel, to avoid capsizing and to secure the greatest effectiveness of the propelling power.

Fig. 595.
A vat is a cistern or tub, especially one used for holding liquors in an immature state, as chemical preparations and tanning liquor for leather. Fig. 594.
A tub is an open wooden vessel formed with staves, bottom and hoops; a kind of short cask, half barrel or firkin, usually with but one head. Fig. 595.
A gallon (U.S.) is equal to 231 cubic inches or 0.13368 cubic feet and weighs 81⁄3 lbs. nearly, (i.e. 8.3356). This is almost exactly equivalent to a cylinder 7 inches in diameter and 6 inches in height.
The imperial gallon of England contains 277.274 cubic inches, and is equivalent to 1.2 U.S. gallons and at 62° Fah. weighs 10 lbs.
A cubic foot contains 74805⁄10000 (71⁄2 nearly) U.S. gallons, and weighs 62355⁄1000 (621⁄3 nearly) lbs.
A barrel = 311⁄2 gallons. 1 hogshead = 2 bbls. = 63 gallons.
The strength of a tank is of the first importance; 2351⁄2 gallons of water weigh as much as a ton of coal, but unlike the latter, it presses in all directions. Immense losses both of life and property have been caused by the “bursting” or giving way of tanks; particularly of those of a considerable size and elevation.

Fig. 596.
Note.—Tank Valves. The “Corcoran” valve is made for either side or bottom outlet and for 1, 11⁄4, 11⁄2, 2 and 21⁄2 inch pipe; its action is automatic; the pull by which it is operated is controlled by a ratchet. This valve closes the pipe inside the tank. It thus becomes easy to empty the pipes in order to prevent freezing. The hoops, lugs and lock nut nipples are important parts of a well constructed tank. The foundations upon which tanks are supported should be carefully considered, as the average weight of a well made tank, when full of water, is about five tons to 1000 gallons.
The following table gives the capacity of round tanks or cisterns for each 12 inches in depth, if the tank is 24 inches deep instead of 12 inches, the result would be, twice the number of gallons.
Table.
| DIAM. | GALL. |
|---|---|
| 25 feet | 3671 |
| 20 „ | 2349 |
| 15 „ | 1321 |
| 14 „ | 1150 |
| 13 „ | 992 |
| 12 „ | 846 |
| 11 „ | 710 |
| 10 „ | 587 |
| 9 „ | 475 |
| 8 „ | 376 |
| 7 „ | 287 |
| 61⁄2 „ | 247 |
| 6 „ | 211 |
| 5 „ | 147 |
| 4 „ | 94 |
| 3 „ | 53 |
| 21⁄2 „ | 36 |
| 2 „ | 23 |
The contents of cisterns and tanks are estimated either in gallons or in cubic feet. The weight of water in any cistern or tank can be ascertained by multiplying the number of gallons by the weight of one gallon, which is 81⁄3 pounds, 8.333. For instance, taking the largest cistern in the above table containing 3671 gallons: 3671 × 8.33 = 30579.43 lbs. (nearly).
If the cistern is rectangular, the number of gallons and weight of water are found by multiplying the dimensions of the cistern to get the cubical contents. For instance, for a cistern or tank 96 inches long, 72 inches wide, and 48 inches deep, the formula would be: 96 × 72 × 48 = 331,776 cubic inches.
As a gallon contains 231 cubic inches; 331,776 divided by 231 gives 1,436 gallons, which multiplied by 8.33 will give the weight of water in the cistern. Fig. 594.
For round cisterns or tanks, the rule is: Area of bottom on inside multiplied by the height, equals cubical capacity. For instance, taking the last tank or cistern in the table: area of 24 inches (diameter) is 452.39, which multiplied by 12 inches (height) gives 5527.6 cubic inches, and this divided by 231 cubic inches in a gallon gives 23 gallons. Fig. 595.
Rule for obtaining the contents of a barrel in gallons. Take the diameter at the bung, then square it, double it, then add square of head diameter; multiply this sum by length of cask, and that product by .2618 which will give volume in cubic inches; this, divided by 231, will give result in gallons.
It is very desirable to place an efficient strainer on the suction pipe of a pump where there is the least suspicion that the water contains any sediment or floating matter.
Several of these useful pump attachments have been already shown, connected with pumps, in previous sections of this work, but a few more are here added.
Fig. 597 exhibits a cross section of a strainer of large capacity of long and satisfactory use. It has a semi-cylindrical vessel located in one side of the side pipe. Holes are drilled through the flat side extending across the diameter of the side pipe; any floating matter which will not pass through the holes collects in this strainer vessel and may be easily removed.

Figs. 597 and 598.
Fig. 598 represents a longitudinal section of this strainer. The top of the chamber is covered by a bonnet secured by a claw having one bolt, so that by unscrewing this bolt the claw and bonnet may be unfastened and the settling chamber with perforated plate withdrawn.
A suction valve with double strainer is represented by Fig. 599, in which the outer screen is raised for cleaning. In lowering, it is guided to its place by the cage around the foot valve chest, as will be seen in Fig. 600, which is a sectional view of326 this same valve. The suction pipe extension enables the pump to draw water when its surface has fallen below the top of strainer and also below the foot valves. This is often a great advantage where water is scarce and every gallon is needed.
This foot valve is a “double clack” hinged in the center. There are no openings or perforations in the bottom plate. Fig. 601 is a very convenient form of strainer for large pipes and where it is an advantage to have the strainer in the engine-room or near the pump. This strainer, like Fig. 597, can be lifted out for cleaning by removing the claw and bonnet. The chamber may be washed out by removing the plug at the bottom.

Fig. 599.

Fig. 600.
A most convenient vacuum chamber and strainer is represented in Fig. 602; it is located near the pump. By removing the suction chamber the basket or strainer may be lifted out by the handle under the arrow. The outlet is generally attached directly to the pump. The pump may be charged by removing the “priming plug” and inserting a hose, with water turned on.
Steam boiler feed water impurities consist mainly of chemical substances which are unaffected—as may be readily supposed—by mechanical devices just described; these impurities are largely invisible being dissolved in the water and hence, also, considering their variety, are most difficult to contend with. How to avoid the actual evils arising from the presence of foreign matter in feed water is of the first importance in steam economy; enormous losses of money, danger to life and property are involved in it. It has been said that there are more millions of treasure to be made by properly “treating” the water which enters the steam generators of the world than can be extracted from its gold mines.

Fig. 601.

Fig. 602.
Note.—Strangely, investigation has proved that water of this purity rapidly corrodes iron, and attacks even pure iron and steel more readily than “hard” water does, and sometimes gives a great deal of trouble where the metal is not homogeneous. Marine boilers would be rapidly ruined by pure distilled water if not previously “scaled” about 1⁄32 of an inch.
To deal properly with this subject the science of chemistry must be largely drawn upon; chemically pure water is that which has no impurities, and may be described as colorless, tasteless, without smell, transparent, and in a very slight degree compressible, and, were a quantity evaporated from a perfectly clean vessel, there would be no solid matter remaining. Now, in dealing with the impurities inside a boiler, it is to be observed that in no sense do they change the essential nature of water itself. The impurities are simply foreign bodies, which have no legitimate place in the boiler, and are to be expelled as thoroughly as possible.
The chemical substances to be eliminated are indicated in the note below. Water, on becoming steam, separates from the impurities which it may have contained, and these form sediment and incrustation. This is an important fact.
Corrosion is simply rusting or wasting away of the surfaces of the metals. Incrustation means simply a coating over.
Several approved recipes and “notes” of instruction for removing sediment and incrustation from steam boilers will be found near the close of this volume.
| Note.—Analysis of average boiler scale. Parts per 100 parts of deposit. | ||
|---|---|---|
| Silica | .042 | parts |
| Oxides of iron and aluminium | .044 | „ |
| Carbonate of lime | 30.780 | „ |
| Carbonate of magnesia | 51.733 | „ |
| Sulphate of soda | Trace | |
| Chloride of sodium | Trace | |
| Carbonate of soda | 9.341 | „ |
| Organic matter | 8.060 | „ |
| Total solids | 100. | parts |
The percentage only of each ingredient the scale is composed of is given, as it cannot be told how much water was evaporated to leave this amount of solid matter.
Water meters, or measurers, are constructed upon two general principles: 1, an arrangement called an “inferential meter” made to divert a certain proportion of the water passing in the main pipe and by measuring accurately the small stream diverted, to infer, or estimate the larger quantity; 2, the positive meter; rotary piston meters are of the latter class.

Fig. 603.

Figs. 604, 605.
The distinctive difference between the two is, that the positive meter measures water by means of a chamber alternately filled and emptied. In most of these the flow of water ceases when, by any derangement, the motion of the piston is interrupted. But neither the motion nor the stoppage of the inferential meter has any effect upon the water delivery, so331 that at times a large amount of water may pass unrecorded. Another important mechanical difference is that the motion of a piston meter should be slow, while that of the inferential wheel is, and must be, rapid; this has much to do with their relative durability.
Fig. 603 is a perspective view of the Worthington water meter, the details of which are shown in the Figs. 604 and 605, the recording or “dial” mechanism is also shown in Fig. 606.
The internal arrangement of the meter is shown in longitudinal section, Fig. 604, and the transverse section, Fig. 605, on the opposite page.

Fig. 606.
The plungers, AA, are closely fitted into parallel rings. The water passes through the inlet and port I, and is admitted under pressure into chamber, D, at one end of each plunger alternately, while the connection is made between the chamber at the other end of the outlet. Thus, the plunger in moving displaces its volume, discharging it through its outlet. The arrangement is such that the stroke of the two plungers alternates, the valve actuated by one admitting pressure to the other. The plungers are brought to rest at the end of the stroke by the rubber buffers, EE. One plunger imparts a reciprocating motion to the lever, F, which operates the counter movement through the spindle and ratchet gear as shown. Thus, it will be seen that the counter is arranged to move the dial pointers once for every four strokes or displacements, and that water cannot pass through the meter without registration, for, in order to pass through, it must be displaced by the plungers, and, therefore, recorded by the movement of the lever and counter mechanism; nor can there be an over-registration, because the plungers cannot move without displacing the fluid.
To read the dial. The counter usually registers in cubic feet, one cubic foot being 7.48 gallons U. S. standard. When desired for special services, counters are furnished reading in U. S. gallons, Imperial gallons, and Hectolitres. This counter is read in the same way as the registers of gas meters.
The following example and directions may be of use to those unacquainted with this method:

Fig. 607.
If the pointer is between two figures, the smaller one must invariably be taken; suppose the pointers of the dial stand, as shown in Fig. 606; starting at the dial marked 10 cubic feet, we get the figure 4; from the next marked 100 cubic feet, the figure 7; from the next marked 1,000 cubic feet, the figure 8, and from the next marked 10,000 cubic feet, the figure 6; the reading is 6,874 cubic feet. The pointer on the 100,000 cubic foot dial being between the 0 and the 1 indicates nothing. By subtracting the first reading taken from that taken at the next observation, the consumption of water for the intermediate time is obtained.
A steam trap is an apparatus to remove the water of condensation from steam pipes for heater coils and radiators without permitting steam to escape; the steam trap is also used to remove the water of condensation or entrained water caught in steam separators, located near the steam engine in the connecting pipes between the engine and boilers.
The problem of saving the water of condensation without allowing the escape of steam is a difficult one, in view of the early wear of the valves and the valve seats.
Fig. 607 represents the Anderson improved steam trap. This trap shows at all times what it is doing by the position of the water in the glass gauge attached to the side of the trap and in front. The water of condensation enters at the upper right-hand side, A, Fig. 608, where all scale and dirt from the pipes are caught in the settling chamber which contains a strainer. This strainer can be lifted out with its contents of dirt and scale and replaced in a few moments by unscrewing the plugs, shown in Fig. 607 just above the inlet. The discharge is connected at the lower left-hand side. The bonnet which contains the valve float and lever can be removed without breaking any pipe joints, or the valve and seat may be removed by simply unscrewing the cap, H, at the lower left-hand side without disturbing the bonnet at all. It will be understood that this trap does not dump, but the discharge of water is regulated by a ball float and valve, hence there are really but two working parts to this trap, viz.: the ball float and valve. Water is permitted to pass this trap as fast as it comes along, and no considerable quantity ever accumulates within this trap at any one time.
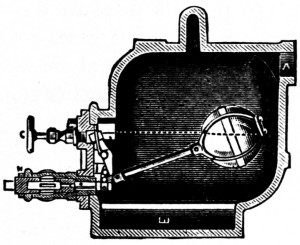
Fig. 608.
The sectional view, Fig. 608, gives a fair idea of the interior of this trap, being a longitudinal section on center line. The by-pass valve, C, so-called, is not a valve, but is simply a334 threaded stem and is used to hold up the float in emptying the trap. To blow out the trap this by-pass is screwed in as far as it will go without forcing, same motion as in closing a globe valve. When the water has been discharged, this by-pass is unscrewed to its former position, which permits the float to drop, closing the valve when the reservoir fills with water, to its normal position.
With three inches of water in the glass the valve is closed and sealed so that no steam can escape. The dotted line represents the water level. The sediment chamber, E, prevents dirt and scales in the pipes from getting into the valve.
The ball float is made of seamless copper with heavy bands to prevent the ball from collapsing under high pressure. These traps work on all pressures from 150 pounds pressure down, and are also made for higher pressures in special cases—will work against back pressure and with exhaust steam alone—are made in seven sizes, i.e., from 1⁄2 inch to 21⁄2 inches, inclusive.

Fig 609.—See page 348.
The implements described hereafter are called “hand-tools” to distinguish them from machine-tools. A portable tool is a tool or machine-tool which can be taken from place to place, for example a riveting machine.

Fig. 610.
Tool, the word, comes probably from toil, signifying the thing with which one toils or labors, a hammer, file or wrench; a tool never ceases to be a tool, i.e., something which is applied directly to the work; generally tools in machine practice cut, abrade, like a file, or strike—as a hammer; a tool is that which is brought to bear directly on the work; again, it is any implement used by a craftsman at his work; it is any instrument employed for performing, or aiding to perform, mechanical operations by means of striking, penetration, separation, abrasion, friction, etc.
Again in practical mechanics the word tool has a restrictive meaning; a single device, as a chisel, crowbar or saw, or a very simple combination of moving parts, as tongs, shears, pincers, etc. These latter for manual use, are always called tools, although embodied in the strict technical definition of machine.
Such machines as are used in shaping materials in the construction of the parts of other machines, and also many of those which perform work, such as boring, planing, riveting, etc., formerly only done by hand, and still performed manually to a greater or less extent, are nearly always called machine tools; the term, engine tool, is more in accord with general usage when referring to large and complicated machines.
It is by his knowledge of the application of hand-tools and their practical use, that the pump attendant is judged by those around him. The skillful mechanic, who with many others, constructs a machine, may be neglected, but one who skillfully operates the apparatus, seldom fails of due credit and reward, hence these paragraphs are intended to emphasize the importance of these more humble implements.
Fig. 610 represents a pipe cutter—a hand tool specially used for cutting of wrought iron, steel or brass pipe. This tool consists of a cast steel body, tapped in one end to receive the adjusting screw or handle which also serves to rotate the tool when applied to a pipe. The cutting is generally effected by a hardened cast steel cutter with cutting edges having angles of about 60° like a V thread; an enlarged form of this cutter is shown in the engraving.

Fig. 611.
Fig. 611 shows a ratchet drill; this is a tool in which the rotary motion of the drill is derived from a ratchet and pawl actuated by a lever or handle. There are various forms of this class of tools. This one is the “Packer ratchet.” The thread for adjusting or feeding the drill is protected from chips and dirt by a sleeve which covers the shank.
The center is of tempered tool steel as well as the ratchet and pawl. The socket is usually made square.
In cutting larger sizes of pipes sometimes a special cutting-tool is introduced in place of the circular cutter to accomplish the more difficult work; in shop practice it is customary to cut the large sizes of pipe in a lathe or screwing machine.

Fig. 612.

Fig. 613.

Fig. 614.
The three tools shown on this page are designed to prepare the pipe for the reception of the threaded end of the pipe to be joined. The upper one, Fig. 612, is a reamer used to enlarge a hole, or to round up one that has been drilled or cut with a chisel, to prepare it for tapping. The lower, Fig. 614, is the tap which cuts the thread. The middle, Fig. 613, is a combined drill and tap which is operated by a ratchet and is used to drill and tap a hole in water pipe, etc., at one operation.
“Tapping” is the process by which the thread is formed in the interior of a hole, and is done with a tap; screwing is the reverse process by which the thread is formed on the outside of a cylindrical surface, as a pipe or round bar of iron.
A tap consists of an external screw of the required size, formed of steel and more or less tapered, part of the thread being cut away by longitudinal grooves in order to present a series of cutting edges. By screwing into a nut in the manner of an ordinary bolt this tap forms the thread required.
Plug-taps are usually made in sets of three. The first, called the entering tap or taper tap, generally tapers regularly throughout its length; the second, or intermediate tap, sometimes tapers, but is usually cylindrical with two or three tapering threads at the end; the third, called the plug-tap or bottoming-tap, is always parallel, with the full thread carried to the end.

Fig. 615.

Fig. 616.
Fig. 615 shows a crow. This is used to hook underneath a pipe and to support and feed a ratchet drill in cutting a hole. The sliding head is fastened by a double ended gib key which secures it in any desired position. A swivel bench vise is shown in Fig. 616. This tool has cast steel jaws with a wrought iron slide and is attached to the bench with a screw so that it may be turned in any position.
A pipe vise is shown in Fig. 617. This is mounted on a journal bearing so that it may be clamped in any position from a horizontal to a perpendicular.

Fig. 617.
The pipe vise is especially a bench tool; it is designed to “grip” pipes of various sizes while they are being threaded, cut off or otherwise operated upon.
A parallel or ordinary bench vise will only grip a pipe on two opposite sides, and, if tightened, the strain will easily collapse it, owing to its hollow form; but a pipe vise is so made that it presses upon four points, as the jaws or holding portions are formed V shaped, instead of parallel.
Some pipe vises are formed of two pivoted discs instead of jaws, having semicircles or recesses, which fit all diameters of pipes up to two inches, and bear on the outside of the pipe all around.
It is an improvement to have the upper portion of the vise hinged at one side, and fixed with a pin or collar at the other, as by opening the jaws it renders more convenient the removal or insertion of the pipe to be operated upon.
The upper Fig. 618 on page 342 represents an indispensable tool for cutting pipe threads by hand; one handle—of which there are two—is shown in the figure immediately beneath the pipe stock and die, which is the familiar name of the combination. The guard in the illustration is thrown open to allow the die to be removed or exchanged. Fig. 620 represents the latter; solid steel dies are commonly used, but adjustable dies are made. Figs. 621 and 622 are bushings to fit in the end of the stock to guide the pipe; there is one bushing for each size of pipe.
Fig. 623 shows a nipple-holder which is used to hold short pieces of pipe by the thread upon one end, while the die is applied to cut a thread upon the other end. This tool is generally used in a pipe cutting machine, which is operated by power, but it can also be held in a common vise.
Note.—The die may be centered on the nipple described above by placing in the die stock a guide bushing that will easily ride over the nipple holder. The thread can now be cut until the die just touches the nipple holder, and there will be practically no blank space between the threads on the ends. After the die has been backed off the nipple can be removed from the holder by unscrewing the center with a monkey wrench. A nipple holder should be made for each size of pipe that is cut and threaded by hand. A piece of pipe with a coupling on its end may be used as an improvised nipple holder.

Fig. 618.

Fig. 619.

Figs. 620-622.

Fig. 623.
Fig. 624 shows an extension pipe tongs; this tool may be adjusted to fit a number of different sizes by manipulating the thumb screw, shown in the cut.

Fig. 624.

Fig. 625.
Fig. 625 represents the Trimo pipe wrench. This name is an abbreviation of the word Tremont from the street in Boston of that name. It is adjusted to its work by a milled nut in the pivoted jaw; the latter is brought into position at each stroke by a leaf spring attached to the main lever. In the larger sizes the steel jaws are removable or can be detached and replaced after being repaired. The lower engraving, Fig. 626, is a chain tongs with removable, tool-steel jaws. The hard scale on the piping rapidly destroys the sharp edges on these jaws so that they require frequent sharpening. The links of the chain have a peculiar hook form so that they cannot slip.

Fig. 626.
A spanner, shown in Fig. 627, is a special form of wrench, which circles or spans around; generally used for twisting a circular-shaped portion, provided with holes in its circumference.

Fig. 627.

Fig. 628.
Screw or monkey-wrenches are those which have a movable jaw, so that the tool may be adjusted to fit any sized nut within its compass; as shown in Fig. 628. There are many designs of monkey-wrenches. The one here represented is known as the “knife-handle” on account of the identical construction of the handle of this wrench and that of a pocket knife. It is strong and the shank is extra heavy so that it is hardly possible to spring the jaws in fair use.

Fig. 629.
An interchangeable socket wrench is shown in Fig. 629. The handle is much like a ratchet drill, having a pawl and ratchet wheel attached to the sockets; these are for use upon various345 sizes of hexagon or square heads, as represented by figures underneath the handle. Some of these socket wrenches have forms of steel for insertion into the hole in the ratchet by which different shaped and sized bolt heads and nuts may be turned without changing the main socket.
The word wrench which gives this term to the tools here described is one of the strong words of the English language; wrench means, primarily, “a violent twist or turn given to something,” hence, as derived, almost any instrument that causes a twist or torsional strain comes under this heading. A wrench is a tool used by hand to turn or rotate other tools, nuts or bolts.
A wrench is specially designated according to its shape and of the jaws or openings, as an open-end box-wrench, etc. If the opening is through one end, it is termed a single-ended wrench; if it is in the middle, a double-ended or tap-wrench. If the recess is open, it is termed an open-ended wrench; if closed, forming a square or hexagon opening through the metal, a box-wrench. A solid wrench having a notched angular recess in its end, so that any nut or bolt which will enter the jaws can be grasped, is called an alligator-wrench.
The hammer was probably the first tool used by mankind; hammers of stone are found among the remains of antiquity, and these are still in common use among barbarous races. The hammer is made in such a variety of forms that it is almost impossible to classify it; it is named not only for the use to which it is put, but after the trade-class which uses it, as the machinist hammer, the blacksmith-hammer, etc.
The hammer is made of high-grade steel, carefully tempered head and peen; the head is usually made cylindrical with slightly rounding face; the eye of the hammer is the center opening through which the handle is inserted. The peen of a hammer is the opposite end to the face, and terminates in a rounded or wedge-shaped point.
Note.—In its use the hammer should be grasped near the end of the handle, giving it a free arm swing, and carrying the head through a nearly vertical plane. If the plane of the swing approaches a horizontal the weight of the hammer will produce a twisting effort on the fore-arm, which will be very tiresome. The handle should be grasped with only sufficient force to safely control the blow.

Fig. 630.

Fig. 631.

Fig. 632.
The word valve comes from the Latin—valva—a leaf, fold or valve of a door (as of a folding door).
A valve may act automatically so as to be opened by the effort of a fluid to pass in one direction and closed by its effort to pass in the other direction, as a clack valve; or it may be opened or closed by hand or mechanism, as a screw valve or a slide valve. In the glossary at the beginning of this work, the word has been carefully defined and several illustrations have been given of various designs of the device which have come into general use.
Valves are of several classes.
1. Rotary; such as cocks, faucets, plug throttle-valves.
2. Lifting; raised clear from the seat by power beneath; such as ball, conical, cup, safety, poppet.
3. Hinged; such as clack, butterfly.
4. Sliding; such as the slide, D, B and box.
5. Spring; such as some forms of safety-valves, Snifting and Relief valves.
6. Inverted-cup; such as quicksilver valve, air trap, etc.
7. Key; such as those of the organ, flute, etc.
Other names are derived from peculiar shape, application, mode of actuation, etc.
A cock is a faucet or rotary valve usually taking its name from its peculiar use or construction, as:—
Blow-off cock,
Cylinder-cock,
Feed-cock,
Four-way cock,
Gage-cock,
Oil-cock,
Self-closing cock,
Steam-cock,
Stop-cock,
Three-way cock,
Try-cock,
Water-cock, etc.
Note.—The above classification is that made by E. H. Knight, Civil and mechanical Engineer, etc., and author of Knight’s Mechanical Dictionary. He adds: “The heart is created upon the principles of hydraulics, and is furnished with a valve. Harvey deduced the circulation of the blood from Aquapendente’s discovery of the valves in the veins.”
As may be judged by the preceding paragraphs, giving the names derived from their mechanical and other uses of several only, of a great many varieties of valves, it were vain to attempt a complete list of these devices; it may be said however that the whole system of modern mechanism would be, almost, if not quite, a failure, if they were not used.
Hence, the student will do well to familiarize himself with the valve movements sure to be found in every combination of industrial and mechanical forces.
A few illustrations of the adaptation of valves of various designs to useful purposes now follow.—
A combined throttle and quick closing trip valve is shown in Fig. 609, page 336; this is made by Schutte & Koerting Co., Philadelphia; this apparatus is designed to fill the requirements of an emergency shut-off; the valve is balanced and operates as stop and throttle. The object of balancing the valve is to remove the strain from the spindle, so that its operation can be effected quickly and with the least effort. The piston above the valve is not tight fitting, and contains a small auxiliary or pilot valve attached to the spindle, which opens in advance of the opening of the main valve; thus the pressure above the piston and below the valve is equalized; little effort is now required to lift the main valve, at the same time the pilot valve, E, answers the purpose of a by-pass.
The several proportions are such that a slight over-pressure is maintained above the piston to give the valve, at all times, a tendency to close. This over-pressure should be but slight, and to regulate it at will there is (besides the leak around the piston) a separate steam admission above the piston, regulated by the plug, C.
Depending on the fit of the piston, this plug is opened more or less, or entirely closed, when valve is first put in operation, and then locked in that position.
Ordinarily the construction of this valve demands the application of a screw-spindle to actuate it; it is also made in angle form and can be placed with spindle upward or horizontal.349 In all positions, globe, inverted and angle valves, steam must always enter above the disc, viz., in the direction of the arrows.

Fig. 633.
The operation by lever is demanded when a valve is used as a quick emergency shut-off, either by hand or in connection with automatic appliance of governor, electrical cut-off or auxiliary, steam, air or hydraulic cylinder.
The valve itself is of the balanced form, except that in this valve the spindle carries at the bottom a small piston or sleeve, F, shown in the figure. The valve is locked open by moving hand lever up till the catch on same engages with the lever, G, supported on the upright bar.
The valve being then open, steam pressure acts on the area of the piston, F, with continuous downward force, which will cause the valve to close as soon as the latch is released. Thus, by connecting the rod on the outer end of lever, G, with a hand lever, at any desired location, the operation is had without effort and promptly.
A pressure reducing valve is shown in outline and a side view in Figs. 633 and 634; this is in effect a (Mason) pump pressure regulator and it is applicable for fire, tank, elevator, air and water works pumps, or any class of pumping machinery where it is necessary to maintain a constant pressure. The regulator may be quickly adjusted to any pressure desired by turning the key as shown in Fig. 633.
The especial feature of this regulator is that the pressure chamber into which the water enters is entirely removed and separate from the steam and all working parts.
The long cylinder at the bottom of the regulator is a dashpot, the piston of which is connected with the main valve of350 the regulator, thereby preventing sudden and violent “jumping” of the pump when the pressure suddenly changes. These valves are made in all the pipe sizes; those up to and including 2-inch of the best steam metal; the largest sizes of cast iron, lined with steam metal. The springs are made of the finest tool steel, tempered.

Fig. 634.
The Mason Regulator Co., Boston, are to be credited with the following directions:
The regulator is placed in the steam pipe leading from the boiler to the steam pump and as near the pump as possible. The connection with the water system is made either from the tank or from the water system, at some little distance from the pump. Brass pipe should be used if possible, for this connection. The drip should be connected to some pipe where there is no back pressure. The steam from the boiler enters at the point marked “steam inlet from boiler,” and thence through the passage, X, through the port, which is kept open by the tension of the spring, 79, upon the auxiliary valve, 80. It continues down through the passage, Z, to the under side of the differential piston, 70, and raises the valve, 16, so that the boiler pressure is admitted to the pump through the passage marked “steam outlet to pump.” This starts the pump, which continues in motion until the required water pressure is obtained in the system and acts through the connection marked “water pressure inlet” on the diaphragm, 74. This diaphragm is raised by the excess of water pressure, and carries with it the auxiliary valve, 80, which closes the port for steam pressure. By the closing of this valve, the boiler pressure is shut off through the passage, Z, from the differential piston, 70, and the steam pressure from the boiler immediately closes the main valve, 16, so that no more pressure is admitted to the pump, which remains inactive until the water pressure in the system drops below the normal joint and351 relieves the water pressure in the chamber, O, which causes the auxiliary valve, 80, to open again, and starts the pump as before described. The check valve, 71, which is placed in the bottom of the piston, 70, allows the pressure regulator to open easily, but stops the pump quickly. This is a great advantage, as the pump will not start with a jump, the moment the water drops. By changing the tension of the spring, 83, through the key stem, 85, the amount of water pressure can be regulated.

Fig. 635.
Mason water reducing valve. Fig. 635 is designed to reduce the water pressure from the street water mains to a low pressure, for houses and buildings. The body or valve portion is fitted with couplings, so that it may be easily attached to a pipe. That part of the valve above the diaphragm, and which comes in contact with the water, is made of the best steam metal, thus preventing corrosion. The long spring case is made of heavy iron pipe, at the end of which is an iron bracket, suitably drilled, so that the valve may be securely bolted either to the floor or to a beam overhead. The tension of the main spring is adjusted by means of a small rod inserted in a nut at the end of the spring case. The diaphragm is very strong and will hold several times the pressure required. The working of this regulator is very simple. The water enters through the inlet coupling, 45, and passes through the chamber, 68, into the low pressure side of the regulator, the valve, 43, being held open by the tension of the spring, 53. When the low pressure has attained the desired limit, which is also felt in the diaphragm chamber through the hole which communicates with the chamber, 68, it forces down the diaphragm and seats the valve, 43. When the pressure again drops in the system, the diaphragm is forced up by the spring, 53, and the valve, 43, again opens.
An automatic throttle valve for a boiler feed pump is shown perspective and outline in Figs. 636 and 637; this is a governor for the pump, controlled by the relative pressures of steam and water. It is known as Mullin’s automatic controller and is made at Seattle, Wash., and has the following features:

Fig. 636.
It is simply a balance valve and differential piston; it is in a class by itself, both as to its construction and operation in regulating feed water pressure in connection with steam boilers.

Fig. 637.
The initial steam pressure being on the ends of the valve, has access, through the neck, to the full area of the piston, and353 will force it into a position that gives the full valve opening, where it will remain until overcome by water pressure from the pump, acting against the opposite side, which is of reduced area.
It is necessary in operating this valve to have an excess of water pressure over the steam pressure in the boiler. The excess of the water pressure is obtained by the reduction of the area of the water side of the piston—thus to illustrate—if the total area were 10 square inches, and the reduction was one inch or 10 per cent., it would require that the water pressure should be 10 per cent. greater than steam pressure, to give the same thrust on the piston, then until the water has reached a pressure 10 per cent. in excess of the steam, the valve would be held open, but thereafter it is held open only wide enough to admit steam to the pump to keep up this 10 per cent. excess pressure. Should the excess pressure attempt to rise above this, it immediately forces the steam valve nearly shut, thus nipping the cause of the rise, namely, too great a piston speed.
Note.—“In starting the pump, ‘stand by’ until it has caught suction, and accumulated nearly the correct water pressure, now open the valve on the pulse, or pressure pipe to the controller and open pump throttle wide, thus giving the controller free action.
“Suppose the boiler pressure is 100 pounds, the water pressure will be 10 per cent. higher or 110 lbs. Carrying an even fire, with water at second gauge, feed valves properly set, the load suddenly increases, which pulls steam down to 99 pounds, the water does not remain at 110 lbs. as before, but is now 10 per cent. in excess of 90 lbs. or 99 lbs., thus in place of 10 lbs. excess water pressure there is but 9 lbs., which means there will be less water delivered through the feed valves, which will hardly ever have to be touched.
“Next the load will lighten—steam will rise, and the excess pressure will automatically increase, thus restoring the water used at a time when it was most necessary to lighten the feed to temporarily favor the fire.
“Suppose the load continues light, with good fires, steam rises to 110 pounds, the water will rise to 10 per cent. more pressure or 121 pounds, thus automatically giving more pressure to ‘feed up’ on high steam, and store away the heat that would be wasted by radiation, absorption, or perhaps blowing off.”
The water pressure will vary only as the steam pressure varies, always keeping the same per cent. of excess. The results are directly opposite to what would or does occur where feed water is delivered at a stated pressure. On a battery of boilers, during the cleaning of fires, the closing of feed valves on one, two or more boilers, does not affect the feed of those already set in the least, the pump will simply make less strokes necessary to properly feed the others.
The regulating is done by the feed valves at the boilers; if it is desired, all feeds may be closed, and the pressure will not rise, the pump will stop; if its plungers need packing it will be detected by the fact that the pump will creep, to keep up the required pressure. When feed valves are once regulated to admit the required amount of water, to replace the evaporation, they may be marked, and when in this position, they, with an even steam pressure, will always admit the same amount of water to the boilers.
It is understood that this valve is placed between the ordinary throttle valve and the pump.

Fig. 638.

Fig. 639.
The Bordo blow-off valve is shown in Figs. 638 and 639; it consists of a brass or iron body which resembles the shell of a plug-cock, but with this difference, it has a sharper taper than the regular plug-cock; in this device the plug is usually made of brass—tinned on the outside. In process of making and while355 hot a sheath of babbitt metal or its equivalent is cast upon the plug; the metals amalgamate and practically become one casting.
The parts of valve are as follows, 1, the body, 2, the plug, 3, the packing and lifting gland, 4, the lifting cam, 5, lock-nut, 6, two brass rings of equal size, with a special gasket between them—all as shown in the engravings.
The valve is operated with a wrench on the square of the plug. The lifting gland when adjusted is permanently held by a lock-nut. By releasing the lock-nut with the wrench and turning the gland to the left, the plug is lifted so that it will turn easily. When the lock-nut is moved up, the lifting cam (which couples the packing gland to the plug) can be pulled out; the gland is then free to be removed for repacking. In use the best method of handling is to open and close the valve slowly—never with a jerk.
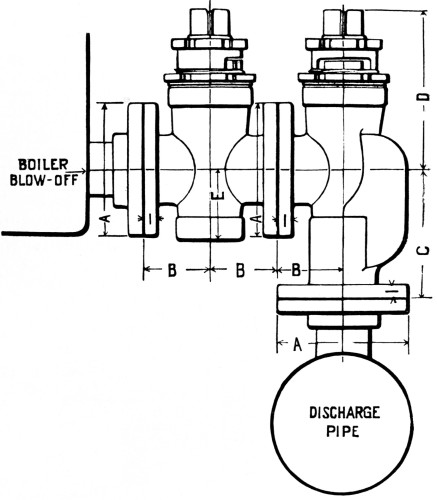
Fig. 640.
The tendency toward higher pressure steam boiler installation has made apparent the need of a blow-off, like this one described,356 made of strong material and correct in principle; in fact the high steam pressures now carried have almost made a revolution in boiler appliances.
The Fig. 640 represents two valves applied to the end of a blow-off pipe. The valve next to the boiler is open at all times excepting when the operating valve, next to the sewer is to be attended to for repairs, etc.
The table below is intended to correspond with the letters to be seen in the illustration, Fig. 640.
Table.
| Size in Inches |
Diam. of Flange |
Centre to Face |
Centre to Bottom |
Centre to Top |
Centre to Bottom |
Diam. of Bolt Circle |
No. of Bolts |
Diam. of Bolts |
Thick. of Flange |
|---|---|---|---|---|---|---|---|---|---|
| A | B | C | D | E | I | ||||
| 1 | 41⁄2 | 21⁄2 | 41⁄2 | 41⁄2 | 21⁄8 | 31⁄4 | 4 | 1⁄2 | 11⁄16 |
| 11⁄4 | 5 | 23⁄4 | 51⁄8 | 51⁄4 | 21⁄2 | 33⁄4 | 4 | 1⁄2 | 3⁄4 |
| 11⁄2 | 6 | 31⁄4 | 57⁄8 | 6 | 23⁄4 | 41⁄2 | 4 | 5⁄8 | 13⁄16 |
| 2 | 61⁄2 | 33⁄4 | 7 | 71⁄4 | 33⁄8 | 5 | 4 | 5⁄8 | 7⁄8 |
| 21⁄2 | 71⁄2 | 41⁄4 | 81⁄4 | 85⁄8 | 4 | 57⁄8 | 4 | 3⁄4 | 1 |
| 3 | 81⁄4 | 5 | 91⁄2 | 10 | 45⁄8 | 65⁄8 | 8 | 5⁄8 | 11⁄8 |
One cock of this pattern is usually employed, but to use two (as shown in the figure) is the best practice especially for high steam service.
Note.—It will be easily understood that the B. O. is an abbreviation; it stands for Bordo. The makers claim for the device that, 1, it will not stick or jam, 2, it keeps it seat under pressure, 3, it has full pipe area in ports, 4, it is easily adjusted to take up wear and, 5, it opens and closes with a quarter turn and with a very short wrench.

Figs. 641, 642.—See page 363.
A pipe was originally a wind instrument of music, consisting of a tube or tubes of straw, reed, wood or metal; in the literature of hydraulics this wind instrument becomes “a long tube or hollow body of wood, metal, earthenware, or the like; especially, one used as a conductor of water, steam, gas, etc.”
A pipe fitter is one who fits pipes together, or applies pipes, as to an engine or pump. A pipe fitter uses all the tools already described and in addition several others, as stretched lines, the spirit level and plumb-bob; he also uses special devices to aid in special cases; these are sometimes invented by himself and sometimes belong to “the trade-lore” transmitted in the long and varied operations of every successful shop. A pipe fitting is a piece, as a coupling, a valve, etc., used for connecting lengths of pipe or as accessory to a pipe. Joint comes from the word join and means the place or part where two things or parts are joined or united as a joint in a pipe. See note below.
Narrow surfaces make better and safer joints than wide ones; they are more quickly repaired with file or scraper, and they are less liable to catch dirt at the moment of making a joint. The limit of narrowness is that required to resist strains that might crush the metal and spoil the face of the joint.
Unless the joint is made metal to metal, fitting without any orifice, the jointing material is always softer than the pipes or other things to be joined. In this way the jointing need not have dead-true surfaces, but, yielding under pressure, it adapts itself to the space it has to fill. It must be dense enough and hard enough to resist all the working strains and influences that are likely to act upon it. The jointing of a steam pipe must resist the temperature of the steam, the water it carries with it, the changes of temperature when the pipe cools during intervals of work, and the strains due to the weight of the pipe, and also the internal pressure of the steam. If it expands differently from the metal in the pipe, it must be sufficiently elastic to compensate for this expansion, otherwise it will leak each time the pipes cool down.
Note.—In proportion as steam pressure gets higher joints are made thinner and flanges smoother. In the past rough turning succeeded chipping, rough filing followed with an application of the surface plate, and finally the scraper was used to produce a dead-true surface, which is now only cleaned and wet with heavy mineral oil to withstand any pressure whatsoever.

Fig. 643.

Fig. 644.

Fig. 645.
The joint should be always inside the line of bolts, and if any joint material extends beyond, it would only help to support the flange in case it should spring. This, of course, indicates faulty design, for flanges ought to bear the strains of jointing without perceptible spring. Male and female flanges are best for high pressures.
A very popular joint is made with a planed or turned surface and a sheet of paper of the quality used to wrap bales of paper. This is the last survival of the millboard. Rubbed over the flange with a dirty hand and cut out with a penknife on a board, this is one of the cheapest jointings known. This paper has no lumps or grit in it, and if smeared with mineral cylinder oil it may be separated several times before it is spoiled. It is largely used on the faced joints of small engines and[ 361] steam pumps. The mineral oil increases the life of the paper when exposed to high steam. Sheet asbestos is better.
Hydraulic joints for high pressure require greater rigidity than those of steam, but they do not have to bear high temperatures. The jointing material may be more or less plastic, such as leather, rubber or gutta percha. It is generally inclosed in a groove in the flange, and compressed by a projection fitting the groove, so that expansion of the jointing is arrested and the space is completely filled. There is no better principle for joints than this where packing is used between flanges. At a pressure of three tons to the inch, every square sixteenth of an inch must resist a power equal to twenty-six pounds; the joint must therefore be non-porous.

Fig. 646.

Fig. 647.

Fig. 648.

Fig. 649.

Fig. 650.

Fig. 651.

Fig. 652.
There are compounds used for making joints on which the plastic matter, which is subject to much change of volume between the liquid and solid state, is mixed with a neutral substance, like sand, which, combining mechanically with it, replaces from 90 to 95 per cent. of the total mass, and reduces its shrinkage to an inappreciable quantity.

Fig. 653.
Another class of joints is that into which the jointing material is poured in a liquid state. Most of those liquids, such as lead, pitch, putty, sealing-wax, beeswax, or clay, shrink when they dry or cool. Others, like Portland cement and certain metallic alloys, do not change in volume. Others, again, like sulphur and plaster of Paris, increase in volume in setting. These substances all vary in their elasticity, qualities of density, hardness, and powers of resisting heat, cold and moisture. The duty of a joint must, therefore, be well considered before the material is chosen, after which the recess in which it is to lie must be carefully designed so as to firmly hold the material and with the least possible waste.

Fig. 654.
Kerosene, from its solvent powers, will destroy joints of rubber or of cements compounded with oils. Kerosene tanks are, therefore, rust-jointed and calked. As kerosene does not dissolve anything that is soluble in water or alcohol, kerosene casks are coated with glue to make them tight. India rubber may be used as a kerosene joint if inclosed like the hydraulic joint, and prevented from swelling. It is then unable to absorb the liquid. But leather is very much better.
In making up a piece of piping in which several fittings are quite close together, each fitting is tightened separately; do not follow the common practice of making up loosely at first and then tightening all together by applying a wrench to the fitting farthest from the main connection, as this process does not insure tight joints and the intermediate fittings, nipples, etc., are subjected to an unnecessary torsional strain.
The proper arrangement of pipe connections have already been alluded to in Part One, page 222; it is a subject whose importance can scarcely be magnified for if any difficulty is experienced in making a pump work properly when first started, it will generally be found to proceed from imperfect connections, and this remains true quite to the end of the usefulness of the pump. By a careful study of the illustration above mentioned, a good degree of attention will be repaid.
Figs. 641 and 642 represent pipes which are specially intended for mine pump columns or discharge pipes. They are made in sizes from six inches to thirty inches outside diameter; they are of wrought iron, lap welded and tested to a pressure of five hundred pounds to the square inch; they are fitted with cast iron or steel flanges, bolts and gaskets which face square with the center line of the pipe.
These flanges are shrunk on the pipe as shown in the figures, expanded and flared inside.
Fig. 643 represents a male and female flange joint metal to metal combined with and forming a part of the pipe; it is used for special work and conditions. Fig. 644 is the usual screwed sleeve threaded connection with right hand coupling. Fig. 645 is a much used male and female flange union screwed for the reception of standard wrought iron pipe. Fig. 646 illustrates the common threaded malleable iron union and Fig. 647 the plain light malleable iron tee.
Note.—Attention of the reader is directed to that part of the Glossary in the opening pages of Part One which relates to pipe and fittings as being closely related to this division of the work and which may be considered as an introduction to what is now added.

Fig. 655.

Fig. 656.

Fig. 657.
Steam Pipe Lines. These are constructed of cast iron or wrought iron and used for conveying a supply of steam from the boilers to engines, pumps, turbines and other machines driven by steam. Usually these lines are built up with straight pipe and “fittings.” The names of the latter are as follows: elbows; forty-fives (45°); tees; plugs; caps; reducers (or bushings); nipples; valves; unions (with ground, perishable, and flange joints); couplings (reducing and right and left); crosses; special fittings, such as elbows and tees of a nominal size reduced365 at some point to a smaller size to avoid the use of reducers; angle, check, and gate valves, and plug cocks; lock-nuts.
Note.—Cast iron was formerly entirely employed for steam pipe, but now it is never used for high pressures.
While lead and iron pipe have taken the place of the old log pipes of former days for carrying water and sundry purposes, there are still uses for which wooden pipe is better adapted than any of the metal pipes; a new kind of wire wound wooden pipe has been made. Each length is built up of staves, wound with galvanized steel wire under tension. The sizes are made 2 to 8 inches internal diameter. The staves are kiln-dried, 7⁄8 inch to 11⁄2 inch thick. Joints are made with a male and female socket on the small sizes, and a sleeve and butt joint on the larger sizes, 8-inch pipe of this type, wound with No. 4 copper wire, has been tried, where acid water rapidly destroys ordinary pipes, with excellent results. This pipe has been tested to 500 pounds pressure, it is lighter to handle and is not so liable to burst as cast iron.
The proper anchoring and supporting of large steam mains is important. It is preferable to allow the system to expand in the proper direction without stress and at the same time avoiding vibration. The illustrations will give an idea of the method used in supporting pipes and allowing for expansion. Fig. 657 shows a wall bracket upon which the rollers supporting the pipe and allowing for the expansion and contraction are attached. Fig. 655 shows a bracket with an adjustable single roll, which may be adjusted to suit the pitch of the pipe at the same time allow the pipe to expand.
Fig. 655 shows a bracket with one adjustable roll designed for main steam pipes. This is an elaborate device but would be appreciated in buildings where everything is wanted to make up a strictly first class line of details.
Fig. 657 represents an extension of the same idea in which one bracket is made to carry two lines of pipe smaller than the one shown in the preceding illustration. Fig. 656 is a support made of one inch round iron and answers every purpose where all of these designs of pipe hangers permit of free expansion and contraction of the pipes.
It is bad practice to support the main steam pipes over boilers by hangers from the building as the building may settle in a different degree from the boiler hence the steam pipes are not properly supported, i.e., they are either strained unnecessarily by the strain upon the hangers or they are permitted to support themselves; it is better to support them by iron props underneath, made by screwing a flange upon the end of a piece of pipe of proper length and having a wrought iron crotch with thread and nut for adjustment inserted in the upper end.
The flange on the prop rests upon the boiler walls while the crotch fits the pipe and by means of the nut any desirable elevation of the steam pipe may be secured. For when the boilers settle as they will the pipes and connections all settle together.

Figs. 658-666.
Fig. 648 shows the common wrought iron right-hand sleeve coupling and Fig. 649 a plain lock nut.
Fig. 650 shows the bell and spigot connection commonly used for joining cast iron water or soil pipes, the joint being formed by pouring melted lead into the cavity inside the bell. The melted lead is prevented from escaping by damming up the opening with a turn of oakum at the bottom and fire clay at the top of the joint. After the lead cools it is calked with a calking tool. Fig. 651 is similar to Fig. 643 only the latter has plain flanges with a gasket, A, B, inserted.
Fig. 652 represents an improvement on the union shown in Fig. 646. It is known as the Dart-union. The improvement consists in the substitution of a ball and socket joint made of composition brass or bronze ground joint and enclosed within the malleable iron case; unions are particularly desirable for inaccessible locations where it would be next to impossible to reach the union to renew the gasket.
Fig. 653 is an extra heavy beaded malleable iron tee, while Fig. 654 shows a common threaded cast iron pipe plug.
The figures on page 366 are one half end views, divided on the center line, of brass and iron tubing; they are reduced in size, but show their relative thickness, from one eighth inch up to four inches inclusive.
The “Standard” sizes are shown in Figs. 663 and 664.
The “extra strong” are represented in Figs. 658, 661 and 662.
The double extra strong is shown in Figs. 659, 660, 665 and 666.
All “tubing,” including boiler tubes, is measured by the outside diameters, while gas and steam pipe, including cast iron water pipe is designated by the inside diameter.
Note.—The best way of jointing hydraulic pipes has been the subject of much practical experiment. A gutta percha ring has been universally adopted as the best means of preserving the joint watertight. Modified form of this joint is made by casting a projection on the pipe beyond the flange, the bell and spigot being formed on this projection. The effect is to increase the depth and the strength of the flange, without an increase of its section at the junction between the flange and the pipe.
Much might be said regarding duplicate pipe systems, both for and against. The general practice is coming to be that of subdividing into units, while in smaller plants the duplicate system is used. The service and conditions govern the method of piping, which should be such in every instance as to prevent a shut down due to accident in some part of the system.
All the fittings in the pipe system of a plant should be of the best quality, and the piping for high pressures should be extra heavy to withstand the test of time and usage. Water pipes, when of commercial wrought iron, should be galvanized.
In laying out a line of piping or in replacing a portion of an existing line the measurements should be taken from center to center of the various fittings; the allowance for the threaded part of the pipe can be made after the center-to-center and over-all measurements have been made and before the pipe is cut. Experience teaches what to allow for the threaded part on different sizes of pipe. The accompanying engraving gives an illustration of how the measurements on a pipe system are made.
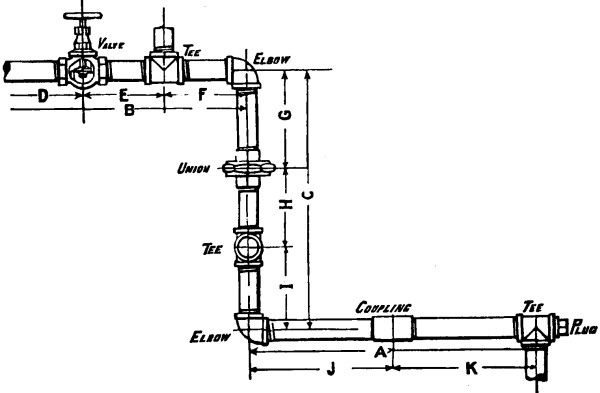
As, for example, A represents the distance, center-to-center, from elbow to tee; B, from the starting place to center of elbow; C, the distance, center-to-center, of the two elbows; D, from the starting place to the center of the globe valve; E, the center of the globe valve to the center of the tee, and F, from the center of the tee to the center of the elbow.
G shows the center of the elbow to the center of the union; H, from the center of the union to the center of the tee, and I, from the center of the tee to the center of the elbow; J, from the center of the elbow to the center of the coupling, and K, from the center of the coupling to the final tee; all as indicated by the arrow heads and crosses.
“There are many fingers pointing to the value of a training in science, as the one thing needful to make the man, who shall rise above his fellows.”—Frank Allen.

“The motto marked upon our foreheads, written upon our door-posts, channeled in the earth, and wafted upon the waves is and must be ‘Labor is honorable and Idleness is dishonorable.’”—Carlyle.
“A heavy wager has been laid
That there are tricks in every trade.”
It happens at times that a pump, with the full pressure against which it is expected to work, resting upon the discharge valves, refuses to lift water for the reason that air within the pump chamber is not dislodged, but only compressed by the motion of the plunger. It is well, therefore, to arrange for running without pressure until the air is expelled and water follows. This is done by placing a check valve in the delivery pipe, and providing a waste cock in the discharge chamber to be closed after the pump has caught water. A stop valve is also required for shutting off the back pressure when the pump can be opened for examination of the valves.
* * *
If any difficulty is experienced in making a pump work properly when first started, it will generally be found in leaks through imperfect connections, or from the temporary stiffness to be expected in a new machine, or perhaps leaky valves.
* * *
If, when standing at the suction end of a centrifugal pump, looking over pump shell toward pulley, the top of shaft revolves from right to left, or against the sun, the pump is right hand, and if from left to right, or with the sun, it is left hand.
* * *
A pump should be located in a convenient as well as a clean place. It should be well set upon a suitable foundation, so that it may be free from vibration or jar; this “note” applies to direct-acting, self-contained pumps, as well as to others.
* * *
The economical operation of a pump depends, to a great extent, upon the kind and condition of the packing in the stuffing-boxes and pistons, its quality, adaptability to particular requirements, and the method of placing it in the stuffing-boxes and plungers.
* * *
Almost all the stuffing-boxes on pumps are too shallow and the glands too short. To keep a rod tight under these conditions the packing must be of the proper size and quality, and it must be put in with a view to securing the greatest possible degree of elasticity, so that the rod may be kept tight with the least pressure on the packing.
* * *
To do this, it is best to select packing which will permit a number of narrow rings to be used instead of a few wide rings. The rings next to the bottom will become dry and hard before those next to the glands of the box are half worn out. If a number of narrow rings are used, the dry ones may be removed and duplicated by new ones and replacing the rest of the packing in the stuffing-box. This method economizes packing and secures a tight yet freely working rod.
* * *
When patent square packings are used, it makes less difference whether the rings are narrow or wide, because the surface in contact with the rod will be nearly continuous in either case.
* * *
When cutting packing rings, the length should be such that the ends do not come together within 1⁄8 inch when put into the stuffing-box, and the rings are put in to break joints, which prevents leakage through them.
When inserting this packing, the rings are put in one at a time, using a piece of hard wood to push them to the bottom of the stuffing-box and firmly against one another. The stuffing-box should be filled as full as it can be, and start the nuts on the studs by hand. Screw up the nuts with the hand and then start the pump slowly. If leakage occurs do not attempt to tighten the nut while the rod is in motion, and in all cases373 tighten it only enough to stop the leakage. A slight leakage at the water end is not harmful. A little cylinder oil and graphite occasionally applied to the rod will tend to keep it smooth and bright, which condition is favorable to the durability of the rod and of the packing.
* * *
When cutting rings of packing for the water piston or plunger, the rings should be 1⁄8 inch short, as previously described, page 372.
* * *
Packing should fit the grooves in solid pistons moderately tight, so that the packing can be pushed into the grooves with the fingers. The depth of the packing should be such that the piston will fit the bore of the water cylinder snugly when first put in. If packing of the proper depth cannot be obtained, it is better to have the grooves turned to receive standard sizes of packing and not require special sizes. Cutting hydraulic packing is a tedious job, consuming a great deal of unnecessary time.
* * *
It takes less power to feed into the bottom of a tank than it does into the top, on account of the weight of water in the tank. The bottom of the tank holds up all the water except the column directly over the opening of the delivery pipe, so that the additional pressure on the pump is due only to the depth of water in the tank, not to the size of the body, and it is impossible to feed into the top without increasing the height of the column fully as much. It makes no difference whether the height is due to the depth of the water inside the tank or an additional length of pipe outside.
* * *
The duty of the air pump is solely to get rid of the water and air in the condenser. It adds to the efficiency of the condensing apparatus, and renders its operation continuous; its valve being thrown by the action of its own piston, it must complete its stroke in length whether the piston is moving in air, water or vapor.
Pumps should be kept clean internally and externally. In order to keep a pump clean internally it must be inspected and oiled internally at regular intervals the same as it is externally.
* * *
When pumps fail to work properly the difficulty is generally located in one of three places, viz.: the water end, the steam end or the suction pipe.
* * *
The several parts of the valve gear of a single cylinder pump should be marked when the pump works properly, then any trouble due to the slipping of the collars or tappets can readily be remedied; if the nuts and set screws are kept tight, derangements occur only at long intervals.
* * *
The principal difficulties encountered with steam pumps are not generally due to improper steam distribution, but to wear, as may be seen; hence by inspecting pumps at regular intervals many unpleasant occurrences and accidents can be avoided.
* * *
The steam pipe leading to a pump should be so arranged that the water of condensation, while the pump is idle, may not pass through the steam chest and cylinders, and wash off the lubricating oil. Drip cocks should be attached to steam pipes and all large pipes should have separators and steam traps.
* * *
Pumps that are generally operated at moderately high speeds and with high lifts may be made to work more smoothly by placing a vacuum chamber on the suction pipe.
* * *
Valves in the suction pipe should have the stems carefully packed and kept tight; air leaks in valve stem stuffing-boxes are too often overlooked.
* * *
Stoppage of the suction pipes or chamber is generally indicated by a jerky action and pounding of the plungers or water375 pistons, while a dull thud at the ends of the stroke is more often due to a lack of air in the air chamber, or when the speed is high, to a lack of capacity in the air chamber.
* * *
The steam ends of pumps require the same lubrication as the cylinders and valves of engines. Intermittent lubrication is never to be recommended even for slow running pumps. Sight feed oil cups are always preferred.
* * *
A sight feed lubricator connected to the steam pipe below the throttle or to the steam chest is automatic in its operation. All that is necessary is to fill it. When the speed increases the feed increases and when the pump stops the feed stops. An oil hand pump is also desirable to introduce a mixture of oil and graphite, about 10 per cent. of graphite.
* * *
The water end stuffing-boxes of a pump may be lubricated by putting a heavy grease on the piston rods, or good cylinder oil may be used when grease is not at hand. Some of the grease works into the stuffing-boxes and furnishes better lubrication than can be obtained by the water alone. Care must be used not to use too much oil as it must not go beyond the stuffing-boxes and contaminate the water.
* * *
When a pump works properly under high pressures and fails to work under low pressures, the difficulty is generally found in the lift of the valves.
* * *
When the water end of a pump is known to be in good condition failure to run properly will in all probability be discovered in the steam end, and in single cylinder pumps the fault is generally caused by clogging of the auxiliary valves and ports. Sometimes pieces of packing break off and get into these small ports, thus shutting off the admission or release of steam.
* * *
When one side of a duplex pump makes a quick stroke it indicates either that the stuffing-box gland of the opposite side is too tight or that the packing in the cylinder of the side making376 the quick stroke is wearing out or has, perhaps, given way. A broken discharge or suction valve will also cause a “jerky“ motion of the pistons.
* * *
Pumps should be examined frequently in order to know what parts are beginning to wear and how fast the wear is taking place. When this is done the worn parts can, in the majority of cases, be taken out and replaced by new ones before they give out entirely, thus avoiding delay, but what is better, duplicated parts kept on hand ready at a moment’s notice.
* * *
The regular inspection of the screen in the separating chamber in the suction pipe renders frequent inspections of the interior of the pump unnecessary, the inspection previously alluded to is generally easier and more quickly done.
* * *
Considerable wear can and frequently does take place in a pump in the course of six months, and for this reason it is advisable to inspect the interiors at shorter intervals, say four months for general service pumps and once in three months for boiler feed pumps. More frequent inspections should be made when handling dirty water.
* * *
When a pump has to run faster one week than the week previous in order to supply approximately an equal volume of water, the plungers and valves should be examined, because such behavior indicates leakage.
* * *
The sight feed lubricator should be filled in the morning so as to be empty by night, thus permitting the water to be drained out without wasting oil. Draining the delivery valve chest will also drain the delivery pipe up to the check valve if those pipes are above the chest and without water seals in them. If this pipe is arranged below the pump, then separate drain cocks should be provided and should be placed at the lowest positions in the piping.
* * *
When a pump fails to start after standing for some time it should be primed by filling the barrel with water and starting the pump slowly. If after priming it fails to raise water, the suction pipe should be examined and also the plungers and the valves. If the plunger packing has become dry and hard, merely filling the water end with water will not at once remedy the trouble because the packing must be thoroughly soaked before it will work properly.
* * *
Pumps should be packed with the same care and consideration as is used with the best steam engines. The rods should be packed just tight enough to prevent leakage, and the packing renewed often enough to keep it soft and pliable, in which state it readily absorbs oil. Old packing will upon examination be frequently found full of sand and small particles of grit.
* * *
Metallic packings are now extensively used on steam piston rods and upon the rods of air pumps.
* * *
When priming and draining a pump the air cock in the air chamber should also be opened. The drain and cylinder cocks at the steam end should be opened before closing the throttle; the steam should be shut off at the boiler when stopping at night so as to drain the entire pipe.
* * *
Pumps that are exposed to low temperatures in winter should be provided with removable drain plugs or drain cocks for emptying the cylinders and valve chambers of water and also allowing the water to flow out of the suction pipe.
* * *
The friction in pipes, whether of cast iron, steel or copper, depends upon the internal smoothness of the pipe and the velocity of the water, as well as the number and kind of ells, tees and valves in the pipe. Wrought iron lap welded pipe, for steam, is preferable to either cast iron or copper. It is smoother internally than cast iron, and is lighter and costs less than copper, and is much stronger and safer than either.
* * *
It may be said when an engine is run without a condenser the steam with which the cylinder is filled at the end of the stroke has to be forced out against the pressure of the atmosphere, about 15 pounds to the square inch. It is possible from the nature of steam to remove the atmospheric pressure with a decided gain in almost all cases.
* * *
One pound of steam at atmospheric pressure occupies 1,642 times as much room as it does in the state of water. If, therefore, when the stroke has been completed, and we are ready for the piston to come back, we inject a little cold water into the spent steam, it will condense to about one 1600th of its volume, and leave a vacuum into which the piston can return without having to force back the atmosphere. This is the way the earlier vertical engines were run, the condensation taking place in the cylinder itself, and, moreover, the vacuum was all that made the engine operative, for the steam carried was but little above atmospheric pressure.
* * *
The velocity of water entering a suction pipe depends upon two things, the vacuum in the pipe and the vertical lift of the water. The longer the suction pipe, vertically, the greater the frictional resistance to the flow of water; the flow of water through small discharge pipes should not exceed four hundred feet per minute, and for large pipes five hundred feet per minute.
* * *
A locomotive-boiler compound. The lines of a certain great R. R. traverse a country where the water is very hard and they are compelled to resort to some method of precipitating the lime that is held in solution. After many tests and experiments they have made a compound and use it as follows: in a barrel of water of a capacity of fifty gallons they put 21 lbs. of carbonate of soda, or best white soda ash of commerce, and 35 lbs. of white caustic soda; the cost, per gallon, is about 21⁄2 cents. The compound is carried in this concentrated form, in calomine cans on the tender of each locomotive. A certain amount,379 according to the necessities of the case, is poured into the tender at the water tank at each filling. This amount is determined by analysis, and varies all the way from two to fifteen pints for two thousand gallons of water. The precipitating power of this compound may be taken roughly at 2⁄3 of a pound of the carbonate of lime, or equivalent amount of other material, per pint of the compound. On their western lines where they are dealing with alkali waters and those containing sulphates, the company use merely 60 pounds of soda ash to a barrel of water. When the water is pumped into the boiler the heat completes the precipitation and aggregation of the particles, and this does away with all trouble of the boiler or injector tubes clogging up.
* * *
It has been recently determined by some German experimenters that sugar effects a strong action in steam boilers; it has an acid reaction upon the iron which dissolves it with a disengagement of hydrogen. The amount of damage done increases with the amount of sugar in the water. These results are worthy of note in sugar refineries and places where sugar sometimes finds its way into the boilers by means of the water supplied. The experiments in question also show that zinc is strongly attacked by sugar; copper, tin, lead and aluminium are not attacked.
* * *
White oak bark, used by tanners, has an excellent effect on boiler incrustations. It may be used as follows: Throw into the tank or reservoir from which the boilers are fed a quantity of bark in the piece, in sufficient quantity to turn the water to a light brown color. Repeat this operation every month at least, using only half the quantity after the first month. Add a very small quantity of the muriate of ammonia, about one pound for every 2,000 gallons of water used. This will have the effect of softening as well as disintegrating the carbonate of lime and other impurities deposited by the action of evaporation.
Note.—Care must be exercised in keeping the bark, as it becomes broken up, from the pump valves and blow-off valves. This may be accomplished by throwing it into the reservoir confined in a sack.
Among the best samples of boiler compounds ever sent to the laboratory for analysis were those found to be composed of:
| Sal-soda | 40 | Pounds |
| Catichu | 5 | „ |
| Sal-ammoniac | 5 | „ |
This solution was formerly sold at a good round figure, but since its nature became more generally known, it is not found in the market, but it is largely used, consumers putting it up in lots sufficient to last a year or so at a time.
The above is strongly recommended by those who have used it, one pound of the mixture being added to each barrel of water used, but after the scale is once thoroughly removed from the boiler, the use of sal-soda is all that is necessary.
* * *
There are other evils sometimes inherent in hard waters above the mere production of a crust. Some waters contain a great deal of soluble magnesia salts, together with common salt. When this is the case there is a great probability of corrosion, for the former is attacked by steam at high pressure in such a way that muriatic acid fumes are produced, which seriously corrode the boiler, and what is far worse, passes with the steam into the engine, and sets up corrosion in the cylinders and other delicate fittings with which the steam comes in contact. All this can, however, be obviated by the removal of the magnesia from the water.
* * *
When water attains a high temperature, as it does under increasing pressure, ranging from 175° to about 420° Fahr., all carbonates, sulphates and chlorides are deposited in the following order:
First. Carbonate of lime at 176° and 248° Fahr.
Second. Sulphate of lime at 248° and 420°.
Third. Magnesia, or chlorides of magnesium, at 324° and 364°.
It is to take advantage of this fact that mechanically arranged jets, sprinklers and long perforated pipes are introduced into the interior of a steam boiler; these tend to scatter the depositing impurities and also to bring the feed water more quickly to the highest possible temperature.
Where fuel is expensive and pumps are used for continuous service under high and unusually high pressures it is oftentimes advisable to operate the pumps condensing. This may be done, when the pump lifts water by suction, without a separate condenser by connecting the exhaust pipe with the suction pipe, as shown in Fig. 667. Assume that the pump has been working properly for from 3 to 5 minutes with the valve A nearly closed and the valve B a little open, the valve A is now quickly closed and B opened. In operating these valves both hands should be used, so that they may be opened and closed simultaneously.

Fig. 667.
So penetrating is water at high pressure that only special qualities of cast iron will be tight against it. In the early days of the hydraulic jack it was no uncommon thing to see water issuing like a fine needle through the metal, and the water needle is said to penetrate the flesh as readily as one of steel.
The engraving, Fig. 668, represents a novel device for preventing the bursting of water pipes by freezing. This is simply an air chamber placed in the horizontal part of the pipe, with the chamber on top side so that the ice may expand into this chamber, and so its force is expended upon the air instead of bursting the pipe.
This device also acts as an air chamber and prevents “water hammer.” It is made by the Anti-bursting pipe Co., Pittsburg, Pa.
When it becomes necessary to make a quick connection into a main steam pipe without breaking joints, a saddle such as either of those shown in Fig. 669 and Fig. 670 may be applied by simply cutting or drilling a hole through the main steam pipe.

Fig. 668.
To make the joint, the rough lumps should be filed off the outside of the pipe and red lead rubbed on to mark the surface, to show when the fit is properly made. Then lay on with a brush a thin mixture of red lead and varnish and quickly screw the saddle in place. Such joints seldom or never leak when allowed to thoroughly dry before use.

Fig. 669.

Fig. 670.
When it becomes necessary to cut square packing to reduce its depth, place the packing in a vise, allowing the stock to be removed to project above the jaws, as shown in Fig. 671. With the aid of a draw-knife the work can be quickly and easily done. It is difficult to cut the packing evenly. If the rings have an uneven bearing on the bottom of the grooves leakage is likely to occur when the pump is first started.
The follower type of water piston can readily be packed without removing it from the cylinder, providing rings of the proper depth and length are at hand. The old packing rings can be removed with a packing hook. Take the new ring and start one end with a soft stick, and push the remainder of the ring firmly against the collar or flange at the inner end of the piston, as shown in the engraving, Fig. 672. Arrange the several rings so as to break joints.
Method of packing a follower piston. Coat the sides of the rings with a thick paste of cylinder oil and Dixon’s Flake graphite, which will prevent the rings from sticking together.

Fig. 671.
Pump packing cannot be readily examined and is liable to fail at any time, therefore several rings, cut to the proper length, should be kept on hand. This may be easily done by making a pattern ring, which is nothing more or less than a ring of packing which has been fitted into the piston and is known to be of the proper length. The extra rings can then be cut at odd times, and when occasion demands it the water piston can be packed very quickly and the pump started.
Care should be taken when about to pack a boiler feed pump or other pump subjected to high pressure to see that the cylinders are relieved before loosening the cylinder head bolts. This may be accomplished by closing the valve in the delivery384 pipe, and also in the suction pipe; if the pump receives water under pressure, open the air cock on the air chamber and cylinder cocks.

Fig. 672.
Pump slip or slippage represents the difference between the calculated and the actual discharge of a pump, which is generally expressed as a percentage of the calculated discharge. Thus, when the slippage is given as fifteen per cent. it indicates that the loss due to slip amounts to fifteen per cent. of the calculated discharge. Slippage is due to two causes, the time required for the suction and discharge valve to seat, due to excessive speed. When the piston speed is so high that the water cannot enter the pump fast enough to completely fill the cylinder only a partial cylinder full of water is delivered at each stroke. High speeds also increase slippage, due to the seating of the valves.
Graphite as a lubricant is almost without a rival. It is one of the forms under which carbon appears in nature; it is also known under the name of plumbago and black lead; it is soft and oily to the touch; it is a conductor of electricity; it is a lubricant that allows pipe joints to be screwed up to the tightest possible fit. Graphite remains upon the threads preventing rust, and it so preserves its peculiar properties that pipe can be unscrewed without effort eight or ten years after the joints have been made.
It is difficult to lift hot water by suction, but not everyone can explain the cause; the reason is as follows:

Figs. 673 and 674.
In Fig. 674, let A be a vessel in which a vacuum exists, and let it communicate by a tube, as shown, to the lower vessel containing water. The pressure of the atmosphere upon the surface will force the water up into the pipe until the column is high enough to exert a pressure per square inch equal to that of the atmosphere. A cubic inch of water weighs about 1⁄28 of a pound, so that it will take 28 cubic inches to weigh a pound, or a column 28 inches high to exert a pressure of one pound per square inch. The atmospheric pressure is 14.7 pounds, or to avoid fractions, say, 15 pounds. This pressure would then support a column (15 × 28)/12 = 35 feet high; that is,386 the column a-c in Fig. 674 would be 35 feet in height. Attach a gauge at or above the top, a, of a column, and it will indicate a perfect vacuum; if the gauge were attached 28 inches below a, it would indicate a pressure of one pound above absolute zero, or a vacuum of 15-1 = 14 pounds; and if the gauge were moved further downward, it would indicate an increasing pressure, that is, a diminishing vacuum, at the rate of one pound for every 28 inches of the water column above it, until at the level of the water in the tank the pressure would be 15 pounds absolute, and the vacuum would be zero.
Now, suppose the pipe to be lowered until the distance from the bottom of the vessel, A, to the water level, c, is 21 feet. In that case we will have the pressure of the atmosphere (15 pounds) forcing the water up into the vessel, and the column 21 feet high, or (21 × 12)/28 = 9 pounds, opposing it. The difference, 15-9 = 6 pounds, is available to force the water into the chamber. This arrangement is shown in Fig. 673, where A is a pump cylinder; then the difference in pressure, 6 pounds, lifts the valve, and the water enters the pump chamber with a velocity due to that pressure. In order to insure smooth and quiet running of the pump, it is necessary to keep the speed of the piston inside of the velocity with which the cylinder would fill under this pressure, reduced by the friction of the water, the pressure required to lift the valves, etc.
But this supposes that there is a perfect vacuum in A, and we cannot realize this in contact with hot water. Water at any temperature will boil unless it is under a pressure equal to or greater than that corresponding with the temperature. Water at 60 degrees F. will boil if the pressure upon its surface is reduced to a quarter of a pound per square inch, and in the case shown in Fig. 674, it would boil and fill the space A with steam at that absolute pressure.
Note.—Water at 170 degrees F. will boil if its pressure is reduced below 6 pounds absolute, and if the water were at this temperature in Fig. 673, the cylinder, A, would be filled with steam at 6 pounds pressure; and this added to the 9 pounds pressure of the column would completely balance the atmospheric pressure, and the water would not rise above the level, A.

Fig. 675.
Miner’s Inch Measurement. The term miner’s inch is of California origin, and not known or used in any other locality, it being a method of measurement adopted by the various ditch companies in disposing of water to their customers. The term is more or less indefinite for the reason that the water companies do not all use the same head above the center of the aperture, and the inch varies from 1.36 to 1.73 cubic feet per minute each, but the most common measurement is through an aperture 2 inches high and whatever length is required, and through a plank 11⁄4 inches thick, as shown in the engraving, Fig. 675. The lower edge of the aperture should be 2 inches above the bottom of the measuring box, and the plank 5 inches high above the aperture, thus making a 6-inch head above the center of the stream. Each square inch of this opening represents a miner’s inch, which is equal to a flow of 11⁄2 cubic feet per minute. Time is not to be considered in any calculation based upon a miner’s inch measurement.
Explanation of Weir Dam Measurement. Place a board or plank edgewise across the stream to be measured as illustrated in Fig. 676.
This plank will be supported by posts sufficiently strong to resist the pressure likely to be brought upon it by the head of water which will form in the pond above this temporary dam, saw out a gap in the top of the dam whose length should be from two to four times its depth for small quantities of water and longer for larger quantities. The edges of this gap should be beveled toward the intake as represented. The over-fall below the bottom of gap should be not less than twice its depth, that is, twelve inches if the gap is six inches deep, etc.
Drive a stake above the dam at a distance of about six feet from the face of the plank and then obstruct the water until it rises precisely to the bottom of the gap and mark the water level on the stake. Complete the dam so that all the water will be compelled to flow through the gap and when the stream has assumed a regular flow mark the stake at this new level.
Some would prefer to drive the stake with its top precisely level with the bottom edge of gap in dam so that the depth of water in stream may be measured with a rule or steel square placed upon top of this stake at any time after the flow of water has reached its average depth over dam. However the marks upon the stake are preferred by most experts. After the stake has been marked it may be withdrawn and the distance between the first and last marks gives the theoretical flow according to the table, page 391.

Fig. 676.
Measurement in an open stream by velocity and cross section. Measure the depth of the water at from 6 to 12 places across the stream at equal distances apart. Add together all the depths in feet and divide by the number of measurements made; this will be the average depth of the stream, which, multiplied by its width, will give its area or cross section. Multiply this by the velocity of the stream in feet per minute which gives the cubic feet per minute of the stream.
Cubic Feet of water per minute that will flow over a Weir one-inch wide and from 1⁄8 to 207⁄8-inches deep.
| INCHES | 1⁄8 | 1⁄4 | 3⁄8 | 1⁄2 | 5⁄8 | 3⁄4 | 7⁄8 | |
|---|---|---|---|---|---|---|---|---|
| 0 | .00 | .01 | .05 | .09 | .14 | .19 | .26 | .32 |
| 1 | .40 | .47 | .55 | .64 | .73 | .82 | .92 | 1.02 |
| 2 | 1.13 | 1.23 | 1.35 | 1.46 | 1.58 | 1.70 | 1.82 | 1.95 |
| 3 | 2.07 | 2.21 | 2.34 | 2.48 | 2.61 | 2.76 | 2.90 | 3.05 |
| 4 | 3.20 | 3.35 | 3.50 | 3.66 | 3.81 | 3.97 | 4.14 | 4.30 |
| 5 | 4.47 | 4.64 | 4.81 | 4.98 | 5.15 | 5.33 | 5.51 | 5.69 |
| 6 | 5.87 | 6.06 | 6.25 | 6.44 | 6.62 | 6.82 | 7.01 | 7.21 |
| 7 | 7.40 | 7.60 | 7.80 | 8.01 | 8.21 | 8.42 | 8.63 | 8.83 |
| 8 | 9.05 | 9.26 | 9.47 | 9.69 | 9.91 | 10.13 | 10.35 | 10.57 |
| 9 | 10.80 | 11.02 | 11.25 | 11.48 | 11.71 | 11.94 | 12.17 | 12.41 |
| 10 | 12.64 | 12.88 | 13.12 | 13.36 | 13.60 | 13.85 | 14.09 | 14.34 |
| 11 | 14.59 | 14.84 | 15.09 | 15.34 | 15.59 | 15.85 | 16.11 | 16.36 |
| 12 | 16.62 | 16.88 | 17.15 | 17.41 | 17.67 | 17.94 | 18.21 | 18.47 |
| 13 | 18.74 | 19.01 | 19.29 | 19.56 | 19.84 | 20.11 | 20.39 | 20.67 |
| 14 | 20.95 | 21.23 | 21.51 | 21.80 | 22.08 | 22.37 | 22.65 | 22.94 |
| 15 | 23.23 | 23.52 | 23.82 | 24.11 | 24.40 | 24.70 | 25.00 | 25.30 |
| 16 | 25.60 | 25.90 | 26.20 | 26.50 | 26.80 | 27.11 | 27.42 | 27.72 |
| 17 | 28.03 | 28.34 | 28.65 | 28.97 | 29.28 | 29.59 | 29.91 | 30.22 |
| 18 | 30.54 | 30.86 | 31.18 | 31.50 | 31.82 | 32.15 | 32.47 | 32.80 |
| 19 | 33.12 | 33.45 | 33.78 | 34.11 | 34.44 | 34.77 | 35.10 | 35.44 |
| 20 | 35.77 | 36.11 | 36.45 | 36.78 | 37.12 | 37.46 | 37.80 | 38.15 |
Example showing the application of the above table
Suppose the Weir to be 66 inches long, and the depth of water on it to be 115⁄8 inches. Follow down the left hand column of the figures in the table until you come to 11 inches. Then run across the table on a line with the 11 until under 5⁄8 on top line you will find 15.85. This multiplied by 66, the length of Weir, gives 1046.10, the number of cubic feet of water passing per minute.
FRICTION-LOSS IN POUNDS PRESSURE, FOR EACH 100 FEET OF LENGTH IN DIFFERENT SIZE CLEAN IRON PIPES DISCHARGING GIVEN QUANTITIES OF WATER PER MINUTE. ALSO VELOCITY OF FLOW IN PIPE, IN FEET PER SECOND.
G. A. Ellis, C. E.
| Gallons discharged per minute. |
1⁄2 Inch. | 3⁄4 Inch. | ||
|---|---|---|---|---|
| Veloc. in Pipe per second. |
Friction Loss in pounds. |
Veloc. in Pipe per second. |
Friction Loss in pounds. |
|
| 5 | 8.17 | 24.6 | 3.63 | 3.3 |
| 10 | 16.3 | 96.0 | 7.25 | 13.0 |
| 15 | . . . | . . . | 10.9 | 28.7 |
| 20 | . . . | . . . | 14.5 | 50.4 |
| 25 | . . . | . . . | 18.1 | 78.0 |
| Gallons discharged per minute. |
1 Inch. | 11⁄4 Inch. | ||
| Veloc. in Pipe per second. |
Friction Loss in pounds. |
Veloc. in Pipe per second. |
Friction Loss in pounds. |
|
| 5 | 2.04 | 0.84 | 1.31 | 0.31 |
| 10 | 4.08 | 3.16 | 2.61 | 1.05 |
| 15 | 6.13 | 6.98 | 3.92 | 2.38 |
| 20 | 8.17 | 12.3 | 5.22 | 4.07 |
| 25 | 10.2 | 19.0 | 6.53 | 6.40 |
| 30 | 12.3 | 27.5 | 7.84 | 9.15 |
| 35 | 14.3 | 37.0 | 9.14 | 12.04 |
| 40 | 16.3 | 48.0 | 10.4 | 16.1 |
| 45 | . . . | . . . | 11.7 | 20.2 |
| 50 | . . . | . . . | 13.1 | 24.9 |
| 75 | . . . | . . . | 19.6 | 56.1 |
| Gallons discharged per minute. |
11⁄2 Inch. | 2 Inch. | ||
| Veloc. in Pipe per second. |
Friction Loss in pounds. |
Veloc. in Pipe per second. |
Friction Loss in pounds. |
|
| 5 | 0.91 | 0.12 | . . . | . . . |
| 10 | 1.82 | 0.47 | 1.02 | 0.12 |
| 15 | 2.73 | 0.97 | . . . | . . . |
| 20 | 3.63 | 1.66 | 2.04 | 0.42 |
| 25 | 4.54 | 2.62 | . . . | . . . |
| 30 | 5.45 | 3.75 | 3.06 | 0.91 |
| 35 | 6.36 | 5.05 | . . . | . . . |
| 40 | 7.26 | 6.52 | 4.09 | 1.60 |
| 45 | 8.17 | 8.15 | . . . | . . . |
| 50 | 9.08 | 10.0 | 5.11 | 2.44 |
| 75 | 13.6 | 22.4 | 7.66 | 5.32 |
| 100 | 18.2 | 39.0 | 10.2 | 9.46 |
| 125 | . . . | . . . | 12.8 | 14.9 |
| 150 | . . . | . . . | 15.3 | 21.2 |
| 175 | . . . | . . . | 17.1 | 28.1 |
| 200 | . . . | . . . | 20.4 | 37.5 |
| Gallons discharged per minute. |
21⁄2 Inch. | 3 Inch. | ||
| Veloc. in Pipe per second. |
Friction Loss in pounds. |
Veloc. in Pipe per second. |
Friction Loss in pounds. |
|
| 25 | 1.63 | 0.21 | 1.13 | 0.10 |
| 50 | 3.26 | 0.81 | 2.27 | 0.35 |
| 75 | 4.90 | 1.80 | 3.40 | 0.74 |
| 100 | 6.53 | 3.20 | 4.54 | 1.31 |
| 125 | 8.16 | 4.89 | 5.67 | 1.99 |
| 150 | 9.80 | 7.00 | 6.81 | 2.85 |
| 175 | 11.4 | 9.46 | 7.94 | 3.85 |
| 200 | 13.1 | 12.47 | 9.08 | 5.02 |
| 250 | 16.3 | 19.66 | 11.3 | 7.76 |
| 300 | 19.6 | 28.06 | 13.6 | 11.2 |
| 350 | . . . | . . . | 15.9 | 15.2 |
| 400 | . . . | . . . | 18.2 | 19.5 |
| 450 | . . . | . . . | 20.4 | 25.0 |
| 500 | . . . | . . . | 22.7 | 30.8 |
| Gallons discharged per minute. |
4 Inch. | 6 Inch. | ||
| Veloc. in Pipe per second. |
Friction Loss in pounds. |
Veloc. in Pipe per second. |
Friction Loss in pounds. |
|
| 50 | 1.28 | 0.09 | . . . | . . . |
| 75 | . . . | . . . | . . . | . . . |
| 100 | 2.55 | 0.33 | 1.13 | 0.05 |
| 150 | 3.83 | 0.69 | 1.70 | 0.10 |
| 200 | 5.11 | 1.22 | 2.27 | 0.17 |
| 250 | 6.39 | 1.89 | 2.84 | 0.26 |
| 300 | 7.66 | 2.66 | 3.40 | 0.37 |
| 350 | 8.94 | 3.65 | 3.97 | 0.50 |
| 400 | 10.2 | 4.73 | 4.54 | 0.65 |
| 450 | 11.5 | 6.01 | 5.11 | 0.81 |
| 500 | 12.8 | 7.43 | 5.67 | 0.96 |
Note.—The quantity of a fluid discharged through a pipe or an orifice is increased by heating the liquid: because heat diminishes the cohesion of the particles, which exists to a certain degree, in all liquids.
FRICTION LOSS IN POUNDS PRESSURE, FOR EACH 100 FEET OF LENGTH IN DIFFERENT SIZE CLEAN IRON PIPES DISCHARGING GIVEN QUANTITIES OF WATER PER MINUTE. ALSO VELOCITY OF FLOW IN PIPE, IN FEET PER SECOND.
G. A. Ellis, C. E.
| Gallons discharged per minute. |
6 Inch. | 8 Inch. | ||
|---|---|---|---|---|
| Veloc. in Pipe per second. |
Friction Loss in pounds. |
Veloc. in Pipe per second. |
Friction Loss in pounds. |
|
| 250 | 2.84 | 0.26 | 1.59 | 0.07 |
| 500 | 5.67 | 0.98 | 3.19 | 0.25 |
| 750 | 8.51 | 2.21 | 4.79 | 0.53 |
| 1,000 | 11.3 | 3.88 | 6.38 | 0.94 |
| 1,250 | . . . . | . . . . | 7.97 | 1.46 |
| 1,500 | . . . . | . . . . | 9.57 | 2.09 |
| Gallons discharged per minute. |
10 Inch. | 12 Inch. | ||
| Veloc. in Pipe per second. |
Friction Loss in pounds. |
Veloc. in Pipe per second. |
Friction Loss in pounds. |
|
| 250 | 1.02 | 0.03 | 0.71 | 0.01 |
| 500 | 2.04 | 0.09 | 1.42 | 0.04 |
| 750 | 3.06 | 0.18 | 2.13 | 0.08 |
| 1,000 | 4.08 | 0.32 | 2.84 | 0.13 |
| 1,250 | 5.10 | 0.49 | 3.55 | 0.20 |
| 1,500 | 6.12 | 0.70 | 4.26 | 0.29 |
| 1,750 | 7.15 | 0.95 | 4.96 | 0.38 |
| 2,000 | 8.17 | 1.23 | 5.67 | 0.49 |
| 2,250 | . . . . | . . . . | 6.38 | 0.63 |
| 2,500 | . . . . | . . . . | 7.09 | 0.77 |
| 3,000 | . . . . | . . . . | 8.51 | 1.11 |
| Gallons discharged per minute. |
14 Inch. | 16 Inch. | ||
| Veloc. in Pipe per second. |
Friction Loss in pounds. |
Veloc. in Pipe per second. |
Friction Loss in pounds. |
|
| 500 | 1.04 | 0.017 | 0.80 | 0.009 |
| 1,000 | 2.08 | 0.062 | 1.60 | 0.036 |
| 1,500 | 3.13 | 0.135 | 2.39 | 0.071 |
| 2,000 | 4.17 | 0.234 | 3.19 | 0.123 |
| 2,500 | 5.21 | 0.362 | 3.99 | 0.188 |
| 3,000 | 6.25 | 0.515 | 4.79 | 0.267 |
| 3,500 | 7.29 | 0.697 | 5.59 | 0.365 |
| 4,000 | 8.34 | 0.910 | 6.38 | 0.472 |
| 4,500 | . . . . | . . . . | 7.18 | 0.593 |
| 5,000 | . . . . | . . . . | 7.98 | 0.730 |
| Gallons discharged per minute. |
18 Inch. | 20 Inch. | ||
| Veloc. in Pipe per second. |
Friction Loss in pounds. |
Veloc. in Pipe per second. |
Friction Loss in pounds. |
|
| 500 | 0.63 | 0.005 | . . . . | . . . . |
| 1,000 | 1.26 | 0.020 | 1.02 | 0.012 |
| 1,500 | 1.89 | 0.040 | . . . . | . . . . |
| 2,000 | 2.52 | 0.071 | 2.04 | 0.042 |
| 2,500 | 3.15 | 0.107 | . . . . | . . . . |
| 3,000 | 3.78 | 0.150 | 3.06 | 0.091 |
| 3,500 | 4.41 | 0.204 | . . . . | . . . . |
| 4,000 | 5.04 | 0.263 | 4.08 | 0.158 |
| 4,500 | 5.67 | 0.333 | . . . . | . . . . |
| 5,000 | 6.30 | 0.408 | 5.11 | 0.244 |
| 6,000 | 7.56 | 0.585 | 6.13 | 0.348 |
| 7,000 | . . . . | . . . . | 7.15 | 0.472 |
| 8,000 | . . . . | . . . . | 8.17 | 0.612 |
| Gallons discharged per minute. |
24 Inch. | 30 Inch. | ||
| Veloc. in Pipe per second. |
Friction Loss in pounds. |
Veloc. in Pipe per second. |
Friction Loss in pounds. |
|
| 1,000 | 0.72 | 0.005 | 0.45 | 0.002 |
| 2,000 | 1.44 | 0.020 | 0.91 | 0.006 |
| 3,000 | 2.16 | 0.047 | 1.36 | 0.012 |
| 4,000 | 2.88 | 0.067 | 1.82 | 0.022 |
| 5,000 | 4.60 | 0.102 | 2.27 | 0.035 |
| 6,000 | 4.32 | 0.146 | 2.72 | 0.048 |
| 7,000 | 5.04 | 0.196 | 3.18 | 0.065 |
| 8,000 | 5.76 | 0.255 | 3.63 | 0.083 |
| 9,000 | 6.47 | 0.323 | 4.08 | 0.105 |
| 10,000 | 7.19 | 0.398 | 4.54 | 0.131 |
Note.—The velocity with which a liquid issues from an infinitely small orifice in the bottom or sides of a vessel that is kept full is equal to that which a heavy body would acquire by falling from the surface level to the level of the orifice.
TABLE SHOWING FRICTIONAL HEADS AT GIVEN RATES OF DISCHARGE IN CLEAN CAST IRON PIPES FOR EACH 1000 FEET OF LENGTH, condensed from elaborate tables prepared by Messrs. Geo. A. Ellis and A. H. Howland, Civil Engineers, Boston, Mass.
| U. S. gallons discharged per minute. |
U. S. gallons discharged per twenty-four hours. |
4-Inch Pipe. | 6-Inch Pipe. | ||||
|---|---|---|---|---|---|---|---|
| Velocity in Feet. |
Friction Head. |
Velocity in Feet. |
Friction Head. |
||||
| Feet. | Pounds | Feet. | Pounds | ||||
| 25 | 36000 | .64 | .59 | .26 | .28 | .11 | .05 |
| 50 | 72000 | 1.28 | 2.01 | .87 | .57 | .32 | .14 |
| 100 | 144000 | 2.55 | 7.36 | 3.19 | 1.13 | 1.08 | .47 |
| 150 | 216000 | 3.83 | 16.05 | 6.95 | 1.70 | 2.28 | .99 |
| 200 | 288000 | 5.11 | 28.09 | 12.17 | 2.27 | 3.92 | 1.70 |
| 250 | 360000 | 6.37 | 43.47 | 18.83 | 2.84 | 6.00 | 2.60 |
| 300 | 432000 | 7.66 | 62.20 | 26.94 | 3.40 | 8.52 | 3.69 |
| 350 | 504000 | 8.94 | 84.26 | 36.50 | 3.97 | 11.48 | 4.97 |
| 400 | 576000 | 10.21 | 109.68 | 47.50 | 4.54 | 14.89 | 6.45 |
| 450 | 648000 | 11.49 | 138.43 | 59.96 | 5.11 | 18.73 | 8.11 |
| 500 | 720000 | 12.77 | 170.53 | 73.87 | 5.67 | 23.01 | 9.97 |
| 600 | 864000 | 15.32 | 244.76 | 106.02 | 6.81 | 32.89 | 14.25 |
| 700 | 1008000 | 17.87 | 332.36 | 143.98 | 7.94 | 44.54 | 19.08 |
| 800 | 1152000 | . . . | . . . | . . . | 9.08 | 57.95 | 25.10 |
| 900 | 1290000 | . . . | . . . | . . . | 10.21 | 73.12 | 31.67 |
| 1000 | 1440000 | . . . | . . . | . . . | 11.35 | 90.05 | 38.99 |
| 1200 | 1728000 | . . . | . . . | . . . | 13.61 | 129.20 | 55.96 |
| 1400 | 2016000 | . . . | . . . | . . . | 15.88 | 175.38 | 75.97 |
| 1600 | 2304000 | . . . | . . . | . . . | 18.15 | 228.62 | 99.0 |
| 1800 | 2592000 | . . . | . . . | . . . | 20.42 | 288.90 | 125.14 |
| 2000 | 2880000 | . . . | . . . | . . . | 22.69 | 356.22 | 154.30 |
| U. S. gallons discharged per minute. |
U. S. gallons discharged per twenty-four hours. |
8-Inch Pipe. | 10-Inch Pipe. | ||||
| Velocity in Feet. |
Friction Head. |
Velocity in Feet. |
Friction Head. |
||||
| Feet. | Pounds | Feet. | Pounds | ||||
| 25 | 36000 | .16 | .04 | .02 | .10 | .02 | .01 |
| 50 | 72000 | .32 | .10 | .04 | .20 | .04 | .02 |
| 100 | 144000 | .64 | .29 | .13 | .41 | .11 | .05 |
| 150 | 216000 | .96 | .60 | .26 | .61 | .22 | .10 |
| 200 | 288000 | 1.28 | 1.01 | .44 | .82 | .36 | .16 |
| 250 | 360000 | 1.60 | 1.52 | .66 | 1.02 | .54 | .23 |
| 300 | 432000 | 1.91 | 2.13 | .92 | 1.23 | .75 | .32 |
| 350 | 504000 | 2.23 | 2.85 | 1.24 | 1.43 | .99 | .43 |
| 400 | 576000 | 2.55 | 3.68 | 1.59 | 1.63 | 1.27 | .55 |
| 450 | 648000 | 2.87 | 4.61 | 2.00 | 1.83 | 1.58 | .69 |
| 500 | 720000 | 3.19 | 5.64 | 2.44 | 2.04 | 1.93 | .84 |
| 600 | 864000 | 3.83 | 8.03 | 3.48 | 2.45 | 2.72 | 1.18 |
| 700 | 1008000 | 4.47 | 10.83 | 4.69 | 2.86 | 3.66 | 1.58 |
| 800 | 1152000 | 5.09 | 14.05 | 6.08 | 3.27 | 4.73 | 2.05 |
| 900 | 1290000 | 5.74 | 17.68 | 7.69 | 3.68 | 5.93 | 2.57 |
| 1000 | 1440000 | 6.38 | 21.74 | 9.41 | 4.08 | 7.28 | 3.15 |
| 1200 | 1728000 | 7.66 | 31.10 | 13.47 | 4.90 | 10.38 | 4.50 |
| 1400 | 2016000 | 8.94 | 42.13 | 18.25 | 5.72 | 14.02 | 6.07 |
| 1600 | 2304000 | 10.21 | 54.84 | 23.75 | 6.53 | 18.22 | 7.89 |
| 1800 | 2592000 | 11.47 | 69.22 | 29.98 | 7.35 | 22.96 | 9.95 |
| 2000 | 2880000 | 12.77 | 85.27 | 36.93 | 8.17 | 28.25 | 12.34 |
| 2500 | 3600000 | 15.96 | 132.70 | 57.49 | 10.21 | 43.87 | 19.00 |
| 3000 | 4320000 | . . . | . . . | . . . | 12.25 | 62.92 | 27.25 |
| U. S. gallons discharged per minute. |
U. S. gallons discharged per twenty-four hours. |
12-Inch Pipe. | 14-Inch Pipe. | ||||
| Velocity in Feet. |
Friction Head. |
Velocity in Feet. |
Friction Head. |
||||
| Feet. | Pounds | Feet. | Pounds | ||||
| 25 | 36000 | .07 | .01 | . . . | . . . | . . . | . . . |
| 50 | 72000 | .14 | .02 | .01 | .10 | .01 | . . . |
| 100 | 144000 | .28 | .05 | .02 | .21 | .03 | .01 |
| 150 | 216000 | .43 | .10 | .04 | .31 | .05 | .02 |
| 200 | 288000 | .57 | .16 | .07 | .42 | .08 | .04 |
| 250 | 360000 | .71 | .24 | .10 | .52 | .12 | .05 |
| 300 | 432000 | .85 | .32 | .14 | .63 | .16 | .07 |
| 350 | 504000 | .99 | .43 | .18 | .73 | .21 | .09 |
| 400 | 576000 | 1.13 | .54 | .23 | .83 | .27 | .12 |
| 450 | 648000 | 1.28 | .67 | .29 | .94 | .33 | .14 |
| 500 | 720000 | 1.42 | .81 | .35 | 1.04 | .40 | .17 |
| 600 | 864000 | 1.70 | 1.14 | .49 | 1.25 | .55 | .24 |
| 700 | 1008000 | 1.98 | 1.52 | .66 | 1.46 | .73 | .32 |
| 800 | 1152000 | 2.27 | 1.96 | .85 | 1.67 | .94 | .41 |
| 900 | 1290000 | 2.55 | 2.45 | 1.06 | 1.88 | 1.17 | .51 |
| 1000 | 1440000 | 2.84 | 3.00 | 1.30 | 2.08 | 1.43 | .62 |
| 1200 | 1728000 | 3.40 | 4.26 | 1.85 | 2.50 | 2.02 | .88 |
| 1400 | 2016000 | 3.97 | 5.74 | 2.49 | 2.91 | 2.72 | 1.18 |
| 1600 | 2304000 | 4.54 | 7.44 | 3.22 | 3.33 | 3.51 | 1.52 |
| 1800 | 2592000 | 5.11 | 9.36 | 4.06 | 3.75 | 4.41 | 1.91 |
| 2000 | 2880000 | 5.67 | 11.50 | 5.00 | 4.17 | 5.41 | 2.34 |
| 2500 | 3600000 | 7.09 | 17.82 | 7.72 | 5.21 | 8.35 | 3.62 |
| 3000 | 4320000 | 8.51 | 25.51 | 11.05 | 6.25 | 11.93 | 5.17 |
| 3500 | 5040000 | 9.93 | 34.58 | 14.98 | 7.29 | 16.14 | 6.99 |
| 4000 | 5760000 | . . . | . . . | . . . | 8.34 | 21.00 | 9.10 |
| 4500 | 6480000 | . . . | . . . | . . . | 9.38 | 26.49 | 11.47 |
Note.—There seems to be no form of water pipe so perfect as to make it fit for use in any and all cases and open to no improvement, but, in the present state of knowledge, tarred cast iron seems to come the nearest to this desideratum.
TABLE SHOWING FRICTIONAL HEADS AT GIVEN RATES OF DISCHARGE IN CLEAN CAST IRON PIPES FOR EACH 1000 FEET OF LENGTH, condensed from elaborate tables prepared by Messrs. Geo. A. Ellis and A. H. Howland, Civil Engineers, Boston, Mass.
| U. S. gallons discharged per minute. |
U. S. gallons discharged per twenty-four hours. |
16-Inch Pipe. | 18-Inch Pipe. | ||||
|---|---|---|---|---|---|---|---|
| Velocity in Feet. |
Friction Head. |
Velocity in Feet. |
Friction Head. |
||||
| Feet. | Pounds. | Feet. | Pounds. | ||||
| 500 | 720000 | .80 | .22 | .09 | .63 | .13 | .06 |
| 1000 | 1440000 | 1.60 | .76 | .34 | 1.26 | .44 | .19 |
| 1500 | 2160000 | 2.39 | 1.63 | .71 | 1.89 | .93 | .40 |
| 2000 | 2880000 | 3.19 | 2.82 | 1.22 | 2.52 | 1.60 | .69 |
| 2500 | 3600000 | 3.99 | 4.34 | 1.88 | 3.15 | 2.45 | 1.06 |
| 3000 | 4320000 | 4.79 | 6.19 | 2.68 | 3.78 | 3.48 | 1.51 |
| 3500 | 5040000 | 5.59 | 8.37 | 3.63 | 4.41 | 4.70 | 2.03 |
| 4000 | 5760000 | 6.38 | 10.87 | 4.71 | 5.04 | 6.09 | 2.64 |
| 4500 | 6480000 | 7.18 | 13.70 | 5.93 | 5.67 | 7.67 | 3.32 |
| 5000 | 7200000 | 7.98 | 16.85 | 7.30 | 6.30 | 9.43 | 4.08 |
| 5500 | 7920000 | 8.78 | 20.33 | 8.71 | 6.93 | 11.38 | 4.92 |
| 6000 | 8640000 | . . . | . . . | . . . | 7.57 | 13.49 | 5.84 |
| U. S. gallons discharged per minute. |
U. S. gallons discharged per twenty-four hours. |
20-Inch Pipe. | 24-Inch Pipe. | ||||
| Velocity in Feet. |
Friction Head. |
Velocity in Feet. |
Friction Head. |
||||
| Feet. | Pounds. | Feet. | Pounds. | ||||
| 500 | 720000 | .51 | .08 | .04 | .35 | .04 | .02 |
| 1000 | 1440000 | 1.02 | .27 | .12 | .71 | .12 | .05 |
| 1500 | 2160000 | 1.53 | .56 | .24 | 1.06 | .24 | .10 |
| 2000 | 2880000 | 2.04 | .96 | .42 | 1.42 | .41 | .18 |
| 2500 | 3600000 | 2.55 | 1.47 | .64 | 1.77 | .62 | .27 |
| 3000 | 4320000 | 3.06 | 2.09 | .90 | 2.13 | .87 | .38 |
| 3500 | 5040000 | 3.57 | 2.81 | 1.22 | 2.48 | 1.16 | .50 |
| 4000 | 5760000 | 4.08 | 3.64 | 1.58 | 2.84 | 1.50 | .65 |
| 4500 | 6480000 | 4.59 | 4.58 | 1.98 | 3.19 | 1.88 | .82 |
| 5000 | 7200000 | 5.11 | 5.62 | 2.43 | 3.55 | 2.31 | 1.00 |
| 5500 | 7920000 | 5.62 | 6.77 | 2.93 | 3.90 | 2.77 | 1.20 |
| 6000 | 8640000 | 6.13 | 8.03 | 3.48 | 4.26 | 3.28 | 1.42 |
| 7000 | 10080000 | 7.15 | 10.86 | 4.71 | 4.96 | 4.43 | 1.92 |
| 8000 | 11520000 | . . . | . . . | . . . | 5.67 | 5.75 | 2.49 |
| 9000 | 12960000 | . . . | . . . | . . . | 6.38 | 7.25 | 3.14 |
| U. S. gallons discharged per minute. |
U. S. gallons discharged per twenty-four hours. |
30-Inch Pipe. | 36-Inch Pipe. | ||||
| Velocity in Feet. |
Friction Head. |
Velocity in Feet. |
Friction Head. |
||||
| Feet. | Pounds. | Feet. | Pounds. | ||||
| 500 | 720000 | .23 | .01 | .00 | .16 | .01 | .00 |
| 1000 | 1440000 | .45 | .04 | .02 | .32 | .02 | .01 |
| 1500 | 2160000 | .68 | .09 | .04 | .47 | .04 | .02 |
| 2000 | 2880000 | .91 | .15 | .06 | .63 | .06 | .03 |
| 2500 | 3600000 | 1.13 | .22 | .09 | .79 | .09 | .04 |
| 3000 | 4320000 | 1.36 | .30 | .13 | .95 | .13 | .06 |
| 3500 | 5040000 | 1.59 | .40 | .17 | 1.10 | .17 | .07 |
| 4000 | 5760000 | 1.82 | .52 | .22 | 1.26 | .22 | .09 |
| 4500 | 6480000 | 2.04 | .64 | .28 | 1.42 | .27 | .12 |
| 5000 | 7200000 | 2.27 | .78 | .34 | 1.58 | .33 | .14 |
| 5500 | 7920000 | 2.50 | .94 | .41 | 1.73 | .39 | .17 |
| 6000 | 8640000 | 2.72 | 1.11 | .48 | 1.89 | .46 | .20 |
| 7000 | 10080000 | 3.18 | 1.49 | .65 | 2.21 | .62 | .27 |
| 8000 | 11520000 | 3.63 | 1.93 | .84 | 2.52 | .80 | .35 |
| 9000 | 12960000 | 4.08 | 2.43 | 1.05 | 2.84 | 1.00 | .43 |
| 10000 | 14400000 | 4.54 | 2.98 | 1.29 | 3.15 | 1.23 | .53 |
| 11000 | 15840000 | 5.00 | 3.59 | 1.55 | 3.46 | 1.47 | .64 |
| 12000 | 17280000 | 5.44 | 4.25 | 1.84 | 3.78 | 1.74 | .75 |
| 13000 | 18720000 | 5.90 | 4.97 | 2.15 | 4.09 | 2.03 | .88 |
| 14000 | 20160000 | 6.36 | 5.75 | 2.49 | 4.41 | 2.35 | 1.02 |
| 15000 | 21600000 | 6.80 | 6.58 | 2.85 | 4.73 | 2.69 | 1.17 |
| 16000 | 23040000 | . . . | . . . | . . . | 5.05 | 3.46 | 1.32 |
| 17000 | 24480000 | . . . | . . . | . . . | 5.36 | 3.43 | 1.49 |
| 18000 | 25920000 | . . . | . . . | . . . | 5.68 | 3.83 | 1.66 |
| 20000 | 28800000 | . . . . | . . . . | . . . . | 6.30 | 4.71 | 2.04 |
Note.—A pressure of one lb. per sq. in. is exerted by a column of water 2.3093 feet or 27.71 inches high at 62° F.; and a pressure of one atmosphere, or 14.7 lbs. per sq. in. is exerted by a column of water 33.947 feet high, or 10.347 meters at 62° F.
Table.
The pressure of water in pounds per square inch for every ft. in height to 300 feet and then by intervals to 1,000 feet head. By this table, from the pounds pressure per square inch, the feet head is readily obtained and vice versa.
| Feet Head. | Pressure per sq. in. |
|---|---|
| 1 | 0.43 |
| 2 | 0.86 |
| 3 | 1.30 |
| 4 | 1.73 |
| 5 | 2.16 |
| 6 | 2.59 |
| 7 | 3.03 |
| 8 | 3.46 |
| 9 | 3.89 |
| 10 | 4.33 |
| 11 | 4.76 |
| 12 | 5.20 |
| 13 | 5.63 |
| 14 | 6.06 |
| 15 | 6.49 |
| 16 | 6.93 |
| 17 | 7.36 |
| 18 | 7.79 |
| 19 | 8.22 |
| 20 | 8.66 |
| 21 | 9.09 |
| 22 | 9.53 |
| 23 | 9.96 |
| 24 | 10.39 |
| 25 | 10.82 |
| 26 | 11.26 |
| 27 | 11.69 |
| 28 | 12.12 |
| 29 | 12.55 |
| 30 | 12.99 |
| 31 | 13.42 |
| 32 | 13.86 |
| 33 | 14.29 |
| 34 | 14.72 |
| 35 | 15.16 |
| 36 | 15.59 |
| 37 | 16.02 |
| 38 | 16.45 |
| 39 | 16.89 |
| 40 | 17.32 |
| 41 | 17.75 |
| 42 | 18.19 |
| 43 | 18.62 |
| 44 | 19.05 |
| 45 | 19.49 |
| 46 | 19.92 |
| 47 | 20.35 |
| 48 | 20.79 |
| 49 | 21.22 |
| 50 | 21.65 |
| 51 | 22.09 |
| 52 | 22.52 |
| 53 | 22.95 |
| 54 | 23.39 |
| 55 | 23.82 |
| 56 | 24.26 |
| 57 | 24.69 |
| 58 | 25.12 |
| 59 | 25.55 |
| 60 | 25.99 |
| 61 | 26.42 |
| 62 | 26.85 |
| 63 | 27.29 |
| 64 | 27.72 |
| 65 | 28.15 |
| 66 | 28.58 |
| 67 | 29.02 |
| 68 | 29.45 |
| 69 | 29.88 |
| 70 | 30.32 |
| 71 | 30.75 |
| 72 | 31.18 |
| 73 | 31.62 |
| 74 | 32.05 |
| 75 | 32.48 |
| 76 | 32.92 |
| 77 | 33.35 |
| 78 | 33.78 |
| 79 | 34.21 |
| 80 | 34.65 |
| 81 | 35.08 |
| 82 | 35.52 |
| 83 | 35.95 |
| 84 | 36.39 |
| 85 | 36.82 |
| 86 | 37.25 |
| 87 | 37.68 |
| 88 | 38.12 |
| 89 | 38.53 |
| 90 | 38.98 |
| 91 | 39.42 |
| 92 | 39.85 |
| 93 | 40.28 |
| 94 | 40.72 |
| 95 | 41.15 |
| 96 | 41.58 |
| 97 | 42.01 |
| 98 | 42.45 |
| 99 | 42.88 |
| 100 | 43.31 |
| 101 | 43.75 |
| 102 | 44.18 |
| 103 | 44.61 |
| 104 | 45.05 |
| 105 | 45.48 |
| 106 | 45.91 |
| 107 | 46.34 |
| 108 | 46.78 |
| 109 | 47.21 |
| 110 | 47.64 |
| 111 | 48.08 |
| 112 | 48.51 |
| 113 | 48.94 |
| 114 | 49.38 |
| 115 | 49.81 |
| 116 | 50.24 |
| 117 | 50.68 |
| 118 | 51.11 |
| 119 | 51.54 |
| 120 | 51.98 |
| 121 | 52.41 |
| 122 | 52.84 |
| 123 | 53.28 |
| 124 | 53.71 |
| 125 | 54.15 |
| 126 | 54.58 |
| 127 | 55.01 |
| 128 | 55.44 |
| 129 | 55.88 |
| 130 | 56.31 |
| 131 | 56.74 |
| 132 | 57.18 |
| 133 | 57.61 |
| 134 | 58.04 |
| 135 | 58.48 |
| 136 | 58.91 |
| 137 | 59.34 |
| 138 | 59.77 |
| 139 | 60.21 |
| 140 | 60.64 |
| 141 | 61.07 |
| 142 | 61.51 |
| 143 | 61.94 |
| 144 | 62.37 |
| 145 | 62.81 |
| 146 | 63.24 |
| 147 | 63.67 |
| 148 | 64.10 |
| 149 | 64.54 |
| 150 | 64.97 |
| 151 | 65.40 |
| 152 | 65.84 |
| 153 | 66.27 |
| 154 | 66.70 |
| 155 | 67.14 |
| 156 | 67.57 |
| 157 | 68.00 |
| 158 | 68.43 |
| 159 | 68.87 |
| 160 | 69.31 |
| 161 | 69.74 |
| 162 | 70.17 |
| 163 | 70.61 |
| 164 | 71.04 |
| 165 | 71.47 |
| 166 | 71.91 |
| 167 | 72.34 |
| 168 | 72.77 |
| 169 | 73.29 |
| 170 | 73.64 |
| 171 | 74.07 |
| 172 | 74.50 |
| 173 | 74.94 |
| 174 | 75.37 |
| 175 | 75.80 |
| 176 | 76.23 |
| 177 | 76.67 |
| 178 | 77.10 |
| 179 | 77.53 |
| 180 | 77.97 |
| 181 | 78.40 |
| 182 | 78.84 |
| 183 | 79.27 |
| 184 | 79.70 |
| 185 | 80.14 |
| 186 | 80.57 |
| 187 | 81.00 |
| 188 | 81.43 |
| 189 | 81.87 |
| 190 | 82.30 |
| 191 | 82.73 |
| 192 | 83.17 |
| 193 | 83.60 |
| 194 | 84.03 |
| 195 | 84.47 |
| 196 | 84.90 |
| 197 | 85.33 |
| 198 | 85.76 |
| 199 | 86.20 |
| 200 | 86.63 |
| 201 | 87.07 |
| 202 | 87.50 |
| 203 | 87.93 |
| 204 | 88.36 |
| 205 | 88.80 |
| 206 | 89.21 |
| 207 | 89.66 |
| 208 | 90.10 |
| 209 | 90.53 |
| 210 | 90.96 |
| 211 | 91.39 |
| 212 | 91.83 |
| 213 | 92.26 |
| 214 | 92.69 |
| 215 | 93.13 |
| 216 | 93.56 |
| 217 | 93.99 |
| 218 | 94.43 |
| 219 | 94.86 |
| 220 | 95.30 |
| 221 | 95.73 |
| 222 | 96.16 |
| 223 | 96.60 |
| 224 | 97.03 |
| 225 | 97.46 |
| 226 | 97.90 |
| 227 | 98.33 |
| 228 | 98.76 |
| 229 | 99.20 |
| 230 | 99.63 |
| 231 | 100.00 |
| 232 | 100.49 |
| 233 | 100.93 |
| 234 | 101.36 |
| 235 | 101.79 |
| 236 | 102.23 |
| 237 | 102.66 |
| 238 | 103.09 |
| 239 | 103.53 |
| 240 | 103.96 |
| 241 | 104.39 |
| 242 | 104.83 |
| 243 | 105.26 |
| 244 | 105.69 |
| 245 | 106.13 |
| 246 | 106.56 |
| 247 | 106.99 |
| 248 | 107.43 |
| 249 | 107.86 |
| 250 | 108.29 |
| 251 | 108.73 |
| 252 | 109.15 |
| 253 | 109.59 |
| 254 | 110.03 |
| 255 | 110.46 |
| 256 | 110.89 |
| 257 | 111.32 |
| 258 | 111.76 |
| 259 | 112.19 |
| 260 | 112.62 |
| 261 | 113.03 |
| 262 | 113.49 |
| 263 | 113.92 |
| 264 | 114.36 |
| 265 | 114.79 |
| 266 | 115.22 |
| 267 | 115.66 |
| 268 | 116.09 |
| 269 | 116.52 |
| 270 | 116.96 |
| 271 | 117.39 |
| 272 | 117.82 |
| 273 | 118.26 |
| 274 | 118.69 |
| 275 | 119.12 |
| 276 | 119.56 |
| 277 | 119.99 |
| 278 | 120.42 |
| 279 | 120.85 |
| 280 | 121.29 |
| 281 | 121.73 |
| 282 | 122.15 |
| 283 | 122.59 |
| 284 | 123.02 |
| 285 | 123.45 |
| 286 | 123.89 |
| 287 | 124.32 |
| 288 | 124.75 |
| 289 | 125.18 |
| 290 | 125.62 |
| 291 | 126.05 |
| 292 | 126.48 |
| 293 | 126.92 |
| 294 | 127.35 |
| 295 | 127.78 |
| 296 | 128.22 |
| 297 | 128.65 |
| 298 | 129.08 |
| 299 | 129.51 |
| 300 | 129.95 |
| 310 | 134.28 |
| 320 | 138.62 |
| 330 | 142.95 |
| 340 | 147.28 |
| 350 | 151.61 |
| 360 | 155.94 |
| 370 | 160.27 |
| 380 | 164.61 |
| 390 | 168.94 |
| 400 | 173.27 |
| 500 | 216.58 |
| 600 | 259.90 |
| 700 | 303.22 |
| 800 | 346.54 |
| 900 | 389.86 |
| 1000 | 433.18 |
TABLE OF FRICTION HEADS IN FEET IN SMALL PIPES 100 FEET LONG UNDER GIVEN DISCHARGE.
| Gallons discharged per minute. |
Gallons discharged per 24 hours. |
1⁄2-in. Diam. | |
|---|---|---|---|
| Velocity in ft. per second. |
Friction head in feet. |
||
| 2.5 | 3,600 | 4.08 | 18.20 |
| 5 | 7,200 | 8.17 | 66.82 |
| 7.5 | 10,800 | 12.25 | 142.9 |
| 10 | 14,400 | 16.33 | 243.3 |
| Gallons discharged per minute. |
Gallons discharged per 24 hours. |
3⁄4-in. Diam. | |
| Velocity in ft. per second. |
Friction head in feet. |
||
| 2.5 | 3,600 | 1.81 | 2.78 |
| 5 | 7,200 | 3.63 | 9.40 |
| 7.5 | 10,800 | 5.44 | 20.17 |
| 10 | 14,400 | 7.25 | 34.77 |
| 12.5 | 18,000 | 9.06 | 52.11 |
| 15 | 21,600 | 10.87 | 73.61 |
| 17.5 | 25,200 | 12.69 | 98.80 |
| 20 | 28,800 | 14.50 | 127.6 |
| 22.5 | 32,400 | 16.31 | 160.7 |
| 25 | 36,000 | 18.12 | 197.7 |
| Gallons discharged per minute. |
Gallons discharged per 24 hours. |
1-in. Diam. | |
| Velocity in ft. per second. |
Friction head in feet. |
||
| 2.5 | 3,600 | 1.02 | .74 |
| 5 | 7,200 | 2.04 | 2.52 |
| 7.5 | 10,800 | 3.06 | 5.14 |
| 10 | 14,400 | 4.08 | 8.75 |
| 12.5 | 18,000 | 5.10 | 13.22 |
| 15 | 21,600 | 6.13 | 18.84 |
| 17.5 | 25,200 | 7.15 | 25.14 |
| 20 | 28,800 | 8.17 | 32.27 |
| 22.5 | 32,400 | 9.18 | 40.17 |
| 25 | 36,000 | 10.20 | 48.90 |
| 30 | 43,200 | 12.23 | 68.70 |
| 35 | 50,400 | 14.25 | 92.10 |
| 40 | 57,600 | 16.29 | 116.8 |
| 45 | 64,800 | 18.34 | 150.6 |
| 50 | 72,000 | 20.37 | 186.7 |
| Gallons discharged per minute. |
Gallons discharged per 24 hours. |
11⁄4-in. Diam. | |
| Velocity in ft. per second. |
Friction head in feet. |
||
| 5 | 7,200 | 1.31 | .83 |
| 10 | 14,400 | 2.62 | 2.85 |
| 15 | 21,600 | 3.92 | 5.90 |
| 20 | 28,800 | 5.22 | 10.21 |
| 25 | 36,000 | 6.53 | 15.50 |
| 30 | 43,200 | 7.84 | 22.34 |
| 35 | 50,400 | 9.14 | 28.99 |
| 40 | 57,600 | 10.45 | 37.29 |
| 45 | 64,800 | 11.76 | 46.47 |
| 50 | 72,000 | 13.07 | 57.16 |
| 55 | 79,200 | 14.38 | 68.62 |
| 60 | 86,400 | 15.69 | 81.35 |
| 65 | 93,600 | 17.00 | 95.11 |
| 70 | 100,800 | 18.31 | 109.9 |
| 75 | 108,000 | 19.62 | 126.1 |
| Gallons discharged per minute. |
Gallons discharged per 24 hours. |
11⁄2-in. Diam. | |
| Velocity in ft. per second. |
Friction head in feet. |
||
| 5 | 7,200 | .91 | .51 |
| 10 | 14,400 | 1.82 | 1.33 |
| 15 | 21,600 | 2.73 | 2.80 |
| 20 | 28,800 | 3.63 | 4.59 |
| 25 | 36,000 | 4.54 | 6.99 |
| 30 | 43,200 | 5.45 | 9.86 |
| 35 | 50,400 | 6.36 | 13.14 |
| 40 | 57,600 | 7.26 | 16.94 |
| 45 | 64,800 | 8.17 | 21.09 |
| 50 | 72,000 | 9.08 | 25.66 |
| 60 | 86,400 | 10.90 | 36.15 |
| 70 | 100,800 | 12.72 | 48.84 |
| 80 | 115,200 | 14.54 | 63.53 |
| 90 | 129,600 | 16.36 | 79.78 |
| 100 | 144,000 | 18.17 | 98.23 |
| Gallons discharged per minute. |
Gallons discharged per 24 hours. |
2-in. Diam. | |
| Velocity in ft. per second. |
Friction head in feet. |
||
| 5 | 7,200 | 1 | . . . |
| 10 | 14,400 | 1.02 | .31 |
| 20 | 28,800 | 2.04 | 1.17 |
| 30 | 43,200 | 3.06 | 2.36 |
| 40 | 57,600 | 4.09 | 4.17 |
| 50 | 72,000 | 5.11 | 6.34 |
| 60 | 86,400 | 6.13 | 8.92 |
| 70 | 100,800 | 7.15 | 11.83 |
| 80 | 115,200 | 8.18 | 15.27 |
| 90 | 129,600 | 9.20 | 19.11 |
| 100 | 144,000 | 10.22 | 23.23 |
| 125 | 180,000 | 12.80 | 35.78 |
| 150 | 216,000 | 15.3 | 50.60 |
| 175 | 252,000 | 17.9 | 69.13 |
| 200 | 288,000 | 20.4 | 89.51 |
| Gallons discharged per minute. |
Gallons discharged per 24 hours. |
21⁄2-in. Diam. | |
| Velocity in ft. per second. |
Friction head in feet. |
||
| 25 | 36,000 | 1.63 | .58 |
| 50 | 72,000 | 3.26 | 2.10 |
| 75 | 108,000 | 4.90 | 4.58 |
| 100 | 144,000 | 6.53 | 7.95 |
| 125 | 180,000 | 8.16 | 12.10 |
| 150 | 216,000 | 9.80 | 17.05 |
| 175 | 252,000 | 11.43 | 22.88 |
| 200 | 288,000 | 13.07 | 29.67 |
| 225 | 324,000 | 14.70 | 37.14 |
| 250 | 360,000 | 16.34 | 45.81 |
| 275 | 396,000 | 17.97 | 55.32 |
| 300 | 432,000 | 19.60 | 65.68 |
| 350 | 468,000 | 21.24 | 77.01 |
| 400 | 576,000 | 22.87 | 89.11 |
| Gallons discharged per minute. |
Gallons discharged per 24 hours. |
3-in. Diam. | |
| Velocity in ft. per second. |
Friction head in feet. |
||
| 50 | 72,000 | 2.27 | .88 |
| 75 | 108,000 | 3.40 | 1.90 |
| 100 | 144,000 | 4.54 | 3.29 |
| 125 | 180,000 | 5.67 | 5.00 |
| 150 | 216,000 | 6.81 | 7.05 |
| 175 | 252,000 | 7.94 | 9.41 |
| 200 | 288,000 | 9.08 | 12.13 |
| 225 | 324,000 | 10.22 | 15.17 |
| 250 | 360,000 | 11.36 | 18.69 |
| 275 | 396,000 | 12.50 | 22.52 |
| 300 | 432,000 | 13.64 | 26.26 |
| 350 | 468,000 | 15.91 | 35.80 |
| 400 | 576,000 | 18.18 | 46.64 |
| 450 | 648,000 | 20.45 | 88.70 |
| 500 | 720,000 | 22.72 | 73.82 |
Contents of cylinders, in cubic feet and in U. S. gallons, for one foot of length.
| Diameter in Inches. |
Diameter in Decimals of a Foot. |
For 1 Foot in Length. | |
|---|---|---|---|
| Cubic Feet. Also area in square feet. |
Gallons of 231 Cubic Inches. |
||
| 1⁄4 | .0208 | .0003 | .0026 |
| 5⁄16 | .0260 | .0005 | .0040 |
| 3⁄8 | .0313 | .0008 | .0057 |
| 7⁄16 | .0365 | .0010 | .0078 |
| 1⁄2 | .0417 | .0014 | .0102 |
| 9⁄16 | .0469 | .0017 | .0129 |
| 5⁄8 | .0521 | .0021 | .0159 |
| 11⁄16 | .0573 | .0026 | .0193 |
| 3⁄4 | .0625 | .0031 | .0230 |
| 13⁄16 | .0677 | .0036 | .0270 |
| 7⁄8 | .0729 | .0042 | .0312 |
| 15⁄16 | .0781 | .0048 | .0359 |
| 1. | .0833 | .0055 | .0408 |
| 1⁄4 | .1042 | .0085 | .0638 |
| 1⁄2 | .1250 | .0123 | .0918 |
| 3⁄4 | .1458 | .0168 | .1250 |
| 2. | .1667 | .0218 | .1632 |
| 1⁄4 | .1875 | .0276 | .2066 |
| 1⁄2 | .2083 | .0341 | .2550 |
| 3⁄4 | .2292 | .0413 | .3085 |
| 3. | .2500 | .0491 | .3673 |
| 1⁄4 | .2708 | .0576 | .4310 |
| 1⁄2 | .2917 | .0668 | .4998 |
| 3⁄4 | .3125 | .0767 | .5738 |
| 4. | .3333 | .0878 | .6528 |
| 1⁄4 | .3542 | .0985 | .7370 |
| 1⁄2 | .3750 | .1105 | .8263 |
| 3⁄4 | .3958 | .1231 | .9205 |
| 5. | .4167 | .1364 | 1.020 |
| 1⁄4 | .4375 | .1503 | 1.124 |
| 1⁄2 | .4583 | .1650 | 1.234 |
| 3⁄4 | .4792 | .1803 | 1.349 |
| 6. | .5000 | .1963 | 1.469 |
| 1⁄4 | .5208 | .2180 | 1.594 |
| 1⁄2 | .5417 | .2305 | 1.724 |
| 3⁄4 | .5625 | .2485 | 1.859 |
| 7. | .5833 | .2673 | 1.999 |
| 1⁄4 | .6042 | .2868 | 2.144 |
| 1⁄2 | .6250 | .3068 | 2.295 |
| 3⁄4 | .6458 | .3275 | 2.450 |
| 8. | .6667 | .3490 | 2.611 |
| 1⁄4 | .6875 | .3713 | 2.777 |
| 1⁄2 | .7083 | .3940 | 2.948 |
| 3⁄4 | .7292 | .4175 | 3.125 |
| 9. | .7500 | .4418 | 3.305 |
| 1⁄4 | .7708 | .4668 | 3.492 |
| 1⁄2 | .7917 | .4923 | 3.682 |
| 3⁄4 | .8125 | .5185 | 3.879 |
| 10. | .8333 | .5455 | 4.081 |
| 1⁄4 | .8542 | .5730 | 4.286 |
| 1⁄2 | .8750 | .6013 | 4.498 |
| 3⁄4 | .8958 | .6303 | 4.714 |
| 11. | .9167 | .6600 | 4.937 |
| 1⁄4 | .9375 | .6903 | 5.163 |
| 1⁄2 | .9583 | .7213 | 5.395 |
| 3⁄4 | .9792 | .7530 | 5.633 |
| 12. | 1 Foot. | .7854 | 5.876 |
| 1⁄2 | 1.042 | .8523 | 6.375 |
| 13. | 1.083 | .9218 | 6.895 |
| 1⁄2 | 1.125 | .9940 | 7.435 |
| 14. | 1.167 | 1.069 | 7.997 |
| 1⁄2 | 1.208 | 1.147 | 8.578 |
| 15. | 1.250 | 1.227 | 9.180 |
| 1⁄2 | 1.292 | 1.310 | 9.801 |
| 16. | 1.333 | 1.396 | 10.44 |
| 1⁄2 | 1.375 | 1.485 | 11.11 |
| 17. | 1.417 | 1.576 | 11.79 |
| 1⁄2 | 1.458 | 1.670 | 12.50 |
| 18. | 1.500 | 1.767 | 13.22 |
| 1⁄2 | 1.542 | 1.867 | 13.97 |
| 19. | 1.583 | 1.969 | 14.73 |
| 1⁄2 | 1.625 | 2.074 | 15.52 |
| 20. | 1.666 | 2.182 | 16.32 |
| 1⁄2 | 1.708 | 2.292 | 17.15 |
| 21. | 1.750 | 2.405 | 17.99 |
| 1⁄2 | 1.792 | 2.521 | 18.86 |
| 22. | 1.833 | 2.640 | 19.75 |
| 1⁄2 | 1.875 | 2.761 | 20.65 |
| 23. | 1.917 | 2.885 | 21.58 |
| 1⁄2 | 1.958 | 3.012 | 22.53 |
| 24. | 2.000 | 3.142 | 23.50 |
| 25. | 2.083 | 3.409 | 25.50 |
| 26. | 2.166 | 3.687 | 27.58 |
| 27. | 2.250 | 3.976 | 29.74 |
| 28. | 2.333 | 4.276 | 31.99 |
| 29. | 2.416 | 4.587 | 34.31 |
| 30. | 2.500 | 4.909 | 36.72 |
| 31. | 2.583 | 5.241 | 39.21 |
| 32. | 2.666 | 5.585 | 41.78 |
| 33. | 2.750 | 5.940 | 44.43 |
| 34. | 2.833 | 6.305 | 47.17 |
| 35. | 2.916 | 6.681 | 49.98 |
| 36. | 3.000 | 7.069 | 52.88 |
| 37. | 3.083 | 7.468 | 55.86 |
| 38. | 3.166 | 7.876 | 58.92 |
| 39. | 3.250 | 8.296 | 62.06 |
| 40. | 3.333 | 8.728 | 65.29 |
| 41. | 3.416 | 9.168 | 68.58 |
| 42. | 3.500 | 9.620 | 71.96 |
| 43. | 3.583 | 10.084 | 75.43 |
| 44. | 3.666 | 10.560 | 79.00 |
| 45. | 3.750 | 11.044 | 82.62 |
| 46. | 3.833 | 11.540 | 86.32 |
| 47. | 3.916 | 12.048 | 90.12 |
| 48. | 4.000 | 12.566 | 94.02 |
231 cubic inches equal one gallon, and 7.4805 gallons equal one cubic foot.
For the contents of a greater diameter than any in the table, take the quantity opposite one-half said diameter and multiply it by 4. Thus, the number of cubic feet in one foot length of a pipe 80 inches in diameter, is equal to 8.728 × 4 = 34.912 cubic feet. So also with gallons and areas.
SCHEDULE OF STANDARD FLANGES.
Adopted July 18, 1894, by a Committee of the Master Steam and Hot Water Fitters’ Association, a Committee of the Society of Mechanical Engineers of the United States, and the leading valve and fitting manufacturers of the United States.
| Pipe size, Inches. |
Pipe thickness, (P + 100) .4S d + .333(1 - d⁄100) S-18,000 lbs. |
Thickness nearest fraction, inches. |
Stress on pipe per square inch at 200 lbs. |
Radius of fillet, inches. |
|---|---|---|---|---|
| 2 | .409 | 7⁄16 | 460 | 1⁄8 |
| 21⁄2 | .429 | 7⁄16 | 550 | 1⁄8 |
| 3 | .448 | 7⁄16 | 690 | 1⁄8 |
| 31⁄2 | .466 | 1⁄2 | 700 | 1⁄8 |
| 4 | .486 | 1⁄2 | 800 | 1⁄8 |
| 41⁄2 | .498 | 1⁄2 | 900 | 1⁄8 |
| 5 | .525 | 1⁄2 | 1,000 | 1⁄8 |
| 6 | .563 | 9⁄16 | 1,060 | 1⁄8 |
| 7 | .60 | 5⁄8 | 1,120 | 1⁄8 |
| 8 | .639 | 5⁄8 | 1,280 | 1⁄8 |
| 9 | .678 | 11⁄16 | 1,310 | 3⁄16 |
| 10 | .713 | 3⁄4 | 1,330 | 3⁄16 |
| 12 | .79 | 13⁄16 | 1,470 | 3⁄16 |
| 14 | .864 | 7⁄8 | 1,600 | 3⁄16 |
| 15 | .904 | 15⁄16 | 1,600 | 3⁄16 |
| 16 | .946 | 1 | 1,600 | 3⁄16 |
| 18 | 1.02 | 11⁄16 | 1,690 | 3⁄16 |
| 20 | 1.09 | 11⁄8 | 1,780 | 3⁄16 |
| 22 | 1.18 | 13⁄16 | 1,850 | 1⁄4 |
| 24 | 1.25 | 11⁄4 | 1,920 | 1⁄4 |
| 26 | 1.30 | 15⁄16 | 1,980 | 1⁄4 |
| 28 | 1.38 | 13⁄8 | 2,040 | 1⁄4 |
| 30 | 1.48 | 11⁄2 | 2,000 | 1⁄4 |
| 36 | 1.71 | 13⁄4 | 1,920 | 1⁄4 |
| 42 | 1.87 | 2 | 2,100 | 1⁄4 |
| 48 | 2.17 | 21⁄4 | 2,130 | 1⁄4 |
| Pipe size, Inches. |
Flange diameter, inches. |
Flange thickness at hub for iron pipe, inches. |
Flange thickness at edge, inches. |
Width flange face, inches. |
|||
|---|---|---|---|---|---|---|---|
| 2 | 6 | 1 | 5⁄8 | 2 | |||
| 21⁄2 | 7 | 11⁄8 | 11⁄16 | 21⁄4 | |||
| 3 | 71⁄2 | 11⁄4 | 3⁄4 | 21⁄4 | |||
| 31⁄2 | 81⁄2 | 11⁄4 | 13⁄16 | 21⁄2 | |||
| 4 | 9 | 13⁄8 | 15⁄16 | 21⁄2 | |||
| 41⁄2 | 91⁄4 | 13⁄8 | 15⁄16 | 23⁄8 | |||
| 5 | 10 | 11⁄2 | 15⁄16 | 21⁄2 | |||
| 6 | 11 | 11⁄2 | 1 | 21⁄2 | |||
| 7 | 121⁄2 | 11⁄2 | 11⁄16 | 23⁄4 | |||
| 8 | 131⁄2 | 13⁄4 | 11⁄8 | 23⁄4 | |||
| 9 | 15 | 13⁄4 | 11⁄8 | 3 | |||
| 10 | 16 | 2 | 13⁄16 | 3 | |||
| 12 | 19 | 2 | 11⁄4 | 31⁄2 | |||
| 14 | 21 | 2 | 13⁄8 | 31⁄2 | |||
| 15 | 221⁄4 | 2 | 15⁄8 | 35⁄8 | |||
| 16 | 231⁄2 | 21⁄4 | 17⁄16 | 33⁄4 | |||
| 18 | 25 | .... | 19⁄16 | 31⁄2 | |||
| 20 | 271⁄2 | .... | 111⁄16 | 33⁄4 | |||
| 22 | 291⁄2 | .... | 113⁄16 | 33⁄4 | |||
| 24 | 311⁄2 | 32 | .... | 11⁄4 | 17⁄8 | 33⁄4 | 4 |
| 26 | 333⁄4 | 341⁄4 | .... | 13⁄8 | 2 | 37⁄8 | 41⁄8 |
| 28 | 36 | 361⁄2 | .... | 17⁄16 | 21⁄16 | 4 | 41⁄4 |
| 30 | 38 | 383⁄4 | .... | 11⁄2 | 21⁄8 | 4 | 43⁄8 |
| 36 | 441⁄2 | 453⁄4 | .... | 13⁄4 | 23⁄8 | 41⁄4 | 47⁄8 |
| 42 | 51 | 523⁄4 | .... | 17⁄8 | 25⁄8 | 41⁄2 | 53⁄8 |
| 48 | 571⁄2 | 591⁄2 | .... | 2 | 23⁄4 | 43⁄4 | 53⁄4 |
| Pipe size, Inches. |
Width flange face, inches. |
Bolt circle diameter, inches. |
Number of bolts. |
Bolt size diameters, inches. |
Bolt length, inches. |
Stress on each bolt, per square inch at bottom of thread at 200 lbs. |
|||
|---|---|---|---|---|---|---|---|---|---|
| 2 | 2 | 43⁄4 | 4 | 1⁄2 | 5⁄8 | 2 | 825 | ||
| 21⁄2 | 21⁄4 | 51⁄2 | 4 | 1⁄2 | 5⁄8 | 21⁄4 | 1,050 | ||
| 3 | 21⁄4 | 6 | 4 | 1⁄2 | 5⁄8 | 21⁄2 | 1,330 | ||
| 31⁄2 | 21⁄2 | 7 | 4 | 1⁄2 | 5⁄8 | 21⁄2 | 2,530 | ||
| 4 | 21⁄2 | 71⁄2 | 4 | 3⁄8 | 3⁄4 | 23⁄4 | 2,100 | ||
| 41⁄2 | 23⁄8 | 73⁄4 | 8 | 5⁄8 | 3⁄4 | 3 | 1,430 | ||
| 5 | 21⁄2 | 81⁄2 | 8 | 5⁄8 | 3⁄4 | 3 | 1,630 | ||
| 6 | 21⁄2 | 91⁄2 | 8 | 5⁄8 | 3⁄4 | 3 | 2,360 | ||
| 7 | 23⁄4 | 103⁄4 | 8 | 5⁄8 | 3⁄4 | 31⁄4 | 3,200 | ||
| 8 | 23⁄4 | 113⁄4 | 8 | 5⁄8 | 3⁄4 | 31⁄2 | 4,190 | ||
| 9 | 3 | 131⁄4 | 12 | 5⁄8 | 3⁄4 | 31⁄2 | 3,610 | ||
| 10 | 3 | 141⁄4 | 12 | 5⁄8 | 7⁄8 | 35⁄8 | 2,970 | ||
| 12 | 31⁄2 | 17 | 12 | 3⁄4 | 7⁄8 | 33⁄4 | 4,280 | ||
| 14 | 31⁄2 | 183⁄4 | 12 | 7⁄8 | 1 | 41⁄4 | 4,280 | ||
| 15 | 35⁄8 | 20 | 16 | 7⁄8 | 1 | 41⁄4 | 3,660 | ||
| 16 | 33⁄4 | 211⁄4 | 16 | 7⁄8 | 1 | 41⁄4 | 4,210 | ||
| 18 | 31⁄2 | 223⁄4 | 16 | 1 | 17⁄8 | 43⁄4 | 4,540 | ||
| 20 | 33⁄4 | 25 | 20 | 1 | 11⁄8 | 5 | 4,490 | ||
| 22 | 33⁄4 | 271⁄4 | 20 | 1 | 11⁄4 | 51⁄2 | 4,320 | ||
| 24 | 33⁄4 | 4 | 291⁄4 | 291⁄2 | 20 | 1 | 11⁄4 | 51⁄2 | 5,130 |
| 26 | 37⁄8 | 41⁄8 | 311⁄4 | 313⁄4 | 24 | 1 | 11⁄4 | 53⁄4 | 5,030 |
| 28 | 4 | 41⁄4 | 331⁄2 | 34 | 28 | 1 | 11⁄4 | 6 | 5,000 |
| 30 | 4 | 43⁄8 | 351⁄2 | 36 | 28 | 11⁄8 | 13⁄8 | 61⁄4 | 4,590 |
| 36 | 41⁄4 | 47⁄8 | 42 | 423⁄4 | 32 | 11⁄8 | 13⁄8 | 61⁄2 | 5,790 |
| 42 | 41⁄2 | 53⁄8 | 481⁄2 | 491⁄2 | 36 | 11⁄4 | 11⁄2 | 71⁄4 | 5,700 |
| 48 | 43⁄4 | 53⁄4 | 543⁄4 | 56 | 44 | 13⁄8 | 11⁄2 | 73⁄4 | 6,090 |
DIMENSIONS OF CAST IRON PIPE, FLANGES, ETC.
(J. E. Codman, Engineers’ Club of Philadelphia, 1889.)
| Diameter of Pipe. |
Diameter of Flange. |
Diameter of Bolt Circle. |
Diameter of Bolt. |
Number of Bolts. |
|---|---|---|---|---|
| 2 | 61⁄4 | 43⁄4 | 3⁄4 | 4 |
| 3 | 71⁄2 | 57⁄8 | 3⁄4 | 4 |
| 4 | 9 | 7 | 3⁄4 | 6 |
| 5 | 93⁄4 | 8 | 3⁄4 | 6 |
| 6 | 103⁄4 | 91⁄8 | 3⁄4 | 8 |
| 8 | 131⁄4 | 113⁄8 | 3⁄4 | 8 |
| 10 | 151⁄4 | 131⁄4 | 3⁄4 | 10 |
| 12 | 173⁄4 | 153⁄4 | 7⁄8 | 12 |
| 14 | 20 | 18 | 7⁄8 | 14 |
| 16 | 22 | 20 | 7⁄8 | 16 |
| 18 | 24 | 221⁄4 | 7⁄8 | 16 |
| 20 | 27 | 241⁄2 | 1 | 18 |
| 22 | 283⁄4 | 261⁄2 | 1 | 20 |
| 24 | 311⁄4 | 283⁄4 | 1 | 22 |
| 26 | 331⁄4 | 31 | 1 | 24 |
| 28 | 351⁄2 | 331⁄4 | 1 | 24 |
| 30 | 38 | 351⁄2 | 1 | 26 |
| 32 | 40 | 371⁄2 | 11⁄8 | 28 |
| 34 | 421⁄4 | 40 | 11⁄8 | 30 |
| 36 | 45 | 42 | 11⁄8 | 32 |
| 38 | 47 | 44 | 11⁄8 | 32 |
| 40 | 49 | 46 | 11⁄8 | 34 |
| 42 | 511⁄4 | 481⁄4 | 11⁄8 | 34 |
| 44 | 531⁄2 | 501⁄4 | 11⁄4 | 36 |
| 46 | 553⁄4 | 523⁄4 | 11⁄4 | 38 |
| 48 | 58 | 55 | 11⁄4 | 40 |
| Diameter of Pipe. |
Thickness of Flange. |
Thickness of Pipe. |
Weight per foot without Flange. |
Weight of Flange and Bolts. |
|
|---|---|---|---|---|---|
| Frac. | Dec. | ||||
| 2 | 5⁄8 | 3⁄8 | .373 | 6.96 | 4.41 |
| 3 | 5⁄8 | 13⁄32 | .396 | 11.16 | 5.93 |
| 4 | 11⁄16 | 7⁄16 | .420 | 15.84 | 7.66 |
| 5 | 3⁄4 | 7⁄16 | .443 | 21.00 | 9.63 |
| 6 | 3⁄4 | 15⁄32 | .466 | 26.64 | 11.82 |
| 8 | 13⁄16 | 1⁄2 | .511 | 39.36 | 16.91 |
| 10 | 7⁄8 | 9⁄16 | .557 | 54.00 | 23.00 |
| 12 | 15⁄16 | 19⁄32 | .603 | 70.56 | 30.13 |
| 14 | 1 | 21⁄32 | .649 | 89.04 | 38.34 |
| 16 | 11⁄16 | 11⁄16 | .695 | 109.44 | 47.70 |
| 18 | 11⁄8 | 3⁄4 | .741 | 131.76 | 58.23 |
| 20 | 13⁄16 | 25⁄32 | .787 | 156.00 | 70.00 |
| 22 | 11⁄4 | 27⁄32 | .833 | 182.16 | 83.05 |
| 24 | 15⁄16 | 7⁄8 | .879 | 210.24 | 97.42 |
| 26 | 13⁄8 | 15⁄16 | .925 | 240.24 | 113.18 |
| 28 | 17⁄16 | 31⁄32 | .971 | 272.16 | 130.35 |
| 30 | 19⁄16 | 1 | 1.017 | 306.00 | 149.00 |
| 32 | 15⁄8 | 11⁄16 | 1.063 | 341.76 | 169.17 |
| 34 | 111⁄16 | 11⁄8 | 1.109 | 379.44 | 190.90 |
| 36 | 13⁄4 | 15⁄32 | 1.155 | 419.04 | 214.26 |
| 38 | 113⁄16 | 13⁄16 | 1.201 | 460.56 | 239.27 |
| 40 | 17⁄8 | 11⁄4 | 1.247 | 504.00 | 266.00 |
| 42 | 115⁄16 | 15⁄16 | 1.293 | 549.36 | 294.49 |
| 44 | 2 | 111⁄32 | 1.339 | 596.64 | 324.78 |
| 46 | 21⁄16 | 13⁄8 | 1.385 | 645.84 | 356.94 |
| 48 | 21⁄8 | 17⁄16 | 1.431 | 696.96 | 391.00 |
FLANGE SIZES FOR EXTRA HEAVY PIPE.
Adopted by a Conference of Manufacturers, June 28, 1901.
| Size of Pipe. |
Diam. of Flange. |
Thickness of Flange. |
Diameter of Bolt Circle. |
Number of Bolts. |
Size of Bolts. |
|---|---|---|---|---|---|
| Inches. | Inches. | Inches. | Inches. | Inches. | |
| 2 | 61⁄2 | 7⁄8 | 5 | 4 | 5⁄8 |
| 21⁄2 | 71⁄2 | 1 | 57⁄8 | 4 | 3⁄4 |
| 3 | 81⁄4 | 11⁄8 | 65⁄8 | 8 | 5⁄8 |
| 31⁄2 | 9 | 13⁄16 | 71⁄4 | 8 | 5⁄8 |
| 4 | 10 | 11⁄4 | 77⁄8 | 8 | 3⁄4 |
| 41⁄2 | 101⁄2 | 15⁄16 | 81⁄2 | 8 | 3⁄4 |
| 5 | 11 | 13⁄8 | 91⁄4 | 8 | 3⁄4 |
| 6 | 121⁄2 | 17⁄16 | 105⁄8 | 12 | 3⁄4 |
| 7 | 14 | 11⁄2 | 117⁄8 | 12 | 7⁄8 |
| 8 | 15 | 15⁄8 | 13 | 12 | 7⁄8 |
| 9 | 16 | 13⁄4 | 14 | 12 | 7⁄8 |
| 10 | 171⁄2 | 17⁄8 | 151⁄4 | 16 | 7⁄8 |
| 12 | 20 | 2 | 173⁄4 | 16 | 7⁄8 |
| 14 | 221⁄2 | 21⁄8 | 20 | 20 | 7⁄8 |
| 15 | 231⁄2 | 23⁄16 | 21 | 20 | 1 |
| 16 | 25 | 21⁄4 | 221⁄2 | 20 | 1 |
| 18 | 27 | 23⁄8 | 241⁄2 | 24 | 1 |
| 20 | 291⁄2 | 21⁄2 | 263⁄4 | 24 | 11⁄8 |
| 22 | 311⁄2 | 25⁄8 | 283⁄4 | 28 | 11⁄8 |
| 24 | 34 | 23⁄4 | 311⁄4 | 28 | 11⁄8 |
“An index is something intended to point out, guide, or direct, as the hand of a clock or a steam-gage, the style of a sun dial, an arm of a guide-post or the figure of a hand ☞.”
THE INDEX
to Part Two of Rogers Pumps and Hydraulics.
| Page | |
|---|---|
Accidents, to avoid, |
374 |
Acid, muriatic fumes, action of, |
380 |
syphon pump, ills. and des., |
265 |
Adjusting, care must be exercised in, |
372 |
“Admiralty,” the rectangular surface condenser, des., |
303 |
Advantages of the Cataract mining pump, |
146 |
modern pulsometer, |
273 |
Aer, def., |
179 |
Aëriform fluids, def., |
15 |
Aermotor pumps, |
177-192 |
Aermotors, why so named, |
187 |
Ahrens steam fire engine, |
126 |
Air, des., |
15 |
and steam, relative space occupied by, |
378 |
and vacuum pumps, ills. and des., |
31 |
steam end of, |
35 |
table of test, |
41 |
as a mechanical agent, |
17 |
Air, moving power; note, |
23 |
“back pressure” of, des., |
36 |
Air-bound pumps, |
371 |
Air brakes, use of compressed air in, des., |
57 |
chamber, to prevent freezing, |
381 |
Air compressor, direct acting steam single, ills. and des., |
72 |
power wall or post, ills. and des., |
72 |
the “Imperial,“ ills. and des., |
67-70 |
Air compressors, des., |
57-78 |
methods of driving, |
59 |
theoretical operations of, |
63 |
Air cooler of condenser, ills., |
312 |
Air, fluid of, def., |
17 |
gravity and elasticity of, |
16 |
leaks in suction must be prevented, |
374 |
Air lift pump, ills. and des., |
79-90 |
care and management, |
87-88 404 |
lift system, advantages of, |
79 |
theory of, |
80 |
liquid, des., |
64 |
pipe of a compressor, |
84 |
pressure pumps, direct, ills. and des., |
90 |
Air pump attached to a condenser becomes a vacuum pump, |
373 |
Dean Brothers’ twin cylinder, ills. and des., |
46-50 |
Edwards, ills. and des., |
53-55 |
principles of duty, |
373 |
simplest form of, ills., |
15 |
used in connection with a jet condenser, ills., |
34 |
hand, des. and ills., |
29, 30 |
the inertia of, |
17 |
Altitude, effect of, on atmospheric pressure, |
73, 74 |
American pump as attached to steam fire engine, ills., |
93 |
driving mechanism of, ills. and des., |
93, 98 |
American steam fire engine pump, ills., |
132, 133 |
des., |
138, 139 |
Ammonia or acid pumps, ills. and des., |
171 |
muriate of, action, |
379 |
Amoskeag fire engine, ills., |
107, 128 |
des., |
141, 142 |
Anderson steam trap, des. and ills., |
332, 333 |
Anti-freezing device, ills., |
382 |
Application of packing, how done, |
372 |
Appurtenances belonging to steam fire engines, list of, |
111 |
Aqua-thruster, |
267-269 |
Atmosphere, pressure of, def., |
16, 36 |
surface condenser exerts, |
314 |
weight of, on the surface of the earth, |
19 |
Atmospheric air, a type of other gases, |
25 |
Atmospheric pressure, effect of altitude upon, |
73, 74 |
pumps, des. and ills., |
169-171 |
Attachment, def. of, |
317 |
Attraction of cohesion, def., |
16 |
Automatic action of the pump controlled by a float, ills. and des., |
318, 319 |
duplex steam pump and receiver, Deane, ills. and des., |
318, 319 |
throttle valve for boiler feed pump, ills. and des., |
352, 353 |
“Back pressure” of atmosphere, des., |
36 |
Baffle plate, used in condenser, ills. and des., |
305 |
Ballast pump, the, ills. and des., |
159-161 |
Ballast tank, ship’s, def., |
322 |
Ball cock, ills. and des., |
320 |
Ball float, ills. and des., |
318-319 |
how attached in air and vacuum pump, |
36 |
Ballot, Buys, law relating to barometers, |
181 |
Bark, care to keep out of pipes and valves, |
379 |
mixture, des., |
379 |
white oak, prevents boiler incrustation, |
379 |
Barometer, ills. and des., |
20 |
water, how made, |
31 |
Barrel, capacity of in gallons, |
323 |
Bell and spigot connection, ills. and des., |
367 |
Belted duplex air compressor (built by the Allis-Chalmers Co.), |
62-71 |
Bilge pump, special fittings for, |
161 |
“Blake” compressor, |
73 405 |
Bliss-Heath atmospheric pumping engine, ills. and des., |
169-171 |
Blowing engine, ills. and des., |
66, 67 |
Blow-off cock, des., |
347 |
valve, Bordo, ills. and des., |
354, 355 |
Boggs & Clark hydraulic dredging pump, ills. and des., |
217, 218 |
Boiler cleaners, mechanical, |
380 |
compound, cost of, |
378 |
action of, |
379 |
Boiler compound, directions for use, |
378 |
for locomotives, |
378 |
formula for, |
380 |
feed pump, centrifugal form adopted for, |
222 |
Boiler of steam fire engine, des., |
99 |
Boiler of the Ahrens steam fire engine, |
126 |
the Clapp & Jones steam fire engine, |
118 |
the Silsby steam fire engine, |
115 |
Boiler scale, table of analysis, |
328 |
Boilers, ball cock attached to, |
320 |
corrosion of, how caused, |
380 |
Bolt circles of standard pipe flanges; Table, |
399 |
Bolts, diameters of; lengths of, |
399 |
Bordo blow-off valve, ills. and des., |
354, 355 |
Bottoming-tap, ills. and des., |
339 |
Box wrench, des., |
345 |
Brewers’ grains, how pumped; note, |
202 |
Buffalo, the centrifugal pump, ills. and des., |
223 |
Bulkley “Injector” condenser, ills. and des., |
308, 309 |
Buys Ballot’s law relating to barometers, |
181 |
Byron Jackson Machine Co.’s turbine pumps, ills. and des., |
236-242 |
Cameron, the, vertical plunger sinking pump, ills., |
150-151 |
des., |
152 |
Capacity of cisterns and tanks, how estimated, |
364 |
Carbonate of lime in boiler scale, |
328 |
magnesia in boiler scale, |
328 |
Carbonates deposited in order, des., |
380 |
Care and management of air pumps, |
87-88 |
the Clapp & Jones steam fire engine, |
123 |
Carr steam pump governors, ills. and des., |
288-291 |
Cataract steam pump, ills., |
144 |
des., |
146 |
Centrifugal pump, diagram of right and left-hand methods of discharge, |
225 |
early form of, ills., |
212 |
des., |
214 |
four stage, ills. and des., |
224 |
important note relating to speed of; quotation from “Industries”, |
223-229 |
Morris Machine Company’s, steam-driven, ills. and des., |
220-221 |
multi-stage, ill. and des., |
223-224 |
the Buffalo, ills. and des., |
223 |
the converse of the turbine water-wheel, |
213 |
vertical, submerged type of, ills. and des., |
222-223 |
directions for erecting and running, |
226-228 |
fans used in, ills., |
213 |
des., |
215 |
history of, |
211 |
Centrifugal pumps, how to determine right or left-hand pumps, |
226 |
ills. and des., |
211-230 406 |
rotary and, |
193-229 |
the Worthington, divided into Conoidal, volute and Turbine, des., |
229 |
two general types of, ills. and des., |
215-216 |
Centrifugal wheel, ten thousand horse power, ills. and des., |
213 |
also 133, Part One. |
|
Chain tongs, |
343 |
Chlorides deposited in order, des., |
380 |
Churning in pumps, causes of, |
375 |
Churn valve for feeding the steam fire engine, des., |
111 |
purposes of, |
137 |
Circulating pump, des., |
32 |
Circulating pumps, ills., |
219 |
des., |
168 |
Cistern, def. of, |
321 |
Cisterns and tanks, table of capacity for, |
324 |
ball cock attached to, |
320 |
Cisterns, computation for finding weight of, |
324 |
contents of round; Table, |
398 |
diameters of, in decimals of a foot; Table, |
398 |
rule for finding contents of round; Table, |
398 |
Clapp & Jones steam fire engine, |
118 |
Village Engine, |
121 |
Classification of steam fire engines, |
93 |
Cleaner, mechanical boiler, |
380 |
Cleaning carpets and railroad cars and seats, use of vacuum or atmospheric pressure in, des., |
59 |
Cleanliness essential, |
371 |
Clogging of suction, effect of, |
374 |
Closed pressure tanks, ills. and des., |
321-323 |
Coal, decreasing supply of, |
84 |
Cock, des., classes of, |
347 |
ball, ills. and des., |
320 |
blow-off, des., |
347 |
cylinder, des., |
247 |
feed, des., |
347 |
four-way, des., |
347 |
gage, des., |
347 |
oil, des., |
347 |
Cock, self-closing, des., |
347 |
steam, des., |
347 |
stop, des., |
347 |
three-way, des., |
347 |
Cock, try, des., |
347 |
water, des., |
347 |
Column of water, pressure of; Table, |
396 |
Columns, mine pump, ills. and des., |
363 |
Compound, boiler, record of results, |
378 |
Compound or two-stage compression, |
74-75 |
Compounds for making pipe joints, |
367 |
Compressed air, des., |
57 |
Compressibility of gases, |
26 |
Compression, compound, or two-stage, |
74-75 |
Compressor, belted duplex air (built by the Allis-Chalmers Co.), |
62-71 |
“Imperial” air, des. and ills., |
67-70 |
Norwalk compound, des. and ills., |
77-78 |
Norwalk standard, ills. and des., |
56-58 |
power wall or post air, ills. and des., |
72 |
vertical duplex, |
64-71 407 |
Compressors, air, des., |
57-58 |
Computation for finding weight of water in cisterns and tanks, |
324 |
obtaining the contents of a barrel in gallons, |
324 |
Miner’s Inch, with ills., |
388 |
open stream measurement, |
390 |
weir dam, water, measurement, |
390 |
relating to water pumped by windmill, |
191 |
“Condensation,” def., |
18 |
Condenser, def., |
32 |
des., |
299 |
advantages of, |
300, 378 |
combined, and feed-water heater, ills. and des., |
306 |
cone, ills., |
312 |
Conover, ills. and des., |
50-53 |
economy of, |
37 |
elbow, exhaust and injection, des. and ills., |
306 |
exhaust pipe into suction, ills. and des., |
381 |
exhaust steam induction, des. and ills., |
308 |
Condenser, jet, ills. and des., |
312 |
jet type of, |
33 |
keel, what it consists of, |
311 |
plant, marine, ills. and des., |
310-311 |
pump, ills. and des., |
306-307 |
Condensers, classification of, |
303 |
Condenser, surface, ills. and des., |
313 |
tube, ills. and des., |
305 |
Condensing apparatus, des. and ills., |
297-314 |
engines, early, des., |
378 |
Condensing surface required, amount of, |
312-314 |
Cone, condenser, ills. and des., |
306 |
Conoidal centrifugal pump, the Worthington, why so named, des., |
229 |
Conover condenser, ills. and des., |
50-53 |
Construction of the Silsby steam cylinder pump and boiler, |
115 |
Contamination of water to be prevented, |
375 |
Contents, Table of, |
XI. |
Controller, Mullin’s automatic, ills. and des., |
352-353 |
Cooling towers, des., |
33 |
Corcoran double action suction force pump, des. and ills., |
185-186 |
tank valves, |
323 |
Corcoran windmill, ills. and des., |
184-186 |
Corrosion, def., |
328 |
how prevented, |
380 |
of boilers, how caused, |
380 |
Cotton presses, pump for, ills. and des., |
154-155 |
Coupling pipe, ills., |
368 |
“Crane-necked” steam fire engine, |
141 |
Cranes and hoists, use of compressed air in, des., |
57 |
Crow, ills. and des., |
340 |
Cubic foot, capacity of in gallons., |
323 |
Cutter, pipe, ills. and des., |
338 |
Cylinder-cock, des., |
347 |
Cylinders, contents of, in cubic feet for each foot depth; Table, |
398 |
relieved before removing head, |
383 |
Dam, Weir, measurement of water, |
390 |
Dart union, ills. and des., |
367 |
Davidson marine pump, ills. and des., | 156-157 |
Dean Brothers’ twin cylinder air pump, ills. and des., | 46-50 |
Dean automatic duplex steam pump and receiver, ills. and des., | 318-319 408 |
single sugar-house pump, ills. and des., | 164-165 |
single vertical sinking pump, ills., | 148 |
des., | 149 |
vacuum pump, ills. and des., | 42-43 |
Deep-well pump, working barrel of, |
192 |
Deflector, water circulating, |
120 |
Derangement of duplex pump, broken valve may cause it, |
376 |
Diagram of discharge openings of centrifugal right and left-hand pumps, |
225 |
Dial, to read the, of a water meter, ills., | 332 |
Diameters of cisterns in decimals of a foot; Table, | 398 |
Diaphragm lift and force pump, ills., | 145 |
des., | 148 |
outfit for, | 149 |
Diffusion of gases, | 27 |
vanes of Worthington centrifugal pump, des., | 233 |
Direct acting steam single air compressor, ills. and des., | 72 |
Disadvantages in the use of compressed air for operating mining pumps, | 71 |
Discharge per minute under given heads; Table, | 392-393 |
Discovery of the advantages arising from the condensation of steam, | 300 |
Distributing reservoir, def., | 322 |
“Doctor” independent pump, ills. and des., | 161-162 |
“Donkey” pump, des., | 161 |
Double extra first steam fire engine, capacity and weight of, | 93 |
tube injector, universal, ills., | 262 |
des., | 264 |
Drain for steam pipes, | 374 |
Drain, necessity for, | 374 |
Draining pump cylinders and pipes, | 377 |
plugs, | 377 |
Dredge, elevator, des., | 222 |
20-inch hydraulic, ills. and des., |
221 |
Dredges, self-propelling and sea-going, des.; note, | 210 |
Dredging pump, hydraulic, Boggs & Clark, ills. and des., | 217-218 |
Root’s large rotary, ills. and des., | 208-210 |
Drill and pipe tap combined, | 339 |
Drip cocks, proper location of, | 376 |
Dry cocks, centrifugal pump, particularly adapted for use in building sewers, in sand dredging, | 214 |
Duplex pump, delays, avoid by frequent inspections, | 376 |
derangements of one side, | 375 |
jerky motion in, cause of, | 376 |
repairs should be prompt and timely, | 376 |
screens, important that they be kept clean, | 376 |
separating chamber requires frequent examination, | 376 |
suction valves require much attention, | 376 |
worn parts should be replaced, | 376 |
Duplex steam pump and receiver, Deane automatic, ills. and des., | 318-319 |
Edison Manufacturing Co. hand mining pump, des., | 148 |
Edwards air and vacuum pump, ills. and des., | 53-55 |
Ejector, ills. with a foot strainer, | 260 |
double tube, ills. and des., | 261 409 |
or exhauster used for priming centrifugal pumps, des., | 216 |
ills., | 218 |
pump, ills. and des., | 259-260 |
water pressure, ills. and des., | 266 |
and injectors, | 243-266 |
application of, ills., | 256 |
des., | 260 |
Elastic fluids, two classes of, | 16 |
Elasticity, def., | 26 |
a property of air, | 16, 17 |
of all aëriform fluids, def., | 17 |
Elbow, condenser, exhaust and injection, des. and ills., | 306 |
pipe, ills., | 368 |
Elbows, des., | 364 |
Electric mining pump, ills., part one, | 276 |
des., part two, | 147 |
Elevator, Mason, pump pressure regulator, ills. and des., | 286-287 |
Endicott’s platform springs, des., | 141 |
Energy of the steam injector, whence derived, note, | 247 |
wind as a source of power, | 181 |
Engines, early condensing, des., | 378 |
Engine, steam fire, ills. and des., | 91-142 |
Entering or taper tap, ills. and des., | 339 |
Evaporation, def. and laws of, | 28 |
Eve, J., inventor of Eve’s rotary pump, historical note, | 196 |
Eve’s rotary pump, des. and ills., | 196-197 |
Exhaust steam induction condenser, des. and ills., | 308 |
injector, ills. and des., | 249, 255-256 |
injector, high pressure, ills. and des., | 257 |
Exhaust steam, utilizing of; note, | 35 |
Expansibility of gases, def. and ills., | 25 |
Expansion and compression of a body, def., | 18 |
Explanations of principles involved in feeding tank, | 373 |
exposed pipes, precautions against freezing, | 377 |
Extra first steam fire engine, capacity and weight of, | 93 |
Failure of pump, how to find cause, | 374 |
Fans, ills., | 213 |
des., | 215 |
Feed-cock, des., | 347 |
Feeding into bottom of tank requires less power than top, | 373 |
Feed-water heater and combined condenser, ills. and des., | 306 |
Volz, ills. and des., | 304-306 |
impurities, des., note relating to, | 327 |
Fifth steam fire engine, capacity and weight of, | 93 |
Fire engine, Silsby steam, des. and ills., | 113 |
steam, ills. and des., | 91-142 |
Fire hose flow of water, how retarded in, des., | 135 |
pumps, Holyoke pattern of rotary, | 203 |
First steam fire engine, capacity and weight of, | 93 |
Flange joint, ills., and des., | 363 |
Flanges, diameters of standard; Table, | 399 |
standard, bolt circles of; Table, | 399 |
table of standard sizes, | 399 |
thickness of standard, | 399 |
union, des. and ills., | 363 |
Float, automatic action of the pump controlled by a, ills. and des., | 318-319 |
Flow of water over Weir dam; Table, | 391 410 |
Fluid, particles of, | 14 |
Flume, mechanism to shut off the water supply of, ills., | 295 |
Foot-board of the steam fire engine, des., | 111 |
Foot valve applied to centrifugal pump, | 216 |
Forcer of steam injector, | 247 |
Foundations of tanks, | 323 |
suitable, precautions for, | 371 |
Fountain, Hero’s, ills. and des., | 23 |
in vacuo, ills. and des., | 23 |
Four stage centrifugal pump, ills. and des., | 224 |
Fourth steam fire engine, capacity and weight of, | 93 |
Four-way cock, des., | 347 |
Fox boiler, des. and ills., | 101-103 |
Freeman, John R., credit given for table, | 117 |
Freezing, anti-, device, | 381 |
of pipe, how prevented, ills. and des., | 381 |
Friction, different kinds of pipe, | 377 |
Friction heads; Table, | 394-395 |
in small pipes; Table, | 397 |
Friction, influence of, on different kinds of pipe, | 377 |
loss in pounds pressure; Table, | 392-393 |
must be kept down, | 372 |
Frizell system of air lift pumps, | 88 |
Gage-cock, des., | 347 |
Gallon, capacity of, | 323 |
imperial, capacity of, | 323 |
Gallons for each foot of length in pipes, | 398 |
Gases and liquids, properties in common, des., | 24 |
compressibility of, | 26 |
diffusion of, | 27 |
expansibility of, def. and ills., | 25 |
permanent, def., | 16 |
pressure exerted by, | 26 |
weight of, def., | 26 |
Gas-fitter’s air proving pump, def. and ills., | 29 |
Gates, head, mechanism to raise and lower, ills., | 295 |
Gauge, hydraulic, test pump, ills. and des., | 164 |
indicating pressure and vacuum, des., | 259 |
vacuum, why graduated in inches; note, | 21 |
Giffard, Inventor of the injector; historical note, | 245 |
Gould’s rotary pump, ills., | 194 |
des., | 199 |
Governor and pump, des. and ills., | 317-319 |
Governors, Carr steam pump, ills. and des., | 288-291 |
Governor, Mason pump, ills. and des., | 284-286 |
utility combination pump, des. and ills., | 296 |
Governors, pump speed, ills. and des., | 281-294 |
Graduated tank, des., | 322 |
Grains, wet, brewers’, how pumped; note, | 202 |
Graphite as a lubricant, des., | 384 |
Graphite, invaluable about studs, nuts, etc., | 384 |
mix with oil for hand pump, | 375 |
use of, on pipe threads, | 384 |
Gravitation, effect on current of air, | 180 |
Gravity, a property of air, | 16 |
Grit, avoid in packing, | 377 |
Guericke, Otto von, inventor, | 19 |
Guide vanes of Worthington centrifugal pump, des., | 231 |
des., | 212 |
Hammer, how best used, des., | 345 |
Hand air pumps, des. and ills., | 29-30 411 |
Harris system of raising water by direct pressure, | 90 |
Hayden & Derby Mfg. Co., | 252 |
Head gates, mechanism to raise and lower, ills., | 295 |
Heads, friction at given rates; Table, | 394-395 |
Heat, action of, on particles of bodies, | 16 |
Heater, noiseless water, ills. and des., | 265-266 |
stationary, for the steam fire engine, | 105 |
Heron or Hero, account of, | 99 |
of Alexandria; historical note relating to steam fire engine, | 95 |
“Hero’s fountain,” invented by Hero of Alexandria, | 99 |
ills. and des., | 23 |
“Hessian Suck,” a form of centrifugal pump, des., | 211 |
Hinged valve, | 347 |
Historical notes and ills. relating to steam fire engine, | 92-99 |
History of the centrifugal pump, | 211 |
Hogshead, capacity of, | 323 |
Holyoke improved speed governor for water wheels, ills. and des., | 291-294 |
pattern rotary pump, | 203 |
Horizontal two-stage pump, ills., | 236 |
des., | 241 |
Hydraulic dredge, 20-inch, ills. and des., | 221 |
dredging pump, Boggs & Clarke, ills. and des., | 217-218 |
gauge test pump, ills. and des., | 163 |
joints for high pressure, ills. and des., | 361 |
Hydraulic lifts and cranes, pump for, des. and ills., | 154-155 |
packing, difficulty in cutting, | 373 |
pipes, best way to join; Note, | 367 |
riveting and punching, pump for, ills. and des., | 154-155 |
Hydro-pneumatics, | 15 |
Ice, expansion of, | 381 |
Ideal steel tank tower, ills. and des., | 187 |
“Impellers,” des., | 212 |
Impellers of Worthington centrifugal pump, des., | 233 |
Impellers or pistons of rotary pumps, ills. and des., | 196 |
“Imperial” air compressor, ills. and des., | 67-70 |
Imperial gallon, capacity of, | 323 |
Incrustation, des., | 328 |
Incrustations of injector pipes, how removed, | 254 |
Injection, def., | 32 |
water of air and vacuum pumps, des., | 35 |
Injector, action of, | 247, 249 |
a gauge indicating both pressure and vacuum for the, | 259 |
“Injector” condenser, Bulkley, ills. and des., | 308-309 |
Injector, double tube universal, ills., | 262 |
des., | 264 |
exhaust steam, ills. and des., | 255-256 |
high pressure exhaust steam, ills. and des., | 257 |
how to start the exhaust steam, | 259 |
Korting, des., | 264 |
“Manhattan” automatic, ills., | 244 |
des., | 251 |
Metropolitan double tube, ills., | 248 |
des., | 252 |
Metropolitan single tube, ills., | 250 |
des., | 252 |
Monitor, ills., | 246 |
des., | 252 |
not an economical device, | 249 |
peerless automatic, ills., | 246 |
des., | 251 |
peerless, names of parts, | 251 |
ills., | 234 412 |
peerless, table of pressure and temperature of the, | 251 |
the exhaust steam, | 249 |
Injectors and ejectors, | 243-266 |
piping of “Manhattan” and peerless, ills. and des., | 253 |
rules to govern the actions, etc., of, | 253-254 |
table of capacity of, | 252 |
three distinct types of, | 247 |
Inspection for causes of failure in starting a pump, | 371 |
Inspections, internal and external necessary, | 374 |
Inspirator, des., | 249 |
Instructions and suggestions for the steam fire engine, | 129, 131, 135-137 |
Interchangeable socket wrench, ills. and des., | 344 |
Inter-cooler, the, ills. and des., | 74-78 |
Intermediate tap, ills. and des., | 339 |
Interruption of flow by foreign body in suction, | 375 |
Inverted-cup valve, | 347 |
Irregularity in duplex pump, cause of, | 375 |
Irregular speed indicates trouble, | 376 |
Duty, unsteady discharge requires attention, | 376 |
“Isochronal” pump, def., | 147 |
Jet condenser, ills. and des., | 32, 303, 312 |
discovery of, | 301 |
Jet pump, the, ills. and des., | 261 |
type of condenser, | 33 |
Joint, pipe, compounds for making, recipes, | 362 |
piping, des. and ills., | 359-362 |
Keel condenser, what it consists of, | 311 |
Kerosene, effect on pipe joints, | 362 |
Key valve, | 47 |
“Kicking down” a well in the early days, ills., |
VIII. |
Knight, E. H., classification of cocks and valves, |
347 |
Korting injector, pieces composing the, shown in cuts page, | 263 |
names of the parts, | 264 |
La France steam fire engine pump, ills., | 134 |
des., | 139-141 |
Leakage, indications of, | 376 |
slight, unimportant, | 373 |
Leaks, often the cause of failure in starting a pump, | 371 |
Left and right-hand pumps, customary rule for, | 371 |
Life of boiler of steam fire engine, how prolonged, | 105 |
Lifter of steam injector, | 247 |
Lifting valve, | 347 |
Lime, carbonate of, in boiler scale, | 328 |
Liquid air, des., | 64 |
Liquids under heavy pressure, pump for delivering, ills. and des., | 154-155 |
Lobes of rotary pump, ills. and des., | 209-210 |
Location for pumps, proper, | 371 |
Lombard, Nathaniel, pump governor; note, | 294 |
Lubrication, intermittent, to be avoided, | 375 |
Lubrication, proper, for packing, | 373 |
Magdeburg cups or hemispheres, ills. and des., | 19 |
Magma sugar pump, ills. and des., | 166-167 |
Magnesia, carbonate of in boiler scale, | 328 |
salt, etc., in water, | 380 |
must be removed, | 380 413 |
Main feed pump, uses for the, | 161 |
“Manhattan” automatic injector, ills., | 244 |
des., | 251 |
Marine pump, Davidson pattern, ills. and des., | 156-157 |
Marine pumps, | 155-162 |
Ship’s pump, | 155 |
“Mariotte’s law”, | 17 |
Marks of parts necessary, | 374 |
Maslin automatic steam vacuum pump, ills., | 271 |
des., | 279 |
Mason elevator pump pressure regulator, ills. and des., | 286-287 |
pump governor, ills. and des., | 284-286 |
pump pressure regulator, ills. and des., | 349-350 |
steam pump with receiver attached, ills. and des., | 319 |
water reducing valve, ills. and des., | 351 |
“Massachusetts pump,” des., | 211 |
Matter, properties of, | 24 |
Measurements of pipe lines, how to be taken, ills., | 368 |
Mechanical boiler cleaners, | 380 |
Mercury, inches of, def., | 31 |
Metallic packings, popular and good, | 377 |
Meter, water, ills. and des., | 329-332 |
Worthington water, ills. and des., | 330-332 |
Meteorology, def., | 179 |
Metropolitan double tube injector, ills., | 248 |
des., | 252 |
single tube injector, ills., | 250 |
des., | 252 |
Mine drainage, adaptation of the turbine pump for, | 233 |
pump columns, ills. and des., | 363 |
Miner’s inch water measurement, ills., | 388 |
Mining, Cataract steam pump, ills., | 144 |
des., | 146 |
Mining pump, double leather, ills., | 145 |
des., | 147 |
electric, ills., Part One, | 276 |
des., Part Two, | 147 |
hand-power, ills., | 145 |
des., | 148 |
the Cameron vertical plunger sinking, ills., | 150-151 |
des., | 152 |
the “Scranton,” ills. and des., | 153-154 |
Mining pumps, des. and ills., | 145-155 |
pumps, an advantage of; note, | 152 |
note relating to the cost of repairing a half-inch globe valve, | 145 |
use of compressed air in, | 71 |
Miscellaneous pumps, | 143-176 |
Molecules, repulsive force of, | 27 |
Monitor injector, ills., | 246 |
des., | 252 |
Monkey-wrenches, “knife-handle,” ills. and des., | 344 |
Morris Machine Company’s centrifugal pump, steam-driven, ills. and des., | 220-221 |
Mud, 20-inch hydraulic dredge for pumping mud, silt, etc., | 221 |
Mullin’s Automatic controller, ills. and des., | 352-353 |
Multi-stage centrifugal pump, ills. and des., | 223-224 |
turbine pump, priming of, ills. and des., | 228-229 |
Neck-cap of the modern pulsometer, ills. and des., | 274 |
Neck-piece of the modern pulsometer, ills. and des., | 274 414 |
Newcomen, discovery relating to condensation of steam, | 301 |
Nipple-Holder, pipe, ills. and des., | 341 |
Norwalk compound compressor, des. and ills., | 77-78 |
standard compressor, ills. and des., | 56-58 |
note, | 78 |
Nozzles of steam fire engine, | 125 |
three types of, in steam injector, | 247 |
Nuts and screws must be kept tight, | 374 |
Oak-bark, directions for use, | 379 |
white, used in boilers, | 379 |
Oil-cock, des., | 367 |
Oil, how used in the Cataract steam pump cylinder, | 146 |
Oil-pipe lines, pump for, | 155 |
tank steamer pump, ills. and des., | 159-161 |
Packing, care of, | 372 |
economy of, narrow rings, | 372 |
for pump plungers, | 373 |
for pumps, suitable, | 372 |
how to fit, | 372 |
must be elastic, never rigid, | 372 |
for stuffing boxes, badly proportioned, glands too short, | 372 |
to cut square thinner, des. and ills., | 383 |
Paper mills, particularly adapted for use of centrifugal pumps, | 214 |
Papin, Denis, inventor, account of, | 211 |
historical note, | 64 |
Parallel vise, | 341 |
Parker, Richard Green, quotation, | 14 |
Peerless automatic injector, ills., | 246 |
des., | 251 |
Pelton water wheel, | 60 |
Pilot or auxiliary valve, des., | 348 |
Pipe, condenser spray, des., | 306 |
connections, proper arrangements of, | 363 |
cutter, ills. and des., | 338 |
fitting, des., | 359 |
freezing of, how prevented, ills. and des., | 381 |
gas and steam, how measured, | 367 |
joint, des. and ills., | 359-363 |
telescopic, ills. and des., | 152 |
Pipe lines, how measurements are to be taken, ills., | 368 |
lines, steam, | 364 |
Pipe, making up a piece of, | 363 |
nipple holder, des., | 341 |
originally a musical wind instrument, | 359 |
saddles for quick connections into pipes, ills., | 382 |
spanner, ills. and des., | 344 |
stock and die, des., | 341 |
Pipe, suction, should be drained, | 377 |
tail, of condenser, ills., | 312 |
thickness of standard, | 399 |
Pipe tongs, ills. and des., | 343 |
vise, ills. and des., | 340 |
Pipe, wooden, note relating to, | 364 |
wrench, Trimo, ills. and des., | 343 |
advantages and disadvantages of, | 377 |
Pipes and fittings, note relating to, | 359 |
exposed, precautions against freezing, | 377 |
flow of water in cast iron; table, | 394-395 |
joints and fittings, | 359-368 |
relative advantages of, | 377 |
Pipes, small, rates of discharge; table, | 397 |
steam, to properly drain, | 374 415 |
strainers for suction, ills. and des., | 325-328 |
Piping of Manhattan and peerless injectors, ills. and des., | 253 |
of high pressure exhaust steam injector, ills. and des., | 258 |
standard, “extra strong,” double extra strong, ills. and des., | 367 |
to remove incrustations from injector, | 254 |
Piston, Follower type, how packed, | 383 |
Plug pipe, ills., | 368 |
taps, ills. and des., | 339 |
Plugs, drain, | 377 |
Plunger, deep well pump, ills. and des., | 192 |
packing, dry, remedy for, | 377 |
packing, how to apply, | 373 |
water, how packed, des. and ills., | 383 |
Pneumatics, | 15-30 |
Pneumatic syringe, ills. and des., | 26 |
Pohle, Dr. Julius J., historical note, | 79 |
system of elevating liquids, ills. and des., | 81-84 |
“Points” relating to the care and management of air compressors, | 61 |
Portable drilling machines, use of compressed air in, des., | 57 |
form of pulsometer and boiler, ills. and des., | 280 |
tool, def., | 337 |
Ports, reducing capacity of, by substances, | 375 |
Power of a windmill, what it depends upon, | 190 |
wall or post air compressor, ills. and des., | 72 |
Practical Engineer, ills. of air lift pump from, |
89 |
Preface, |
IX |
Pressure, atmosphere, surface condenser exerts, | 314 |
exerted by gases, | 26 |
in pounds for every foot up to 300 ft. height, etc.; Table, | 396 |
of air and gases, def., | 17 |
of column of water; Table, | 396 |
of the atmosphere, def., | 16 |
Pressure per square inch in pounds; Table, | 396 |
reducing valve, ills. and des., | 349-350 |
Prime movers, def., | 181 |
Priming methods adopted to suit centrifugal pumps of various designs, ills. and des., | 228-229 |
Priming, to start, | 377 |
Propeller pump, the wood, ills. and des., | 172-174 |
Pulsator, | 269 |
Pulsometer, des. and ills., | 267-280 |
Pulsometer, action of, | 276-277 |
a form of vacuum pump, | 269 |
and boiler in portable form, ills. and des., | 280 |
arrangements of, for emptying vats or tanks, ills. and des., | 278 |
historical, | 269 |
important points to be attended to; note, | 279 |
Pulsometer, suggestions relative to placing of the pump; note, | 273 |
the modern, ills. and des., | 270-273 |
the original, ills. and des., | 268-271 |
the principal parts of, des. and ills., | 277 |
Pump, air, Dean Brothers’ twin cylinder, ills. and des., | 46-50 |
air lift, ills. and des., | 79-90 |
Pump, American, driving mechanism of, ills. and des., | 93, 98 |
and governor, des. and ills., | 317-319 416 |
Buffalo centrifugal, ills. and des., | 223 |
centrifugal, diagram of right and left-hand methods of discharge, | 225 |
centrifugal, four-stage, ills. and des., | 224 |
multi-stage, ills. and des., | 223-224 |
vertical, submerged type of, ills. and des., | 222-223 |
Pump, circulating, des., | 32 |
columns, mine, ills. and des., | 363 |
Conover vacuum, ills. and des., | 50-53 |
Corcoran double action suction force pump, ills. and des., | 185-186 |
Davidson, marine, ills. and des., | 156-157 |
Dean single vertical sinking, ills., | 148 |
Dean vacuum, ills. and des., | 42-43 |
deep well, working barrel of, | 192 |
Pump, difference between a hand pump and a windmill pump, | 187 |
Pump, Edwards’ air, ills. and des., | 53-55 |
ejector, as a form of, | 259 |
Eve’s rotary, des. and ills., | 196-197 |
Pump, failure in starting, cause, | 371 |
for salt water evaporator and distiller, ills. and des., | 168 |
Pump, gas-fitter’s air proving, def. and ills., | 29 |
Gould’s rotary, ills., | 194 |
des., | 199 |
Pump governor, Mason, ills. and des., | 284-286 |
Nathaniel Lombard, note, | 294 |
utility, combination, des. and ills., | 296 |
Pump governors, Carr steam, ills. and des., | 288-291 |
hand oil, desirable, | 375 |
“Hessian Suck,” des., | 211 |
hydraulic gauge test, ills. and des., | 163 |
Pumping water, use of compressed air in, des., | 59 |
“Isochronal,” def., | 147 |
Maslin automatic steam vacuum, ills., | 271 |
des., | 279 |
“Massachusetts,” des., | 211 |
mining, hand-power, ills., | 145 |
des., | 148 |
Pump of the Silsby steam fire engine, | 113 |
portable fire air, | 29 |
Quimby screw, ills. and des., | 174-176 |
Root’s rotary, ills. and des., | 209 |
Pump speed governors, ills. and des., | 281-394 |
steam fire engine, ills. and des., | 91-142 |
American, ills., | 132, 133 |
des., | 138-139 |
La France, ills., | 134 |
des., | 139-141 |
syphon, ills. and des., | 188, 265 |
as attached to steam fire engine, ills., | 93 |
the “Ballast,” ills. and des., | 159-161 |
the Cameron vertical plunger sinking, ills., | 150-151 |
des., | 152 |
the Deane sugar-house, ills. and des., | 164-165 |
the “Doctor” independent pump, ills. and des., | 161-162 |
the injector can be used as a, | 249 |
the jet, ill. and des., | 261 |
the Magna sugar, ills. and des., | 166-167 |
the “Scranton” mining, ills. and des., | 153-154 |
the ship’s, | 155 |
Taber rotary, | 200-202 417 |
Pumps, air and vacuum, ills. and des., | 31 |
air pressure, ills. and des., | 90 |
ammonia or acid, ills. and des., | 171 |
auxiliary feed, often duplicated, | 161 |
Byron Jackson Machine Company’s turbine, | 236-242 |
Pumps, centrifugal, ills. and des., | 211-230 |
circulating, ills., | 219 |
des., | 168 |
directions for erecting and running, | 226-228 |
fire, Holyoke pattern of rotary, | 203 |
Pumps, marine, | 155-162 |
methods of priming centrifugal pumps, | 228-229 |
Pumps, mining, | 145-155 |
an advantage of, note, | 152 |
Pumps, miscellaneous, | 143-176 |
of steam fire engine, des. and ills., | 100, 106, 107 |
operation of large dredging, | 210 |
rotary and centrifugal, | 193-229 |
Pumps, rotary, ills. and des., | 194-210 |
impellers or pistons of, ills. and des., | 196 |
used for pumping thick stuff, | 165 |
Pumps, sinking, des. and ills., | 148 |
“sugar-house”, | 165-167 |
Taber rotary, | 200-202 |
turbine, | 230-242 |
vacuum, single and cross compound double acting, | 37-39 |
vacuum, table of arrangement of valves, | 41 |
wind power, ills. and des., | 185-192 |
Pump, the wood propeller, ills. and des., | 172-174 |
the Worthington pressure, ills. and des., | 154-155 |
the Worthington “wrecking” pump, ills. and des., | 157-159 |
vacuum, Worthington vertical beam, ills. and des., | 44-45 |
Pump, vertical, of the Clapp & Jones steam fire engine, | 118 |
windmill, operation of, | 187 |
Purification of water effected by the air lift pump, | 87 |
Purifying water, | 379 |
Quimby screw pump, ills. and des., | 174-176 |
Raising sunken vessels, use of compressed air in, des., | 59 |
“Rarefaction,” def., | 18 |
“Rarefied,” def., | 18 |
Ratchet drill, ills. and des., | 338 |
Rates of discharge of small pipes; Table, | 397 |
Reamer, ills. and des., | 339 |
Receiver, use of, | 317 |
Dean, Mason and Worthington steam pumps with receiver attached, des. and ills., | 318-319 |
Receiving reservoir, def., | 322 |
Rectangular surface condenser, the “Admiralty,” des., | 303 |
Refrigerating and ice making, use of compressed air in, des., | 59 |
Regulator, Mason elevator pump pressure, ills. and des., | 286-287 |
Relieved cylinders, how to proceed, | 383 |
Remedy for air-bound pumps, | 371 |
Reservoir, def., | 322 |
distributing, def., | 322 |
receiving, def., | 322 |
Reynolds-Corliss type, valve gear of, | 67 |
Right and left-hand pumps, how determined, | 371 |
Rings, how to cut to size, | 373 |
pattern, to be on hand, | 383 418 |
Riveters, use of compressed air in, des., | 57 |
Root’s large rotary pump for dredging purposes, ills. and des., | 208-210 |
Rotary and centrifugal pumps, | 193-229 |
pump driven by steam used for fire purposes, des., | 205 |
ills., | 206-207 |
Holyoke pattern, | 203 |
lobes of, ills. and des., | 209-210 |
type used by the Silsby fire engine designers; sliding abutment of rotary pump, des., | 199 |
ills. and des., | 194-210 |
how divided into classes, | 196 |
impellers or pistons of, ills. and des., | 196 |
speed of, | 174 |
Rotary steam fire engine, Silsby, des. and ills., | 113 |
valve, | 347 |
Rules for approximately determining the size of a windmill to use in pumping, | 190 |
for obtaining the contents of a barrel in gallons, | 324 |
for setting of Deane vacuum pump valves, | 43 |
to govern the actions, etc., of injectors, | 253-254 |
Saddles, how attached to pipes, des., | 382 |
pipe, substitute for tees, | 382 |
Sal soda, use of, | 380 |
Salts, magnesia, etc., in water, | 380 |
Salt water evaporator and distiller, pump for, ills. and des., | 168 |
Root’s large rotary pump for salt water service, | 210 |
Sampson windmill, des., | 190 |
Sand blasts, use of compressed air in, des., | 57 |
large rotary pump for, | 210 |
or heavy material for pumping, speed of pump to be increased, | 219 |
Santovio of Padua, Italy, inventor of the pulsometer, | 269 |
Savery, Thomas, pump, when patented, ills. and des., | 268-271 |
“Scranton” mining pump, ills. and des., | 153-154 |
Screw pump, Quimby, ills. and des., | 174-176 |
Schutte & Koerting Co., combined throttle and quick closing trip valve, | 348 |
condenser plant, revised by, ills. and des., | 310 |
Second steam fire engine, capacity and weight of, | 93 |
Self-closing cock, des., | 347 |
Self-propelled steam fire engines, Amoskeag pattern, | 142 |
Separators, necessary, | 374 |
Setting and operating of the Taber pumps, | 200-202 |
Ship’s ballast tank, def., | 322 |
pump, the, | 155 |
pump, the “Donkey,” des., | 161 |
Shop tools of all kinds, use of compressed air in, des., | 57 |
Siamese connection for stand pipes, | 138 |
Sight feed cup, automatic in its operation, | 375 |
proper place for, | 375 |
when to fill, | 376 |
Sight feed, oil cups recommended, | 375 |
Silsby rotary steam fire engine, des. and ills., | 113 419 |
Sinking caissons and driving tunnels through silt and soft earth, use of compressed air in, des., | 59 |
Sinking or station pump, adaptation of the turbine pump for, | 233 |
des. and ills., | 148 |
Deane single vertical, ills., | 138 |
des., | 149 |
Size of rings to use, | 373 |
Sleeve coupling, ills. and des., | 367 |
Slide valve, | 347 |
Slippage, def., causes of, | 384 |
Socket wrench, interchangeable, ills. and des., | 344 |
Spanner, ills. and des., | 344 |
Speed controlling device, style A, Mason pump, method of operating, ills. and des., | 288 |
Speed governor for water wheels, Holyoke improved, ills. and des., | 291-294 |
pump governors, ills. and des., | 281-294 |
Spray pipe and nozzle, ills., | 312 |
Spring valve, | 347 |
Sprinkler, inside boiler to scatter particles that would otherwise form scale, | 380 |
Square packings, advantages of, | 372 |
“Staggered” tube system used in steam fire engine, | 104 |
Standard pipe sizes, ills., | 367 |
Starting a pump, precautions in, | 371 |
Steam and air, relative space occupied by, | 378 |
boiler, feed water impurities, des., | 327 |
cock, des., | 347 |
cylinders, engines and pumps synonymous, require the same lubrication, | 375 |
driven centrifugal pump, Morris Machine Company’s, ills. and des., | 220-221 |
end of air and vacuum pumps, | 35 |
Steam fire engine, ills. and des., |
91-142 |
auxiliary appliances and supplies, | 99 |
“crane necked,” frame for, | 141 |
Fox boiler, des. and ills., | 101-103 |
historical notes and ills., | 92-99 |
inner and outer tube system, des., | 104 |
instructions and suggestions, |
129, 131, 135-137 |
nozzles, | 125 |
parts of, | 99 |
pumps, des. and ills., | 106, 107 |
pumps, piston rods, exhaust, coal box, etc., | 100, 101 |
self-propelled, Amoskeag pattern, | 142 |
stationary heater for, des., | 105 |
suction strainers of, des. and ills., | 109 |
table of effective fire streams for, | 117 |
“thaw-pipe” connected to, | 123 |
the Ahrens, | 126 |
Steam fire engine pump, the American, ills., | 132, 133 |
des., | 138-139 |
the Amoskeag, ills., | 107, 128 |
des., | 141-142 |
the boiler, des., | 99 |
the Clapp & Jones, | 118 |
the La France, ills., | 134 |
des., | 139-141 |
Steam fire engine, the Silsby rotary, des. and ills., | 113 |
appurtenances belonging to, | 111 |
Siamese connections for, | 138 |
valve motion of, des., | 110 |
Steam induction condenser, exhaust, des. and ills., | 308 |
Steam injector, exhaust, ills. and des., | 255-256 |
injectors, three distinct types of, | 247 420 |
mains, bracket for supporting of, ills. and des., | 364-365 |
materials for making, | 364 |
pipe lines, | 364 |
the proper anchoring and supporting of, ills. and des., | 365 |
to properly drain, | 374 |
Steam pump, Deane automatic duplex, ills. and des., | 318-319 |
Steam shovel of service in raising material, | 222 |
trap, des., | 333-334 |
Steam, utilizing of exhaust; note, | 35 |
Stems valve, in suction must not leak, | 374 |
Stock and die pipe, ills. and des., | 341 |
Stop-cock, des., | 347 |
Stopping at night, precautions for, | 377 |
Stop valve, necessity of, | 371 |
Stover Manufacturing Company, makers of the Sampson windmill, | 190 |
Strainers for suction pipes of steam fire engines, | 138 |
for suction water pipes, ills. and des., | 325-328 |
suction, of steam fire engine, des. and ills., | 109 |
Stress on bolts, | 399 |
Stuffing boxes, failure under high pressure, cause, | 375 |
pump end, how lubricated, | 375 |
Submerged type of centrifugal vertical pump, ills. and des., | 222-223 |
Suction hose for the steam fire engine, how fitted and carried, | 111 |
Suction pipe should be drained, | 377 |
pipes, strainers for, ills. and des., | 325-328 |
strainers of steam fire engines, des. and ills., | 109 |
valves must be well packed, | 374 |
“Sugar-house” pumps, | 165-167 |
pump, the Deane, ills. and des., | 164-165 |
Sugar, action of in boilers, | 379 |
no action on copper, tin, lead and aluminum, | 379 |
Suggestions how to find the trouble in starting a pump, | 371 |
Sulphates deposited in order, des., |
380 |
Surface condenser, | 32, 303, 313 |
extent of a, | 28 |
Swivel bench vise, ills. and des., | 340 |
Syphon pump, des. and ills., | 188 |
Syringe, Pneumatic, ills., and des., | 26 |
Taber pumps, directions for settling and operating, | 200-202 |
Table of analysis of average boiler scale, | 328 |
arrangement of valves for air and vacuum pumps, | 41 |
average hourly velocity of the wind in the U. S., | 183 |
Bliss-Heath dimensions and capacities of atmospheric pumps, | 171 |
bolt circles of standard pipe flanges, | 399 |
Table of capacities at varying heights above sea level, | 74 |
capacities, etc., of the universal double tube injector, | 264 |
and pipe sizes of sugar-house pumps, | 167 |
for 20-inch hydraulic dredge, | 221 |
of “Ballast” pump, | 161 |
of Boggs & Clarke hydraulic dredging pump, | 218 |
of Davidson marine pump, | 157 |
of Deane single sugar-house pump, | 165 |
of injectors, | 252 421 |
of tanks and cisterns, | 324 |
of the Deane single vertical sinking pump, | 149 |
of Worthington “wrecking” pump, | 159 |
Table of classification of steam fire engines, | 93 |
of Contents, |
XI. |
of contents of cylinders in cubic feet for each foot of depth, | 398 |
Table of diameters of cisterns in decimals of a foot, | 398 |
dimensions of noiseless water heater, | 266 |
of the Bordo blow-off valve, | 356 |
of water pressure ejector, | 266 |
Table of discharge per minute under given heads, | 392-393 |
of effective fire streams, | 117 |
of flow of water in cast iron pipes, | 394-395 |
Table of flow of water over Weir Dam, | 391 |
friction heads at given rates, | 394-395 |
friction heads in small pipes, | 397 |
friction, loss in pounds pressure, | 392-393 |
rates of discharge of small pipes, | 397 |
parts of the “Imperial” air compressor, | 70 |
pressure in pounds for every foot up to 300 ft. height, etc., | 396 |
Table of pressure of column of water, per square inch in pounds, | 396 |
of sizes, capacity, etc., of the Cataract steam pump, | 147 |
of sizes, etc., of the “Blake” compressor, | 73 |
sizes and capacities of ejectors, | 259 |
Table of standard sizes of flanges, | 399 |
test of air and vacuum pumps, | 41 |
velocity of flow in pipes, | 392-393 |
Tables and data, | 387-400 |
dimensions and capacities of the Quimby screw pump, | 176 |
pressure and temperature of the peerless injector, | 251 |
relating to the sizes and capacities of pumping mills, | 189-190 |
Tail pipe of condenser, ills., | 312 |
“Take-off” ring of Fox boiler, des. and ills., | 103 |
Tank, def. of, | 321 |
ball cock, operation of, ills. and des., | 320 |
closed pressure, ills. and des., | 321-323 |
feeding into top or bottom, | 373 |
graduated, def., | 322 |
hoops, lugs and lock nut nipples, important parts of, | 323 |
needed strength of a, | 323 |
valves, | 323 |
Tanks and cisterns, | 188, 321-324 |
table of capacity for, | 324 |
arrangements of pulsometer for emptying, ills. and des., | 278 |
computation for finding weight of, | 324 |
foundations for, | 323 |
Tanneries, particularly adapted for use in centrifugal pump, | 214 |
Tap, ills. and des., | 339 |
“Tapping,” des. of process, | 339 |
Tapping iron furnaces, use of compressed air in, des., | 59 |
Tee, beaded malleable iron, ills. and des., | 367 |
malleable iron, ills. and des., | 363 |
pipe, ills., | 368 |
Telescopic pipe joint, ills. and des., | 152 422 |
Temperature of gases, | 28 |
Ten thousand horse power turbine wheel, ills., |
IV |
Test pump, hydraulic gauge, ills. and des., | 163 |
“Thaw-pipe” connected to Clapp & Jones steam fire engine, | 123 |
Theoretical operations of air compressors, | 63 |
Theory of air lift, | 80 |
Thermometer, des., | 18 |
Thick stuff, the handling of, des., | 165 |
Third steam fire engine, capacity and weight of, | 93 |
Three-way cock, des., | 347 |
Throttle and quick closing trip valve, ills., | 336 |
des., | 348 |
valve, automatic, for boiler feed pump, ills. and des., | 352-353 |
Thud, causes of, in pumps, | 375 |
Tire air pump, | 29 |
Tongs, chain, | 343 |
pipe, ills. and des., | 343 |
Tools, def., | 337 |
valves and piping, | 335-356 |
Towers, cooling, des., | 33 |
Transmitting messages through pneumatic tubes, use of compressed air in, des., | 59 |
Trap, Anderson steam, des. and ills., | 332-333 |
steam, des., | 333-334 |
Trimo pipe wrench, ills. and des., | 343 |
Try-cock, des., | 347 |
Tub, des., | 323 |
Tube of condenser, ills. and des., | 305 |
Tubing, including boiler tubes, how measured, | 367 |
Turbine pump, multi-stage, how primed, ills. and des., | 228 |
Turbine pump, space occupied by; note, | 233 |
pumps, | 230-242 |
Byron Jackson Machine Company’s, | 236-242 |
Turbine wheel, ten thousand horse power, ills., | IV |
Two-stage or compounded compression, | 74-75 |
Union, Dart, ills. and des., | 367 |
flange, ills. and des., | 363 |
pipe, ills., | 368 |
Universal double tube injector, ills., | 262 |
des., | 264 |
Uses of compressed air, | 57 |
Utilities and attachments, | 315-334 |
Utility, def. of, | 317 |
Vacuum, def., | 31 |
des., | 299 |
chamber necessary for high lifts, | 374 |
remedy for pounding, | 374 |
gauge, why graduated in inches; note, | 21 |
pumps, single and cross compound double acting, | 37-39 |
table of arrangement of valves, | 41 |
table of test, | 41 |
synonymous with air, | 373 |
the Conover condenser, ills. and des., | 50-53 |
the Deane, ills. and des., | 42-43 |
the Edwards, ills. and des., | 53-55 |
the Maslin automatic steam, ills., | 271 |
des., | 279 |
the Worthington vertical beam, ills. and des., | 44-45 |
Valve, def., | 347 |
automatic throttle, for boiler feed pump, ills. and des., | 352-353 |
auxiliary or pilot, des., | 348 |
Bordo blow-off, ills. and des., | 354-355 423 |
churn, for feeding the steam fire engine, des., | 111 |
connection of, | 346 |
Valve for Carr steam pump governors, ills. and des., | 290-291 |
gear of the Clapp & Jones Village Engine, | 122 |
of the Reynolds-Corliss type, | 67 |
heart created on the principles of, | 347 |
hinged, | 347 |
inverted-cup, | 347 |
key, | 347 |
lifting, | 347 |
Mason water reducing, ills. and des., | 351 |
Valve motion of steam fire engines, des., | 110 |
pressure reducing, ills. and des., | 349-350 |
rotary, | 347 |
slide, | 347 |
spring, | 347 |
throttle and quick closing trip, ills., | 336 |
des., | 348 |
clogging of, remedy, | 375 |
“Corcoran” tank, | 323 |
lift of, important for high pressures, | 375 |
names, how derived, | 347 |
Valves of an air compressor, how operated by mechanical means, | 65 |
rule for setting of Deane vacuum pump, | 43 |
several classes of, | 347 |
suction, must be well packed, | 374 |
Vat, des., | 323 |
“Van Duzen’s steam jet pump”; note, | 260 |
Vapor, def., | 16 |
Velocity, average of the wind for the U. S., | 182 |
of flow in pipes; Table, | 392-393 |
water entering suction, | 378 |
water in discharge pipes, | 378 |
relative, of water in large and small pipes, | 378 |
Vertical duplex compressor, | 64-71 |
pump of four-stage turbine, ills., | 238 |
des., | 241 |
Vise, pipe, ills. and des., | 340 |
swivel bench, ills. and des., | 340 |
“Volute,” def. of, | 211 |
centrifugal pump, the Worthington, why so named, des., | 229 |
centrifugals, des., | 229 |
Volz combination of condenser and feed-water heater, ills. and des., | 304, 305, 306 |
Water “Ballast” pump, des. and ills., | 160 |
Barometer, how made, | 31 |
cock, des., | 347 |
contamination of, to be prevented, | 375 |
Weir Dam measurement, des. and ills., | 390 |
Water, discharge per minute under given heads; Table, | 392 |
expansion of, by freezing, | 381 |
Miner’s Inch, flow of, | 388 |
Waterhammer, prevention of, ills. and des., | 381 |
Water heater, noiseless, ills. and des., | 265-266 |
meter, ills. and des., | 329-332 |
to read the dial of a, ills., | 332 |
Worthington, ills. and des., | 330-332 |
Water, open stream measurement, | 390 |
penetrating force of, under high pressure, | 381 |
plunger, how packed, des. and ills., | 383 |
pressure ejector, ills. and des., | 266 424 |
pressure of column of; Table, | 396 |
purifying of, | 379 |
reducing valve, Mason, ills. and des., | 351 |
relative velocity of, in large and small pipes, | 378 |
velocity of, in discharge pipes, | 378 |
Water wheels, Holyoke improved speed governors for, ills. and des., | 291-294 |
Turbine, ills., |
IV |
Water works, mine drainage, adaptation of the turbine pump for, | 233 |
Wear of parts, inspections necessary, | 374 |
Weather bureaus, table of the average hourly velocity of wind in the U. S., | 183 |
Weight of gases, def., | 26 |
Well heads, three styles of, des. and ills., | 86-87 |
Westinghouse Electric & Mfg. Co., 75-H. P. induction motor, |
241 |
Wheeler Condenser and Engineering Co., referred to, | 306 |
Windmill governor, ills. and des., | 188 |
pump, des., | 187 |
operation of, | 187 |
rules for approximately determining the size of, | 190 |
as a prime mover, | 182 |
Windmills, note relating to, | 183 |
the Corcoran, ills. and des., | 184-186 |
Windmill, the power of, upon what it depends, | 190 |
Windmotors, why so named, | 187 |
power pumps ills. and des., | 185, 192 |
power as a source of energy, | 181 |
Wind produced by gravitation, | 180 |
average velocity of, for the U. S., | 182 |
Wooden pipe, note relating to, | 364 |
Wood propeller pump, the, ills. and des., | 172-174 |
Working, improper, to find cause of, | 375 |
Worthington centrifugal pumps divided into Conoidal, Volute and Turbine, des., | 229 |
condensing apparatus, operation of, | 307 |
duplex steam pump with receiver attached, ills. and des., | 319 |
pressure pump, the, ills. and des., | 154-155 |
turbine pump, ills. and des., | 230 |
vertical beam vacuum pump, ills. and des., | 44-45 |
water meter, ills. and des., | 330-332 |
“wrecking” pump the, ills. and des., | 157-159 |
“Wrecking” pump, ills. and des., | 157-159 |
Wrench, def., | 345 |
monkey, ills. and des., | 344 |
interchangeable socket, ills. and des., | 344 |
single-ended, double-ended, open-ended, box-wrench, des., | 345 |
Trimo pipe, ills. and des., | 343 |
Zinc, attacked strongly by sugar, | 379 |

WRITTEN SO ALL CAN UNDERSTAND
THEO. AUDEL & Co.
PUBLISHERS 72 FIFTH AVE.
N.Y. CITY
These Guides will answer your ELECTRICAL questions and difficulties, showing you how to approach an electrical problem in the most direct way, to analyze it without loss of time or effort, to discover its parts, and solve your electrical question or difficulty. To get results you must know the facts. Do you wish to know the underlying principle of Modern Electrical Practice? The marvelous growth and progress in this line have and are creating many opportunities.
Hawkins Practical Library of
ELECTRICITY
IN HANDY POCKET FORM PRICE $1 EACH
They are not only the best, but the cheapest works published on Electricity, guaranteed in every way or your money will be returned. The numbers will be supplied separately when desired for $1 each.
Read table of contents.
1. Contains 348 pages, 388 illustrations. Electrical signs and Symbols. Static and Current Electricity. Primary Cells. Conductors and Insulators. Resistance and Conductivity. Magnetism. Induction Coils. Dynamo Principles. Classes of Dynamos. Field Magnets. Armatures. Windings. Commutation. Brushes. Brush Gear.
2. Contains 348 pages, 394 illustrations. Motor Principles. Armature reaction. Motor Starting. Calculations. Brake Horsepower. Selection and Installation of Dynamos and Motors. Galvanometers. Standard Cells. Current Measurement. Resistance Measurement. Voltmeters. Wattmeters. Watt Hour Meters. Operation of Dynamos. Operation of Motors, Etc.
3. Contains 300 pages, 423 illustrations. Distribution Systems. Wires and Wire Calculations. Inside Wiring. Outside Wiring. Underground Wiring. Wiring of Buildings. Sign Flashers. Lightning Protection. Storage Battery. Rectifiers. Storage Battery Systems, Etc. Boosters.
4. Contains 270 pages, 379 illustrations. Alternating Current Principles. Alternating Current Diagrams. A. C. Calculations. The Power Factor. Alternator Principles. Alternator Construction. Windings, Etc. Grouping of Phases. Turbine Alternators.
5. Contains 320 pages, 614 illustrations. Alternating Current Motors. Synchronous and Induction Motor Principles. A. C. Commutator Motors. Induction Motors. Transformers, Losses, Construction, Connections, Tests. Converters, Rotary, Voltage Regulation, Frequency Changing sets, Parallel Operation. Cascade Converters. Rectifiers, Mechanical, Electrolytic, Electromagnetic. Alternating Current Systems.
6. Contains 298 pages, 472 illustrations. Alternating Current Systems. Switching Devices. Circuit Breakers. Relays. Lightning Protection Apparatus. Regulating Devices. Synchronous Condensers. Indicating Devices. Meters. Power Factor Indicators. Wave Form Measurement. Switchboards, Etc.
7. Contains 316 pages, 379 illustrations. Alternating Current Wiring. A. C. Wiring Calculations. Table: Properties of Copper Wire. Power Stations. Hydro-Electric Plants. Isolated Plants. Sub-Station Management. Turbines. Selection, Location, Erection, Running, Care and Repair, Station Testing. Telephones. Principles and Construction. Various Systems. Wiring Diagrams. Telephone Troubles.
8. Contains 332 pages, 436 illustrations. Telegraph. Simultaneous Telegraphy and Telephony. Wireless Principles, Construction, Diagrams. Electric Bells. Electric Lighting. Illumination. Photometry, Etc.
9. Contains 322 pages, 627 illustrations. Electric Railways. R. R. Signal Work. Electric Locomotives. Car Lighting. Trolley Car Operation. Miscellaneous Applications. Motion Pictures. Gas Engine Ignition. Automobile Self-Starters and Lighting Systems, Electric Vehicles, Etc.
10. Contains 513 pages, 599 illustrations. Elevators. Cranes. Pumps. Air Compressors. Electric Heating. Electric Welding. Soldering and Brazing. Industrial Electrolysis. Electro-Plating. Electro-Therapeutics, X-Rays, Etc. Also a complete 126-page ready reference index of the complete library. This index has been planned to render easily accessible all the vast information contained in the 10 electrical guides. There are over 13,500 cross references. You find what you want to know instantly.
Giving Just the Needed Information
WITH
Questions and Answers
on the following subjects
How to Figure (with examples).
Safety Valve Rules.
Horse Power Rules.
Theory and Elements of Engineering.
Steam Tables.
Marine Boilers.
Oil Burners.
Marine Engines.
Turbines.
Pumps and Condensers.
Injectors and Heaters.
Steering Engines.
Pipes and Piping.
Auxiliary Machines.
General Care and Management, with Suggestions.
Breakdowns and Repairs at Sea.
Overhauling and Laying Up.
Gasoline Engines.
Gas Producers.
Heavy Oil Engines.
Diesel Engines.
Dynamos and Motors.
Electric Ship Propulsion.
Refrigerating.
Machinery.
Government Rules and Regulations Relating to Engineers’ Certificates and Many Useful Questions and Answers Covering Practical, Modern and Approved Marine Practice.

850
Pages
600
Illustrations
Flexible Covers
Pocket Size
Large Type
PRICE $3 POST PAID
THIS BOOK WILL HELP YOU

EASY
TO READ
Audels Shipfitters’ Guide
STEEL SHIPBUILDING AND REPAIRING
FITS THE POCKET
$2
The author has had twenty-five years’ experience as a shipfitter, and makes everything as plain as a pike-staff.
A mine of absolutely indispensable information for the man on the job.
Explains all about the Parts of a Steel Ship. A full list of terms used in shipbuilding and on board ship. Problems encountered in shipfitting. Work of the mold loft. Laying off plans to full size. The making of the template from the planning sheets to the placing of the finished plate on the ship—transferring—punching rivet holes—shearing—bending—Plan reading. How to lay the chalk line—repairing a template—method of lapping boards in template construction.
Loft work. Use of liners. Duplicating Bars or Angles. Lifting a bracket plate from the hull—lifting a bosom bar on the ship—beveling—lifting curved shell from the hull—method of obtaining template sets for curved plates—lifting boss plate from the hull—lifting a margin bar. Building a bulk freighter—launching a bulk freighter. Including practical helps, hints and suggestions for the practical shipworker.
A handsome book 65⁄8 by 47⁄8 inches. Two hundred pages; illustrated. Convenient for the pocket and made to last as long as any book can.
A practical Course of Instruction Explaining the Principles,
Construction and the Workings of Wireless Apparatus—for students,
experimenters and operators; fully illustrated and explained in the
following Important Chapters and Lessons 1.—Forms of Electricity.
2.—Magnetism and Electro-magnetic Induction. 3.—Disruptive Discharge.
4.—Electric Oscillations. 5.—Electric Waves. 6.—The Aerial
Wire System. 7.—The Grounded Terminal. 8.—The Transmitting
Apparatus. 9.—The Receiving Apparatus. 10.—The Aerial Switch
and Other Apparatus. 11.—Installing the Apparatus. 12.—Some other
considerations. With a thorough grasp of the elementary principles and
a fair skill with the telegraph key, the other and more complex things a
wireless operator must know, will come quickly and easily and with them—success.
242 pages, 259 illustrations—well printed and made to
fit the vest pocket.
PRICE50c.
Hawkins’ Electrical Dictionary.
$2.00
A reliable guide for Engineers, Contractors, Superintendents, Draftsmen, Telegraph and Telephone Engineers, Wire and Linemen.
Contains many books in one, and is an entirely new and original work. Clearly and plainly defining the full use and meaning of the thousands upon thousands of words, terms and phrases used in the various branches and departments of Electrical Science.
No Dictionary has to the knowledge of the publishers been printed to date that has kept pace with the rapid development of Electrical Engineering.
It measures 61⁄2 × 81⁄2 inches, is over one and one-half inches thick; the book weighs about two and one-half pounds, giving a finish to the book which is charming.
Hawkins’ Mechanical Dictionary.
$2.00
If the reader often encounters words and allusions whose meaning is not clear, or is a busy man, without time to wade through a whole volume on any subject about which information is desired, or is a student or a professional man, feeling the frequent need of a first class reference work, he will readily appreciate the qualities that are to be found in this most useful book.
It is a cyclopædia of words, terms and phrases in use in the Mechanic Arts, Trades and Sciences—“many books in one.” It is the one book of reference no student or expert can dispense with. 704 pages, 61⁄2 × 81⁄2 inches, handsomely bound.
AUDELS STARTING AND LIGHTING OF AUTOMOBILES
50c.
This New Helpful Book tells all about the various forms of starting and lighting systems in use. Written and illustrated in plain language.
Owners, Chauffeurs, and Repairmen will find the necessary information for keeping in commission this part of their car, which if not understood may cause trouble.
The Latest Improvements are shown, also directions for installing and operating are given, making the book a ready reference for the up-to-date motorist.
Homans’ Automobiles.
$2
“Homans’ Self Propelled Vehicles” gives full details on successful care, handling, and how to locate trouble.
Beginning at the first principles necessary to be known, and then forward to the principles used in every part of a Motor Car.
It is a thorough course in the Science of Automobiles, highly approved by manufacturers, owners, operators and repairmen. Contains over 400 illustrations and diagrams, making every detail clear, written in plain language. Handsomely bound.
Audels Automobile Guide.
$1.50
Written so you can understand all about the construction, care and management of motor cars. The work answers every question that may come up in automobile work. The book is well illustrated and convenient in size for the pocket.
Audels Gas Engine Manual.
$2
This volume gives the latest and most helpful information respecting the construction, care, management and uses of Gas, Gasoline and Oil Engines, Marine Motors and Automobile Engines, including chapters on Producer Gas Plants and the Alcohol Motor.
The book is a practical educator from cover to cover and is worth many times its price to any one using these motive powers.
Audels Answers on Refrigeration
$2
Gives in detail all necessary information on the practical handling of machines and appliances used in Ice Making and Refrigeration. Contains 704 pages, 250 illustrations, and written in question and answer form; gives the last word on refrigerating machinery. Well bound and printed in one volume; complete.
Rogers’ Erecting and Operating.
$2
Provides full information on methods successfully proved in modern practice to be the best for use in erecting and installing heavy machinery of all kinds. It includes a systematic course of study and instruction in Mill Engineering and Millwrighting, together with time saving tables, diagrams and a quick reference index.
Rogers’ Drawing and Design.
$2
This volume is arranged as a comprehensive, self-instruction course for both shop and draughting room.
Contains 506 pages, illustrated by over 600 cuts and diagrams, very many of them full page drawings; the book is printed on a very fine grade of paper; it measures 81⁄2 × 101⁄2 inches and weighs over 3 pounds; it is in every way completely up-to-date.
Rogers’ Machinists Guide.
$2
Is a manual for Engineers and Machinists on modern machine shop practice, management, grinding, punching, cutting, shearing, bench, lathe and vise work, gearing, turning, and all the subjects necessary to advance in shop practice, and the working and handling of machine tools. The most complete book on these subjects. Fully illustrated.
Audel’s Answers on Practical Engineering.
$1
Gives you the everyday practice and simple laws relating to the care and management of a steam plant. Its 250 pages make you familiar with steam boilers, steam, fuel, heat, steam gauge, installation and management of boilers, pumps, elevators, heating, refrigeration, engineers’ and firemen’s law, turbines, injectors, valves, steam traps, belts, gears, pulleys, electricity, etc., etc.
Hawkins’ Electricity for Engineers.
$2
The introduction of electrical machinery in almost every power plant has created a great demand for competent engineers and others having a knowledge of electricity and capable of operating or supervising the running of electrical machinery. To such persons this pocket-book will be found a great benefactor, since it contains just the information required, clearly explained in a practical manner.
It contains 550 pages with 300 illustrations of electrical appliances, and is bound in heavy red leather, size 41⁄2 × 61⁄2 for the pocket.
Hawkins’ Engineers’ Examinations.
$2
This work is an important aid to engineers of all grades, and is undoubtedly the most helpful ever issued relating to a safe and sure preparation for examination. It presents in a question and answer form the most approved practice in the care and management of Steam Boilers, Engines, Pumps, Electrical and Refrigerating Machines, together with much operative information useful to the student.
Hawkins’ Steam Engine Catechism.
$2
This work is gotten up to fill a long-felt need for a practical book. It gives directions and detailed descriptions for running the various types of steam engines in use.
The book also treats generously upon Marine, Locomotive and Gas Engines, and will be found valuable to all users of these motive powers.
Hawkins’ Steam Boiler Practice.
$2
This instructive book on Boiler Room Practice is indispensable to Firemen, Engineers and all others wishing to perfect themselves in this important branch of Steam Engineering.
Besides a full descriptive treatise on Stationary, Marine and Locomotive boilers, it contains sixty management cautions, all necessary rules and specifications for boilers, including riveting, bracing, finding pressure, strain on bolts, etc., thus being a complete hand-book on the subject.
Hawkins’ Mechanical Drawing.
$2
This work is arranged according to the correct principles of the art of drawing; each theme being clearly illustrated to aid the student to ready and rapid comprehension.
It contains 320 pages with over 300 illustrations, including useful diagrams and suggestions in drawings for practice. Handsomely bound in dark green cloth. Size 7 × 10 inches.
Hawkins’ Calculations for Engineers.
$2
The Hand Book of Calculations is a work of instruction and reference relating to the steam engine, steam boiler, etc., and has been said to contain every calculation, rule and table necessary for the Engineer, Fireman and Steam User.
It is a complete course in Mathematics. All calculations are in plain arithmetical figures, so that they can be understood at a glance.
Hawkins’ Steam Engine Indicator.
$1
This work is designed for the use of erecting and operating engineers, superintendents and students of steam engineering, relating, as it does, to the economical use of steam.
The work is profusely illustrated with working cards taken from every day use, and gives many plain and valuable lessons derived from the diagrams.
Guarantee.
These books we guarantee to be in every way as represented, and if not found satisfactory can be returned promptly and the amount paid will be willingly refunded. All books shipped post paid.
Remittances are best sent by Check, Post Office or Express Money Orders.
Transcriber’s Notes:
The original spelling, hyphenation, accentuation and punctuation has been retained, with the exception of apparent typographical errors which have been corrected.
Both ‘gauge’ and ‘gage’ appear in the text and have not been changed.
Fig. 454. is used twice in the original book, the 2nd occurrence has been renamed Fig. 454A.
Fig. 551. was omitted from the original sequence of illustrations.
Units of pressure, e.g., ‘pounds’ and ‘lbs.’ should be ‘pounds per square inch’ and ‘lbs. per square inch’ respectively, for completeness. This is left as printed in the original book.
End of Project Gutenberg's Pumps and Hydraulics - Part Two, by William Rogers
*** END OF THIS PROJECT GUTENBERG EBOOK PUMPS AND HYDRAULICS - PART TWO ***
***** This file should be named 57639-h.htm or 57639-h.zip *****
This and all associated files of various formats will be found in:
http://www.gutenberg.org/5/7/6/3/57639/
Produced by deaurider, Brian Wilcox and the Online
Distributed Proofreading Team at http://www.pgdp.net (This
file was produced from images generously made available
by The Internet Archive)
Updated editions will replace the previous one--the old editions will
be renamed.
Creating the works from print editions not protected by U.S. copyright
law means that no one owns a United States copyright in these works,
so the Foundation (and you!) can copy and distribute it in the United
States without permission and without paying copyright
royalties. Special rules, set forth in the General Terms of Use part
of this license, apply to copying and distributing Project
Gutenberg-tm electronic works to protect the PROJECT GUTENBERG-tm
concept and trademark. Project Gutenberg is a registered trademark,
and may not be used if you charge for the eBooks, unless you receive
specific permission. If you do not charge anything for copies of this
eBook, complying with the rules is very easy. You may use this eBook
for nearly any purpose such as creation of derivative works, reports,
performances and research. They may be modified and printed and given
away--you may do practically ANYTHING in the United States with eBooks
not protected by U.S. copyright law. Redistribution is subject to the
trademark license, especially commercial redistribution.
START: FULL LICENSE
THE FULL PROJECT GUTENBERG LICENSE
PLEASE READ THIS BEFORE YOU DISTRIBUTE OR USE THIS WORK
To protect the Project Gutenberg-tm mission of promoting the free
distribution of electronic works, by using or distributing this work
(or any other work associated in any way with the phrase "Project
Gutenberg"), you agree to comply with all the terms of the Full
Project Gutenberg-tm License available with this file or online at
www.gutenberg.org/license.
Section 1. General Terms of Use and Redistributing Project
Gutenberg-tm electronic works
1.A. By reading or using any part of this Project Gutenberg-tm
electronic work, you indicate that you have read, understand, agree to
and accept all the terms of this license and intellectual property
(trademark/copyright) agreement. If you do not agree to abide by all
the terms of this agreement, you must cease using and return or
destroy all copies of Project Gutenberg-tm electronic works in your
possession. If you paid a fee for obtaining a copy of or access to a
Project Gutenberg-tm electronic work and you do not agree to be bound
by the terms of this agreement, you may obtain a refund from the
person or entity to whom you paid the fee as set forth in paragraph
1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be
used on or associated in any way with an electronic work by people who
agree to be bound by the terms of this agreement. There are a few
things that you can do with most Project Gutenberg-tm electronic works
even without complying with the full terms of this agreement. See
paragraph 1.C below. There are a lot of things you can do with Project
Gutenberg-tm electronic works if you follow the terms of this
agreement and help preserve free future access to Project Gutenberg-tm
electronic works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the
Foundation" or PGLAF), owns a compilation copyright in the collection
of Project Gutenberg-tm electronic works. Nearly all the individual
works in the collection are in the public domain in the United
States. If an individual work is unprotected by copyright law in the
United States and you are located in the United States, we do not
claim a right to prevent you from copying, distributing, performing,
displaying or creating derivative works based on the work as long as
all references to Project Gutenberg are removed. Of course, we hope
that you will support the Project Gutenberg-tm mission of promoting
free access to electronic works by freely sharing Project Gutenberg-tm
works in compliance with the terms of this agreement for keeping the
Project Gutenberg-tm name associated with the work. You can easily
comply with the terms of this agreement by keeping this work in the
same format with its attached full Project Gutenberg-tm License when
you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern
what you can do with this work. Copyright laws in most countries are
in a constant state of change. If you are outside the United States,
check the laws of your country in addition to the terms of this
agreement before downloading, copying, displaying, performing,
distributing or creating derivative works based on this work or any
other Project Gutenberg-tm work. The Foundation makes no
representations concerning the copyright status of any work in any
country outside the United States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other
immediate access to, the full Project Gutenberg-tm License must appear
prominently whenever any copy of a Project Gutenberg-tm work (any work
on which the phrase "Project Gutenberg" appears, or with which the
phrase "Project Gutenberg" is associated) is accessed, displayed,
performed, viewed, copied or distributed:
This eBook is for the use of anyone anywhere in the United States and
most other parts of the world at no cost and with almost no
restrictions whatsoever. You may copy it, give it away or re-use it
under the terms of the Project Gutenberg License included with this
eBook or online at www.gutenberg.org. If you are not located in the
United States, you'll have to check the laws of the country where you
are located before using this ebook.
1.E.2. If an individual Project Gutenberg-tm electronic work is
derived from texts not protected by U.S. copyright law (does not
contain a notice indicating that it is posted with permission of the
copyright holder), the work can be copied and distributed to anyone in
the United States without paying any fees or charges. If you are
redistributing or providing access to a work with the phrase "Project
Gutenberg" associated with or appearing on the work, you must comply
either with the requirements of paragraphs 1.E.1 through 1.E.7 or
obtain permission for the use of the work and the Project Gutenberg-tm
trademark as set forth in paragraphs 1.E.8 or 1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted
with the permission of the copyright holder, your use and distribution
must comply with both paragraphs 1.E.1 through 1.E.7 and any
additional terms imposed by the copyright holder. Additional terms
will be linked to the Project Gutenberg-tm License for all works
posted with the permission of the copyright holder found at the
beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm
License terms from this work, or any files containing a part of this
work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this
electronic work, or any part of this electronic work, without
prominently displaying the sentence set forth in paragraph 1.E.1 with
active links or immediate access to the full terms of the Project
Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary,
compressed, marked up, nonproprietary or proprietary form, including
any word processing or hypertext form. However, if you provide access
to or distribute copies of a Project Gutenberg-tm work in a format
other than "Plain Vanilla ASCII" or other format used in the official
version posted on the official Project Gutenberg-tm web site
(www.gutenberg.org), you must, at no additional cost, fee or expense
to the user, provide a copy, a means of exporting a copy, or a means
of obtaining a copy upon request, of the work in its original "Plain
Vanilla ASCII" or other form. Any alternate format must include the
full Project Gutenberg-tm License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying,
performing, copying or distributing any Project Gutenberg-tm works
unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing
access to or distributing Project Gutenberg-tm electronic works
provided that
* You pay a royalty fee of 20% of the gross profits you derive from
the use of Project Gutenberg-tm works calculated using the method
you already use to calculate your applicable taxes. The fee is owed
to the owner of the Project Gutenberg-tm trademark, but he has
agreed to donate royalties under this paragraph to the Project
Gutenberg Literary Archive Foundation. Royalty payments must be paid
within 60 days following each date on which you prepare (or are
legally required to prepare) your periodic tax returns. Royalty
payments should be clearly marked as such and sent to the Project
Gutenberg Literary Archive Foundation at the address specified in
Section 4, "Information about donations to the Project Gutenberg
Literary Archive Foundation."
* You provide a full refund of any money paid by a user who notifies
you in writing (or by e-mail) within 30 days of receipt that s/he
does not agree to the terms of the full Project Gutenberg-tm
License. You must require such a user to return or destroy all
copies of the works possessed in a physical medium and discontinue
all use of and all access to other copies of Project Gutenberg-tm
works.
* You provide, in accordance with paragraph 1.F.3, a full refund of
any money paid for a work or a replacement copy, if a defect in the
electronic work is discovered and reported to you within 90 days of
receipt of the work.
* You comply with all other terms of this agreement for free
distribution of Project Gutenberg-tm works.
1.E.9. If you wish to charge a fee or distribute a Project
Gutenberg-tm electronic work or group of works on different terms than
are set forth in this agreement, you must obtain permission in writing
from both the Project Gutenberg Literary Archive Foundation and The
Project Gutenberg Trademark LLC, the owner of the Project Gutenberg-tm
trademark. Contact the Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable
effort to identify, do copyright research on, transcribe and proofread
works not protected by U.S. copyright law in creating the Project
Gutenberg-tm collection. Despite these efforts, Project Gutenberg-tm
electronic works, and the medium on which they may be stored, may
contain "Defects," such as, but not limited to, incomplete, inaccurate
or corrupt data, transcription errors, a copyright or other
intellectual property infringement, a defective or damaged disk or
other medium, a computer virus, or computer codes that damage or
cannot be read by your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right
of Replacement or Refund" described in paragraph 1.F.3, the Project
Gutenberg Literary Archive Foundation, the owner of the Project
Gutenberg-tm trademark, and any other party distributing a Project
Gutenberg-tm electronic work under this agreement, disclaim all
liability to you for damages, costs and expenses, including legal
fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT
LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE
PROVIDED IN PARAGRAPH 1.F.3. YOU AGREE THAT THE FOUNDATION, THE
TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE
LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR
INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH
DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a
defect in this electronic work within 90 days of receiving it, you can
receive a refund of the money (if any) you paid for it by sending a
written explanation to the person you received the work from. If you
received the work on a physical medium, you must return the medium
with your written explanation. The person or entity that provided you
with the defective work may elect to provide a replacement copy in
lieu of a refund. If you received the work electronically, the person
or entity providing it to you may choose to give you a second
opportunity to receive the work electronically in lieu of a refund. If
the second copy is also defective, you may demand a refund in writing
without further opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth
in paragraph 1.F.3, this work is provided to you 'AS-IS', WITH NO
OTHER WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT
LIMITED TO WARRANTIES OF MERCHANTABILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied
warranties or the exclusion or limitation of certain types of
damages. If any disclaimer or limitation set forth in this agreement
violates the law of the state applicable to this agreement, the
agreement shall be interpreted to make the maximum disclaimer or
limitation permitted by the applicable state law. The invalidity or
unenforceability of any provision of this agreement shall not void the
remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the
trademark owner, any agent or employee of the Foundation, anyone
providing copies of Project Gutenberg-tm electronic works in
accordance with this agreement, and any volunteers associated with the
production, promotion and distribution of Project Gutenberg-tm
electronic works, harmless from all liability, costs and expenses,
including legal fees, that arise directly or indirectly from any of
the following which you do or cause to occur: (a) distribution of this
or any Project Gutenberg-tm work, (b) alteration, modification, or
additions or deletions to any Project Gutenberg-tm work, and (c) any
Defect you cause.
Section 2. Information about the Mission of Project Gutenberg-tm
Project Gutenberg-tm is synonymous with the free distribution of
electronic works in formats readable by the widest variety of
computers including obsolete, old, middle-aged and new computers. It
exists because of the efforts of hundreds of volunteers and donations
from people in all walks of life.
Volunteers and financial support to provide volunteers with the
assistance they need are critical to reaching Project Gutenberg-tm's
goals and ensuring that the Project Gutenberg-tm collection will
remain freely available for generations to come. In 2001, the Project
Gutenberg Literary Archive Foundation was created to provide a secure
and permanent future for Project Gutenberg-tm and future
generations. To learn more about the Project Gutenberg Literary
Archive Foundation and how your efforts and donations can help, see
Sections 3 and 4 and the Foundation information page at
www.gutenberg.org
Section 3. Information about the Project Gutenberg Literary Archive Foundation
The Project Gutenberg Literary Archive Foundation is a non profit
501(c)(3) educational corporation organized under the laws of the
state of Mississippi and granted tax exempt status by the Internal
Revenue Service. The Foundation's EIN or federal tax identification
number is 64-6221541. Contributions to the Project Gutenberg Literary
Archive Foundation are tax deductible to the full extent permitted by
U.S. federal laws and your state's laws.
The Foundation's principal office is in Fairbanks, Alaska, with the
mailing address: PO Box 750175, Fairbanks, AK 99775, but its
volunteers and employees are scattered throughout numerous
locations. Its business office is located at 809 North 1500 West, Salt
Lake City, UT 84116, (801) 596-1887. Email contact links and up to
date contact information can be found at the Foundation's web site and
official page at www.gutenberg.org/contact
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
gbnewby@pglaf.org
Section 4. Information about Donations to the Project Gutenberg
Literary Archive Foundation
Project Gutenberg-tm depends upon and cannot survive without wide
spread public support and donations to carry out its mission of
increasing the number of public domain and licensed works that can be
freely distributed in machine readable form accessible by the widest
array of equipment including outdated equipment. Many small donations
($1 to $5,000) are particularly important to maintaining tax exempt
status with the IRS.
The Foundation is committed to complying with the laws regulating
charities and charitable donations in all 50 states of the United
States. Compliance requirements are not uniform and it takes a
considerable effort, much paperwork and many fees to meet and keep up
with these requirements. We do not solicit donations in locations
where we have not received written confirmation of compliance. To SEND
DONATIONS or determine the status of compliance for any particular
state visit www.gutenberg.org/donate
While we cannot and do not solicit contributions from states where we
have not met the solicitation requirements, we know of no prohibition
against accepting unsolicited donations from donors in such states who
approach us with offers to donate.
International donations are gratefully accepted, but we cannot make
any statements concerning tax treatment of donations received from
outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation
methods and addresses. Donations are accepted in a number of other
ways including checks, online payments and credit card donations. To
donate, please visit: www.gutenberg.org/donate
Section 5. General Information About Project Gutenberg-tm electronic works.
Professor Michael S. Hart was the originator of the Project
Gutenberg-tm concept of a library of electronic works that could be
freely shared with anyone. For forty years, he produced and
distributed Project Gutenberg-tm eBooks with only a loose network of
volunteer support.
Project Gutenberg-tm eBooks are often created from several printed
editions, all of which are confirmed as not protected by copyright in
the U.S. unless a copyright notice is included. Thus, we do not
necessarily keep eBooks in compliance with any particular paper
edition.
Most people start at our Web site which has the main PG search
facility: www.gutenberg.org
This Web site includes information about Project Gutenberg-tm,
including how to make donations to the Project Gutenberg Literary
Archive Foundation, how to help produce our new eBooks, and how to
subscribe to our email newsletter to hear about new eBooks.